Introduction
The need to detect, monitor, and characterize particulates in parenteral products has become one of the most noteworthy trends in the biopharmaceutical industry. The level of aggregates and particulates is a critical quality attribute to assess for liquid protein formulations, as their presence may negatively impact product quality and patient safety. Traditionally, the US and European Pharmacopeia have only required assessment of particles in parenterals in the > 10 μm range. In biopharmaceutical formulation development, it has been suggested this is insufficient to truly ensure the quality and safety of a product [1]. Indeed, there is an increasing focus on particles within the size range of 2-10 μm, which have been implicated in adverse physiological reactions in patients. Particles or aggregates < 10 μm can lead to antibody-mediated neutralization of a product’s therapeutic effect, and are more likely to promote an immunogenic response in patients than the monomeric protein [2].
Formation of particulates or aggregation can occur during unit operations such as compounding, filling, handling, inspection, or other stages of manufacturing [3]. Two major mechanisms underlying particle formation are interfacial destabilization, including shear stress during processing [4, 5], and heterogeneous nucleation, whereby damaged protein or foreign matter may act as nuclei for protein aggregation and particle formation [6]. The manufacturing process is rife with opportunities for particle formation, considering the many sources of potential pre-nuclei that have been shown to induce particle formation: micro- and nanoparticles of stainless steel or other metals shed from piston pumps [6, 7], silicone oil microdroplets from siliconized surfaces [6], and tungsten nanoparticles produced during glass syringe manufacture [6].
Given the potential for particle formation and its impact on product quality and safety of biopharmaceuticals, it is highly desirable to establish a robust formulation that can resist particle formation. The objectives of this work are to highlight the importance of sub-visible particle analysis during formulation development, to describe a particle analysis technology that may be complimentary to USP<788>particulate testing, and to evaluate the ability of some common formulation excipients to protect against particle formation.
Methods
This work is divided into three sections: Evaluation of particle analysis technologies, a DoE excipient screen, and a formulation comparison.
A comprehensive technology evaluation was performed. The ability to obtain additional particle information such as morphology, size distribution, and aspect ratio led to the selection of a Flow Microscopy (FM) instrument with digital imaging capability. The FM technology was evaluated in terms of performance and variability, and was compared to the USP <788>method for particle analysis, Light Obscuration (LO).
Table 1
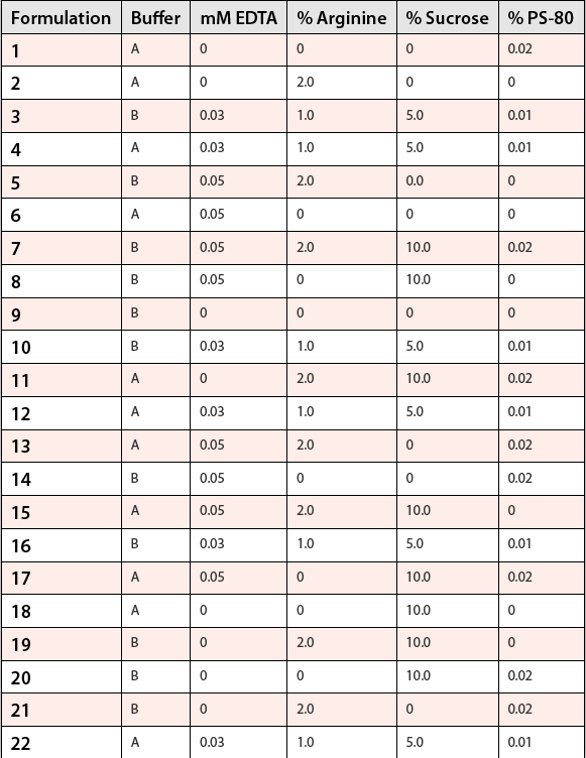
A Design of Experiment (DoE) study was conducted to screen common formulation excipients and evaluate their potential to minimize particle formation. A fractional factorial DoE design was employed. Table 1 lists the formulations evaluated.
Buffer concentration and pH were held constant at 30mM and 5.5, respectively. Samples were stressed by shaking at 325 RPM for 72 hours, or by freezing at -20°C and thawing at room temperature for 3 F/T cycles. Control formulations were stored at 5°C. The effects of buffer type, and any included surfactant, amino acid, chelating agent, or sugar excipients were evaluated in terms of their protein stabilizing effects against these stresses including their ability to control particle formation. FM and LO were used to assess particle counts, size distribution, and morphology. Additionally, the impact of these stresses on other key quality attributes was evaluated by standard biochemical analyses, including size exclusion chromatography (SEC) and imaged capillary isoelectric focusing (icIEF).
Two different mAb formulations were compared with respect to particle formation by subjecting each to continuous shear over a 24 hour period. The shear stress was applied by recirculating the material through the FM system and tubing. The sample material passed through capillary tubing (I.D. 1.0 mm; total length of 36 inches) from sample vessel to flow cell, flow cell to pump, and pump back to sample vessel. Samples were analyzed after 0, 2, 4, 8, 12, and 24 hours of stress.
Results and Discussion
Technology Evaluation
While light obscuration has been the industry “gold standard” particle assessment technique for many years, it can only provide particle size and count information. Other important features such as morphology, identity, and reversibility of particle formation must also be characterized to determine probable causes and approaches for mitigation. FM is a relatively new type of particle analysis technology that enables automated detection, enumeration, and sizing of particles in a fluid sample with digital image capture. The images can then be analyzed further to characterize particles based on equivalent circular diameter (ECD), aspect ratio, circularity, intensity, and other parameters.

