Introduction
As noted recently, FDA has issued several guidance documents to encourage companies to implement components of Quality by Design (QbD) into various phases of product lifecycles, with an emphasis on product development. Companies are expected to incorporate basic QbD elements in ANDA product filings1 and transition to more complete QbD filings as industry and regulatory agencies sync knowledge gained from successful and unsuccessful experiences. As a starting point to guide companies in this endeavor, the International Conference on Harmonization of Technical Requirements for Registration of Pharmaceuticals for Human Use (ICH) issued Q8 (R2) Pharmaceutical Development, Q9 Quality Risk Management, and Q10 Pharmaceutical Quality System.1-4 ICH Q8(R2) describes the scope and principles of QbD and suggests examples and methodologies to enhance product and process knowledge in formulation and process development; ICH Q9 provides guidance to implement quality risk management into product development by using scientific knowledge to make risk assessments; ICH Q10 provides guidance for using ICH Q8 and ICHQ9 principles in regulatory strategies.1 FDA defines QbD as “A systematic approach to development that begins with predefined objectives and emphasizes product and process understanding and process control, based on sound science and quality risk management.” In addition, FDA has published 2 excellent, comprehensive examples for implementing QbD at all stages of development of immediate and modified release dosage forms.5,6
Sponsors developing generic products may frequently avoid implementing QbD in the early stages of development due to aggressive project timelines in the race to file first, a lack of resources, a lack of management support, or a combination of all 3 factors. The purpose of this paper is to submit that using a risk- and science-based approach is feasible to develop a generic topical product within the QbD paradigm. A Quality Target Product Profile (QTPP), process-centric risk assessment, a statistical design of experiment, and a process design space are discussed in the format of a case study for a topical product. The organization of the information printed, including formats and content of tables, risk assessments, and other figures, are only one way of communicating information to a group or regulatory body.
Quality Target Product Profile
The development of a topical or transdermal product can be divided into different phases, similar to other dosage forms. The approach suggested by ICH in Q8 (R2) Pharmaceutical Development is an effective guidance, which may enable a sponsor to build quality into a product starting from the early development phases. In summary, the approach suggested consists of several distinct stages:
- Prospective identification of quantitative QTPP
- Use of QTPP to identify Critical Quality Attributes (CQA)
- Experimentation to identify Critical Process Parameters (CPP) and Critical Material Attributes (CMA) that impact CQA. This experimentation is performed via risk assessment tools, statistical design of experiments (DOE), and other types of experimentation
- Establish a Design Space
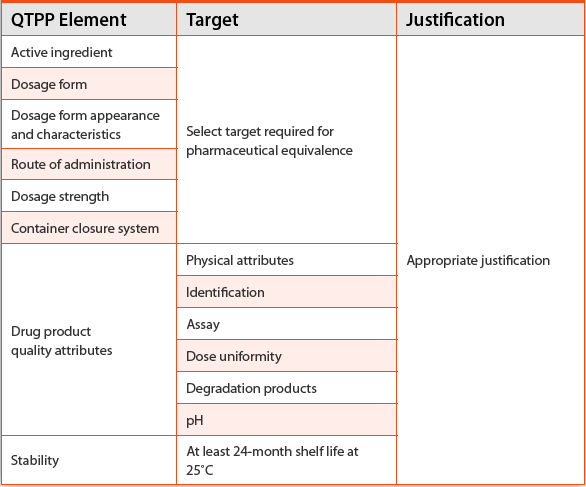
A QTPP is a “prospective summary of the quality characteristics of a drug product that ideally will be achieved to ensure the desired quality, taking into account safety and efficacy of the drug product.”7 An example QTPP for the topical product in this case study is shown in Table 1, with obvious details omitted. The justification and verbiage should be tailored to the precise situation for the relevant product.
Table 1. QTPP Example: Generic Topical Semi-Solid/Liquid Product
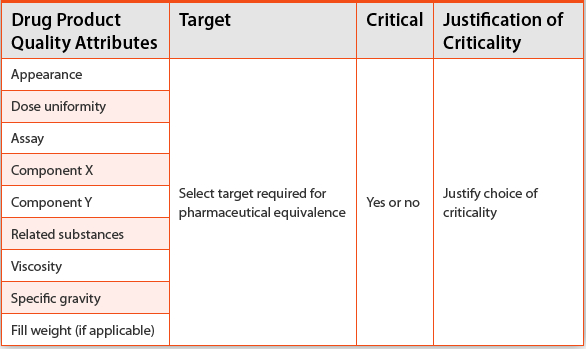
Determining a list of CQAs from a QTPP is a relatively straightforward exercise. CQAs, or even potential CQAs, are identified to ensure product quality, safety, purity, and efficacy. Each CQA listed should have some relationship to one or more elements from the QTPP. An example CQA table representing the topical product in this case study is shown in Table 2. The justification and verbiage should likewise be tailored to the precise situation for the product in question.
