Abstract
Size reduction is one of the most common unit operations for both active pharmaceutical ingredient (API) and drug product manufacturing. The resulting particle size distribution (PSD), in most cases, is believed to have great impact on bioavailability and/or downstream processes. However, the fundamental understanding of the process is still limited.
In the current study, the size reduction of polymeric pellets using a low or high energy mill was examined. The impact of material and equipment variability on milling process was investigated. The formulation of the polymer pellet showed no statistical significance on the PSD of the milled material. Similar PSD can be obtained using either a low or high energy mill. Increasing the moisture level of the polymer pellets resulted in lower hardness and subsequently milled material with larger mean particle size (MPS). When a low energy mill was used, one-step milling is superior to the two-step milling in terms of process robustness and efficiency. Although similar PSDs could be achieved using low energy mills, caution should be used when considering equipment durability.
Introduction
Size reduction is a common technique used in various industries.1 Generally, size reduction and size separation are combined to obtain powder with the desired particle size distribution (PSD) for acceptable flow and compressibility for downstream processing [1,2]. The mechanical process of reducing the particle size of a solid is also called milling.1 Among different types of milling equipment, high energy mills (such as impact mill) and low energy mills (such as screen mills) are frequently used in pharmaceutical manufacturing. In general, the lower energy mill is mainly used for de-agglomeration purposes [3]. Although some data are available on the polymer pellets size reduction using a low energy mill, the fundamental understanding of the process is still lacking.

Figure 1 - Fish Bone Analysis on Milling Process
In the current study, size reduction of the polymeric pellets was studied using a high and low energy mill. Since a majority of polymer pellets have a relatively large size (i.e., approximately 8.28 mm x 4.60 mm), high energy mills are logical choices for the milling process. However, since the screen mills offer the advantage of better containment, qualifying it as an alternative milling option offers manufacturing flexibility. To gain better mechanistic understanding, a cause and effect diagram was created for the process (Figure 1). Key material properties and equipment variables identified in the fish bone diagram were systemically assessed. The results could serve as guidance for a more robust polymer pellet milling process.
Experiment
Materials
Four types of polymer pellets were used in the study. The formulations of the polymer pellets are shown in Table 1. The milling trials were conducted with the high and low energy mill.
Table 1 -Composition of Polymer Pellets

Process Characterization
The screen and product temperature were monitored during all milling trials using adhesion thermocouples. The electricity consumption was also measured by a Watt-hour meter.
The PSD of milled polymer pellets was characterized by either a dry sieve analysis method or wet method using a 1% Lecithin/ Heptane suspension.
Results and Discussion
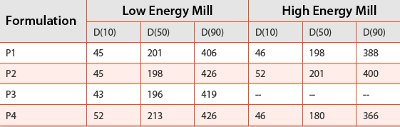
Comparing the PSD of the milled polymer pellets, little difference was noted when different formulations were used. One-way ANOVA confirmed that there is no statistically significant impact of the polymer pellet formulation on the resulting PSD (with lowest p-value for D(50) being 0.639). Similar PSD was also able to be obtained when a high energy mill was used. The summary of D(10), D(50), and D(90) of the milled polymer pellets are shown in Table 2.

Figure 2 -Screen Temperature Comparison (High Energy Mill vs. Low Energy Mill)
Table 2 - Particle Size of Milled Polymer Pellets
The screen temperature comparison between milling process performed on the high and low energy mill are shown in Figure 2. Compared to the milling trials conducted using the low energy mill, the screen temperature is lower when the high energy impact mill was used. This might be due to the fact that two mills are operated under different mechanisms. The impact mill breaks the polymer pellets preliminarily by high-speed mechanical impact and/or impact with other particles (i.e., the force is perpendicularly applied to the surface of the particle/ agglomerate) whereas the screen mill (i.e., low energy mill) reduces the particle size mainly by mechanically induced attrition through a screen [3]. The higher screen temperature observed when the screen mill was used also confirmed the low energy nature of attrition force.
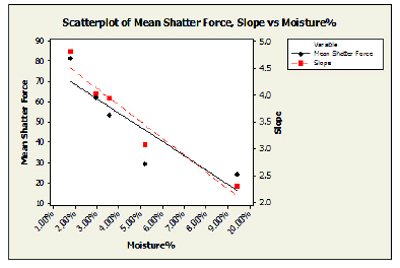
Figure 3 - Moisture Impact on Polymer Pellets Hardness

