Abstract
In pharmaceutical development, particle properties contribute to the process variability of a drug product and often the efficacy of the product. Studying particle properties during development builds process knowledge to ensure less variability and proper efficacy. The particle measurement capabilities typically employed in the pharmaceutical industry are expanding to enable Qualityby- Design (QbD) through enhanced particle characterization tools and process analytical technology (PAT) applications. Presented here are various methodologies that examine the physical and chemical attributes of drug product intermediates. NIR analysis coupled with Partial Least Squares (PLS) modeling enables a direct correlation between granules properties and product performance. Granulation states, specifically under-granulation, are investigated by morphology targeted Raman spectroscopy to provide the physical and chemical identities of particles in mixed populations. A method for testing granule hardness of individual particles is presented. Granule cohesivity is measured by changes in particle size distribution relative to changes in dispersion pressure. Results from this diverse set of tools are combined to present a holistic characterization of drug product intermediate particles. This paper describes the development and application of these analytical tools and their relationship to product performance.
Introduction
In the production of solid dosage forms for pharmaceutical products, intermediate particles are often developed with the goal to enhance ultimate performance of the drug product. For example, the active pharmaceutical ingredient (API) may be granulated to improve the flow or compressibility of the powder (1), or, the API may be dispersed within a polymer to form faster dissolving particles for improved bioavailability. To achieve a specific performance goal, the intermediate particle is commonly a mixture of the API and excipients. Therefore, developing methods to analyze the chemical and physical attributes of these intermediate particles (granules) is important for building process and product knowledge and for optimizing the product performance.
In this study, chemical and physical attributes of a granulation product are examined. Processing difficulties necessitated a granulation step. With the formulation held constant, Design of Experiment testing was applied to the processing parameters. Changes in these parameters led to varied product performance. Dissolution results showed that even though compression and formulation were held constant, variability in granule processing greatly impacted tablet dissolution (Figure 1). Therefore, granule attributes were examined in relationship to final product performance and specifically dissolution.
This study demonstrates the application of multiple methods for the characterization of drug product intermediate particles which lead to specific understanding of product performance. Analytical tools examining granule cohesivity, particle morphology and chemistry, dissolution prediction models based on NIR spectra, granule pore size, and granule hardness were all applied to drug product development. Integrating novel methodologies with traditional testing provided a greater understanding of the impact that various intermediate particle attributes have on the manufacturing process and product performance. Investigating a wide variety of granule attributes and correlating these attributes to product performance was essential to designing a process that would ensure the manufacture of a quality product.
Experimental
A diverse set of analytical methods were applied to a set of granulate samples. These granulate samples were of the same composition but differed in their processing parameters. Therefore, all tests were developed to interrogate the impact of processing parameters on granule attribute and then final product performance.
NIR on Sieved Granules
Nine sets of granules were sieved through a set of 8 screens. The sieve cut above the 30 mesh screen was retained and transferred to flat bottomed NIR vials for characterization. NIR spectra were collected on an FT instrument from 10,000 – 4,000cm-1. Each of the nine granule samples were scanned four times with mixing of the vials between each scan to ensure representative sampling of the material. All scans were used for modeling.
Granule Cohesivity by Pressure Dependent Light Scattering
The complete set of granules was measured by light scattering to obtain a Mie theory calculated particle size distribution for each set of granulation parameters. Each lot of granules was measured at a 0.5 bar dry dispersion pressure and at 4.0 bar dry dispersion pressure. At least one gram of material was analyzed for each test.
Granulation Efficiency by Morphologically Targeted Spectroscopy
In this experiment granules were dispersed on a slide and imaged for their size and shape attributes. Then, specific particles across the size and shape distribution were targeted for chemical identification by Raman spectroscopy. Chemical identification was performed by comparing the sample spectra to the spectra in a library. Spectra from individual particles were vector normalized, the second derivative was applied, and then a correlation score determined for each component in the library. Chemical identification of each particle was determined based on the correlation score. Components with correlations scores of at least 0.5 were scored as present in the granules.