Table 2. CQA Example: Generic Topical Semi-Solid/Liquid Product
Process Risk Assessment
Once an initial QTPP has been established and CQAs have been identified, a sponsor has an increased chance of identifying and understanding CPPs and CMAs, particularly as relating to impact on drug product CQAs. For this discussion, CPPs and CMAs can be described as factors that have an effect in the response of a CQA or other drug product attribute. Two methods that are effective for identifying and minimizing the risk a certain factor may have on a drug product attribute are risk assessment and experimentation.
Much could be said regarding risk assessment. As it pertains to this case study, the focus is a process-centric risk assessment, relating only to the unit operations directly involved with the manufacture of a topical product. Many methodologies exist for assessing risk in diverse situations. The methodology adopted in this case study was through performing an Ishikawa diagram and Failure Mode, Effects and Criticality Analysis.
Process Map and Preliminary Evaluation
There are several purposes for performing a high-level process map and preliminary evaluation, such as an Ishikawa diagram, when developing a topical product. First, it allows core R&D members of the project team to understand the ANDA/NDA filing approach, the business strategy (such as where it will be marketed), and other general aspects that are helpful to know before designing experiments. A process engineer or formulation scientist would not necessarily design an early experiment for an ANDA product considered qualitatively and quantitatively the same as an approved brand product. Once this early exercise in process mapping is complete, an appropriate risk assessment approach can then be selected and performed for relevant unit operations.
The Ishikawa diagram shown in Figure 1 represents a typical diagram for the topical product in our case study discussion.
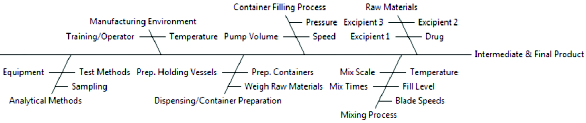 Figure 1. SSL Topical Product: Process Mapping Example.
Figure 1. SSL Topical Product: Process Mapping Example.Failure Mode, Effects, and Criticality Analysis
For the product in this case study, a Failure Mode, Effects, and Criticality Analysis (FMECA) was selected to identify potential CPPs, potential failure modes, impact of failures, cause of failures, and rating risk. Much discussion and guidance exist in the pharmaceutical industry, as well as in other industries, for FMECA and other types of risk assessment, as appropriate for different situations. Usually, FMECA functions best for established processes; however, it was used in this case due to the prior knowledge and experience gained with the similar products on the same equipment with formulations containing similar material attributes and risks. It is not in the scope of this paper to educate when and how an FMECA should be performed.
Instead, discussion is only provided to interpret the information in Table 3. In this case, S, O, and D were expressed numerically on a scale from 1 (low risk) to 10 (high risk). The RPN is a product of S, O, and D, also expressed in numerically similar low, medium, and high scales. The FMECA shown above is not necessarily representative of an initial risk assessment for a mixing process. If this were an initial risk assessment for which the investigator had little understanding, knowledge, and lack of experimental data, the risk scores may be higher. In that situation, the investigator would perform a risk assessment to the best of his or her ability, perform experiments, and gather data and information to minimize the risk and repeat the risk assessment exercise until the risk is controlled to an acceptable level. It is paramount that a sponsor clearly communicates risk assessment details to regulatory agencies. Beyond that, there is much flexibility in which risk assessment approaches are selected to communicate that information. What is important is to communicate clearly and completely that which is considered low or high risk and the reasons why.
Table 3. SSL Topical Product: Mixing Process Risk Assessment Example

Statistical Design of Experiment
Let us assume that in the FMECA for the mixing process above, the RPN value for the final mix time had a high risk of causing a failure that would negatively impact the drug product viscosity. In this case, it would be appropriate for the process engineer to design experiments to gain an understanding of the effect of mixing time on viscosity. The same principle applies in a situation in which blade speeds affect viscosity. Now assume that both time and speed have the potential to impact viscosity, or even multiple CQAs such as dose uniformity and viscosity, as it is in this case. In this situation, where multiple factors have the potential to affect one or more responses, it is appropriate to use statistical DOE. Depending on the overall process map and business drivers for a project, it may not be possible to perform a DOE due to a lack of resources, a lack of management support, or other reasons. However, if designed properly, DOEs are the most efficient way to perform a multivariate analysis on a system with potential main and interaction of factor effects on responses. In the context of this discussion, both material attributes and process parameters are considered to be factors of the DOE and drug product quality attributes are referred to as responses.