Figure 4 - Moisture Impact on MPS of Milled Polymer Pellets
The moisture impact was also evaluated during the study. The hardness of the polymer pellets with different moisture level was measured by a Texture Analyzer and results are summarized in Figure 3. The hardness of the polymer pellets was determined by both shatter force (i.e., the force at which the extrudate was broken) and the slope of force-displacement curve. The hardness was shown to decrease as the moisture concentration increased. The MPS of milled pellets from the milling trials conducted using the polymer pellets with different moisture levels are summarized in Figure 4 (i.e., black dots). The moisture level was shown to have a significant impact on the mean particle size (MPS) of the milled material (with p-value of 0.013). The higher the moisture level, the greater the MPS.
The moisture level of the pellets, first equilibrated to high moisture level, can be brought down by a re-drying process. However, milling of those re-dried pellets yielded materials with higher MPS than expected (i.e., two red squares vs black dots on Figure 4), which indicated the PSD of milled pellets does not only dependent on the moisture level at the point when milling was performed but also dependent on the moisture history that pellets experienced. Thus, controls should be in place for the moisture level of the polymer pellets to ensure a robust milling process. In spite of the difference on PSD, no difference on the morphology of the milled polymer pellets was observed.
An attempt to relate energy input to the degree of size reduction yields a few different mathematical equations. A generalized differential form of energy-size relationship is proposed by Walker [4]. According to such relationship, a lower energy is required when the difference between the initial and final particle size is smaller. Thus, theoretically, a two-step milling is expected to be a more efficient process than a one-step milling.
Table 3 - One-step Milling vs. Two-step Milling (Screen Mill)
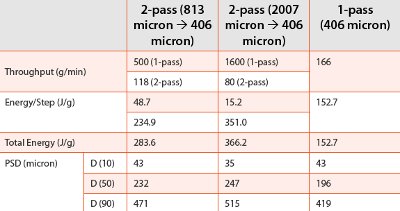
Table 3 summarizes the comparison between one-step milling vs. two- step milling using the low energy mill. Comparable total throughput and PSD were noted between one-step and two-step milling, however, the total energy consumption of the two-step milling was far greater than that of the one-step milling. Substantially higher screen temperature accompanied with polymer pellets lumping was also noted during the second step of the two-step milling process. The results demonstrated that, for milling polymer pellets using a low energy mill, one-step milling is superior to the two-step process.
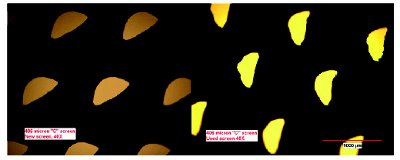
Figure 5 - New Screen vs. Worn Screen (Low Energy Mill)
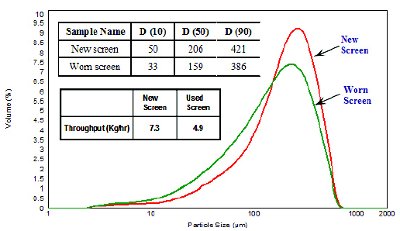
Figure 6 - PSD of Milled Polymer Pellets from New Screen and Worn Screen
Due to the abrasive nature of the milling process, the screen/metal fatigue was a concern when the low energy mill was used for the size reduction of the polymer pellets. The comparison of a new and worn screen is shown in Figure 5. Compared to the new screen, the screen deformation evidenced by the irregular shaped screen opening was noted with the worn one. The deformation of the screen aperture also led to the changes of PSD and a decreasing of throughput as shown in Figure 6. Thus, cautions should be taken when polymer pellets are milled by the low energy mill. Constant PSD monitoring (could be either online or offl ine), periodical screen examination, and negotiation with the vendor for additional screen quality controls (including but not limited to enhance screen thickness and perform additional quality testing) are recommended.
Conclusions
The current studies assessed the impact of material and equipment variability on milling processes. The formulation of the polymer pellet showed no statistical significance on PSD of the milled material. Similar PSD can be obtained with either a low or high energy mill. Increased moisture level resulted in lower hardness of polymer pellets and subsequent milled material with larger MPS. When a low energy mill was used, one-step milling is superior to the two-step milling in terms of process robustness and efficiency. The screen quality of the low energy mill was shown to have a significant impact on the throughput and the milled polymer pellet PSD. Compared to the low energy mill, the impact mill (i.e. high energy mill) is less dependent on screen quality, had lower screen temperatures, and ultimately is the first choice for polymer pellets milling. When the low energy mill is the only viable option, caution should be taken on screen quality. Constant PSD monitoring, periodical screen examination and negotiation with the vendor for additional screen quality controls are recommended to ensure a robust milling process.
Acknowledgements
The authors would like to thank Jennifer Carlson, Dr. Ping Tong, and John. R. Jacobs for their contribution to this study.
References
- The Theory and Practice of Industrial Pharmacy, L. Lachman, H.ALieberman, and J.L.Kang, 1976
- Pharmaceutical Dosage Forms: Tablets, Volume 2, 3rd Edition, L.L. Augsburger and S.W. Hoag, 2008
- Guidance for Industry SUPAC-IR/MR: Immediate Release and Modifi ed Release Solid Oral Dosage Forms - Manufacturing Equipment Addendum, January 1999.
- Pharmaceutics: The Science of Dosage Form Design, 2nd Edition, M.E. Aulton, 2002
Author Biographies
Bei Chen is a Principle Process Development Engineer at Abbott. She received her Ph.D degree in Chemical Engineering from The University of Akron. Her current role is support oral dosage formulation and pharmaceutical process development.
Brian C. Anderson is a Technical Manager at Abbott. He received his Ph.D in Chemical Engineering from Iowa State University and B.S. in Chemical Engineering from University of Illinois Urbana-Champaign. He currently leads a group providing process development support for oral products manufacturing.
Jack G. Nottingham is a chemist in the Process Research and Development division at Abbott Laboratories. He has over 20 years experience in pharmaceutical manufacturing and chemical processing, with the last 10 years focused on the characterization pharmaceutical solids. In his current role, he is responsible for the development, scale-up, and transfer of manufacturing processes for small molecule active pharmaceutical ingredients.