Granule Hardness Testing using MTS
Granule hardness was determined with a hydraulic load frame with a 5N load cell for peak load determination upon granule breakage. At least 20 particles of the same size were analyzed for each granulation process. The mean peak load and the standard deviation of each granule lot were reported.
Results and Discussion
NIR Spectroscopy of Granules
NIR spectroscopy was used to support and guide granulation development on an early stage clinical product. NIR spectra were acquired on a single sieve cut from each of 9 different processing conditions which showed different performance upon tablet dissolution (57 – 88% dissolved at 20 minutes). The spectra from the sieved granules were then correlated to the dissolution results using PLS modeling. The resulting model (Figure 2) provided a correlation coefficient of 0.95 to the percent dissolved at 20 minutes. The root mean squared error of prediction (RMSEP) was 2.6% using 3 factors. The results were especially encouraging considering that spectra from only 9 samples were used. This spectral correlation provided strong support for the further development of other analytical tools to investigate material properties that may affect the correlation.
Granule Cohesivity by Pressure Dependent Light Scattering
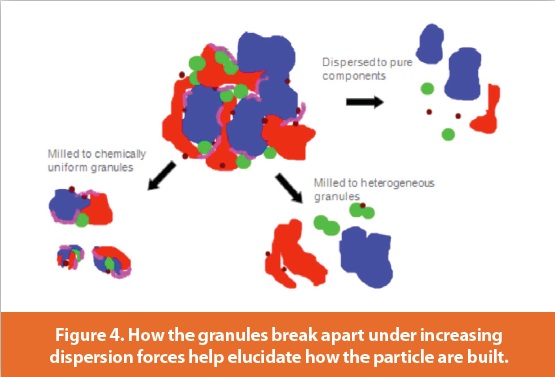
A method was developed to investigate the cohesivity of the granules. The change in particle size distribution relative to increasing dispersion pressure was used to assess the efficiency of the final agglomeration in the granulation process. Changes in the size distribution of granules were investigated at high and low dispersion pressures and used to determine how resistant granules were to attrition at increased dispersion pressures.
Granules were analyzed in a dry pressure-based light scattering instrument for their particle size distribution with specific attention to the change in the distribution relative to changes in dispersion pressure. Reproducibility of the analysis was first defined on a limited number of samples. The change in the distribution relative to dispersion pressure was the focus of this work, not necessarily the absolute particle distribution.
Granule attrition of numerous lots was assessed using the above described approach. A number of lots had a relatively broad size distribution at low pressure only to break apart when exposed to a 4 bar dispersion (lots 6, 7, and 8 in the Table 1). Only one processing condition produced granules with significant resistance to attrition upon dispersion at 4 bar (lot 4 in Table 1 and the blue line in Figure 3). And, another set of granules had a relatively narrow size distribution, even at a lower pressure.
Further examination of the particle size distributions reveals multimodal distributions in a number of samples from these granulation experiments. Multimodal distributions of generally smaller particles were interpreted as granules breaking down into their component parts. These attributes were indicative of less effective granulation parameters.
These observations demonstrate an opportunity for further characterization of the granulation products.
Granulation Efficiency by Morphology Targeted Spectroscopy
Using morphology targeted Raman spectroscopy, the efficiency of the granulation was evaluated. Applying this technology enabled identification of under-granulated excipients in samples from different processing conditions. In this experiment, the percentage of particles from each sample containing the API was reported. Particle identified as pure excipients were indicative of less effective granulation parameters. Therefore an effective granulation producing all granulated particles and no pure excipients would score 100%. Greater amounts of under-granulated excipients (imaged in Figure 5) score a lower percent efficiency (lot C in Table 2). This analysis allows for a more accurate assessment of how effective the granulation process is at incorporating the API into truly mixed particles.