Before designing an experiment, whether DOE or not, a strategy should be determined. Experimental drivers and primary and secondary goals should be established before executing any experiment. The primary goals for the DOE designed for the container filling process in this case study were to identify and understand main and interaction effects of process parameters such that CPPs could be established and ranked, and to identify CPP ranges that would result in acceptable product. Although identifying CPPs is a requirement for manufacturing R&D processes, ranking the criticality of key process parameters is not mandatory for every situation, but may be useful depending on the specific process or formulation risks.
The advantage of ranking key process parameters is that it allows the investigator to know which parameter will have the largest or smallest effect on the response. The secondary goals of the DOE were to include scale as a DOE factor to facilitate scale-up and commercial process validation, optimize the process, and create a design space.
A DOE was executed for the filling process of this case study. Prior experience and knowledge for similar products were considered in selecting the equipment train and identifying potential process parameters. Lab scale experiments were performed to demonstrate equipment feasibility and to find constraints so that the DOE would not allow for conditions that would result in a “net zero” response. By “net zero,” it is intended to mean a result that would not yield information that would contribute to the DOE analysis, such as a container with 0 grams fill weight. It is not intended to mean a response that was not within acceptable ranges, for such information would still be useful to analyze the experiment and generate a predictive algorithm for fill weight.
The purpose of this trial was to investigate the potential critical process parameters of pump volume, vessel pressure, and pump speed by gaining an understanding of main and interaction effects of the input variables on the CQA of fill weight. Because commercial equipment was available for the experiment, it was not necessary to include scale as a factor. The analysis of the custom response surface design showed no major interaction effects within the ranges investigated. Graphically, this is represented in Figure 2 by noting that none of the parameter plots intersect each other at any level explored in the trial.
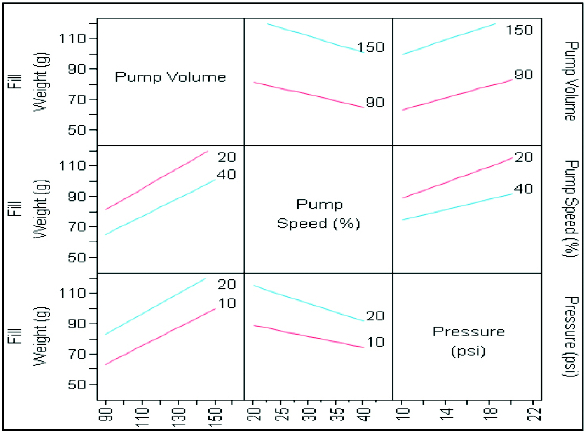 Figure 2. SSL Topical Product: Factor Interaction Effects.
Figure 2. SSL Topical Product: Factor Interaction Effects.By analyzing the factor parameter estimates, shown in Figure 3, it is also apparent that there are no significant interaction effects; however, there are addition conclusions available with this analysis. All main effects (in this case: pump volume, pump speed, and pressure) were confirmed critical. The criticality of the parameters is justified because varying these inputs has significant potential to affect the fill weight. This is communicated in Figure 3 with p-values below 0.05.
 Figure 3. SSL Topical Product: Factor Parameter Estimates.
Figure 3. SSL Topical Product: Factor Parameter Estimates.All parameters were equally significant and therefore impossible to rank in a meaningful way for this design. If this were important, some software packages with DOE platform can generate a predictive algorithm with each parameter and its effect on the response could be generated with the same software used to design and analyze the experiment. It is worth noting that the interaction of speed and pressure is almost significant, at α = 0.06, in this situation. If desired, one could investigate this further to find out if the significance increases by taking out the more insignificant interactions such as volume and speed, or volume and pressure. For this particular case, all interactions were left in the model for optimal fit. Using the DOE software employed for this case study, a predictive algorithm was generated to predict optimal process parameter ranges that would meet all required quality attributes specified in the model. Graphically, one set of predicted optimal CPP ranges is represented in Figure 4. There are multiple CPP range combinations that combine to yield acceptable product; this is one advantage of generating a design space, as discussed below.
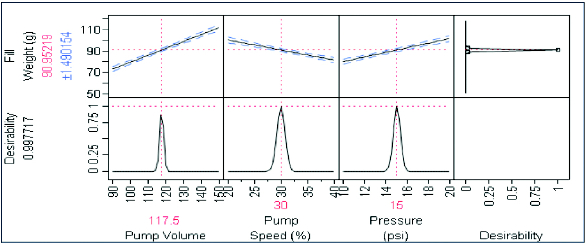 Figure 4. SSL Topical Product: Predicted Optimal Container Filling Process Parameters.