Samples with lower granulation efficiency also demonstrated less resistance to attrition by pressure-dependent light scattering discussed above. However, these materials provided the fastest dissolution rate in the NIR model.
Granule Hardness Testing using MTS
Granule hardness can impact the dissolution of granules and the compression of tablets. The granule hardness data showed that varying processing parameters can generate varied mean hardness values (Figure 6). However these mean differences did not correlate with product performance. The variability observed in the particles of lot C trends with other results from granule cohesivity testing and morphologically targeted spectroscopy indicating this variability is due to under-granulation. The standard deviation of the results within each lot of granules did trend with granulation efficiency as described by the granule cohesivity testing and morphologically targeted spectroscopy. In this respect, a smaller standard deviation indicated more cohesive granules and more uniform granules.
Conclusions
In this set of experiments, thoroughly characterizing various granule attributes led to a greater understanding of how granule attributes impact product performance. Dissolution performance was correlated to only a sieve cut of the granulation product. Methods were applied to further understand the granule attributes responsible for the variability in dissolution performance. Specifically, for this product and process, granules that were more uniform by granule hardness testing, morphology targeted spectroscopy, and pressure titrations lead to slower tablet dissolution – an important measure of product performance. Granules that were faster in dissolution were also characterized as under-granulated by the morphology targeted spectroscopy. Additionally these granules showed a higher standard deviation for hardness testing due to granule composition variability and were more likely to undergo attrition during pressure titration. The data provided by these tools was able to characterize the relationship between granule attributes and final product performance.
The methods and technologies described here provided greater process understanding for this product. The data indicates many of the granules attributes needed for uniform granule processing may be in competition with attributes necessary for proper dissolution. The analytical methods provide data to illuminate and manage this competition in process development. Development of a diverse set of analytical tools lays the foundation for more efficient and successful process and product development.
References
1. Soh, J. et al. Importance of Raw Material Attributes for Modeling Ribbon and granule Properties in Roller Compaction: Multivariate Analysis on Roll Gap and NIR Spectral Slope as Process Critical Control Parameters. Journal of Pharmaceutical Innovation, 2007, 2, 106-124.
2. Yu, L. Pharmaceutical Quality by Design: Product and Process Development, Understanding, and Control. Pharmaceutical Research, 2007, 25(4), 781 – 791.
3. Xu, Renliang. Particle Characterization: Light Scattering Methods. Kluwer Academic Publishers: Norwell, 2000.
4. Pritchard, J. and Warman, M. Physical Morphology and Spectroscopic Classification in the Development of Pharmaceutical Powders, American Pharmaceutical Review, 2011, 14 (4).
5. Lewis, E.N. Spectrometric Investigation of Heterogeneity, Appl. No. 12/006,677. 4 January 2008.
6. Lewis, E.N. Pharmaceutical Mixture Evaluation., Appl. No. 11/265,796. 17 October 2005.
7. Otsuka, M. et al. Chemometric Evaluation of Pharmaceutical Properties of Antipyridine Granules by Near Infrared Spectroscopy, AAPS PharmSciTech, 2000, 4(3) , 142-148.
Author Biographies
Justin Pritchard is a scientist at Vertex Pharmaceuticals supporting the implementation of PAT tools during pharmaceutical development. In supporting the PAT community, he serves on the ASTM E55 membership and on the steering committee of Pharmaceutical Process Analytics Roundtable. Justin has experience with assessing and implementing gap-filling technologies in process analytical technology, physical characterization, and analytical separations. Prior to joining Vertex, he worked in formulations at Alkermes Inc. and in natural products for Aphios Corporation.
Martin Warman is a Scientific Fellow at Vertex Pharmaceuticals supporting the use of PAT during QbD. He has over 17 years of experience working in the field having previously lead the PAT Development Team of Pfizer Global Manufacturing. He has also worked in academia at the University of Westminster and, unusually for an Analytical Chemist, holds a B.S. in Cell Biochemistry. Martin is also a qualified microbiologist.