Figure 4. SSL Topical Product: Predicted Optimal Container Filling Process Parameters.Process Design Space
ICH Q8 defines a design space as “the multidimensional combination and interaction of input variables (eg, material attributes) and process parameters that have been demonstrated to provide assurance of quality.”2
The execution of the filling trial made possible a design space for the filling process, shown in Figure 5. The shaded area in Figure 5 represents combinations of machine input variables that are predicted to yield fill weights outside of the range specified in the model. The white area represents the combination of input variables that are predicted to yield fill weights within the range specified. The advantage of using DOE in development work is obvious. Planning and executing a single development phase DOE yielded information that enabled the identification of CPPs and, whether factor interactions existed or not, predicted optimal CPP ranges in which to operate and generated a design space at commercial scale.
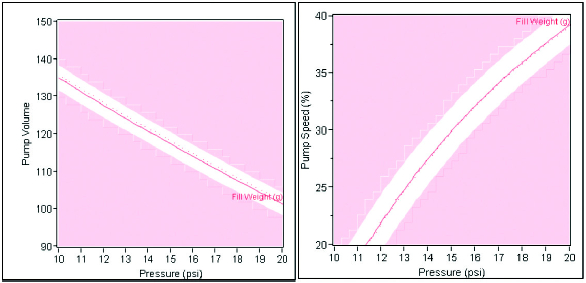 Figure 5. SSL Topical Product: Container Filling Design Space.
Figure 5. SSL Topical Product: Container Filling Design Space.Conclusion
The generic pharmaceutical industry faces the practical challenge of balancing the level of QbD implementation with business objectives. Some sponsors avoid implementing QbD in early stages of development due to aggressive project timelines in the race to file first, a lack of resources, a lack of management support, or a combination of all 3 factors. The QbD elements discussed in this paper have offered several approaches to implementing QbD in the early development phase of generic topical product. Some elements presented in this discussion, such as identifying a QTPP and CQAs, are base requirements in ANDA submissions, while others are not, and require planning, resources and management support. Regardless of the level of implementation of QbD elements into early development work, planning with the entire development team—not only engineers and technical support, but also regulatory, quality, and laboratory support teams—is necessary to facilitate implementing new workflows in product and process development. With careful thought and planning, aspects initially considered to be resource-demanding can, in fact, not only be feasible, but decrease overall development time while increasing product and process understanding.
References
- Fowler M, Vanderhooft J, Subramanyan V. Realizing process analytical technology (PAT) in process development by implementation of near infrared (NIR) spectroscopy. Pharmaceutical Engineering. 2013;33(5):90-94.
- International Conference on Harmonisation of Technical Requirements for Registration of Pharmaceuticals for Human Use. ICH Harmonised Tripartite Guideline, Pharmaceutical Development –Q8(R2). August 2009. Available at: www.ich.org. Accessed November 21, 2014.
- International Conference on Harmonisation of Technical Requirements for Registration of Pharmaceuticals for Human Use. ICH Harmonised Tripartite Guideline, Quality Risk Management– Q9. November 2005. Available at: www.ich.org. Accessed November 21, 2014.
- International Conference on Harmonisation of Technical Requirements for Registration of Pharmaceuticals for Human Use. ICH Harmonised Tripartite Guideline, Pharmaceutical Quality Systems–Q10. June 2008. Available at: www.ich.org. Accessed November 21, 2014.
- U.S. Food and Drug Administration. Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms. April 2012. Available at: www.fda.gov. Accessed November 21, 2014.
- U.S. Food and Drug Administration. Quality by Design for ANDAs: An Example for Moderate Release Dosage Forms. December 2011.Available at: www.fda.gov. Accessed November 21, 2014.
- U.S. Food and Drug Administration Center for Drug Evaluation and Research (CDER), Manual of Policies and Procedures MAPP 5016.1. Applying ICH Q8(R2), Q9, and Q10 Principles to CMC Review. February 2011. Available at: www.fda.gov. Accessed November 21, 2014.
Author Biography
Michael Fowler is a Principal Process Engineer in the Transdermal Development division of Actavis located in Salt Lake City, Utah. He is responsible for research and development, scale-up, and technology transfer activities of branded and generic semi-solid and liquid transdermal products. Michael is a core team member tasked to implement Quality by Design in the development of semi-solid and liquid products at Actavis in Salt Lake City. He has over 10 years of experience in formulation and process development in Transdermal and Topical drug delivery technologies. Michael graduated from the University of Utah with a Bachelor’s Degree in Materials Science and Engineering and Master’s Degree of Business and Administration in product development.