Figure 1
Low inherent variability (<5%) was demonstrated using NIST-traceable Polystyrene standards, however analysis of protein samples was generally associated with higher variability. Optimization of sample handling and sample introduction lowered routine variability of protein samples. Further sample pre-treatment such as vacuum degassing was beneficial for some samples (i.e. highly viscous). In terms of its advantages over light obscuration, FM typically required a smaller volume and appeared more sensitive for detecting proteinaceous particles compared with LO. Additionally, the ability to capture images during the sample run allowed further analysis of particles based on morphological parameters. Figure 1 shows the obvious morphological differences between a sample containing protein particles and a sample with high silicone content:
Limitations of both USP <788> LO and FM technology for particle analysis in biopharmaceuticals have been described [1, 8]. However, FM can serve to discern key differences in the particle profiles of development formulations that may become a factor in the ultimate formulation selection decision.
Table 2

Excipient Screen
Both shake and freeze/thaw resulted in sub-visible particle formation, particularly in the <10 μm range. However, the level of soluble aggregates (by SEC) was not always affected, and other product quality attributes were retained. Table 2 shows data from several samples in which there were extreme increases in particle count while SEC % aggregate did not increase.
Table 3

Flow Microscopy was an important addition to traditional stabilityindicating methods such as SEC, cIEF, and traditional USP <788> particle testing for evaluating formulation stability. Table 3 presents data from several samples which underwent significant particle formation, particularly in the <10 μm range; while SEC, cIEF, and LO counts >10 μm remained comparable to the controls.
FM appeared to be a more sensitive method to assess particle formation as compared to light obscuration. Particle counts by FM were considerably higher than counts by light obscuration when comparing the same size range (data not shown). This has been observed by others as well, and is likely due to the physical properties of proteinaceous particles (i.e. tendency to be translucent, amorphous) [9-11].

Figure 2- Legend: A= Buffer, B= EDTA, C= Arginine, D= Sucrose, E= Polysorbate-80 Points furthest from the line indicate factors that have the largest impact. Points with two letters represent interactions between factors. Polysorbate-80 has the most significant protective effect against particle formation in response to both freeze-thaw (a.) and shaking (b.)
Statistical analysis revealed that Polysorbate-80 was highly protective against particle formation in response to shake and freeze/thaw stress. The effectiveness of surfactant against particle formation via interfacial destabilization is well documented [12-14]. Additionally, sucrose and arginine appeared to offer some protection, and may have interacted with PS-80 and buffer to stabilize against freeze/thaw stress. The graphs in Figure 2 show which factors (excipients) were most effective in preventing particle formation in this study.
Table 4

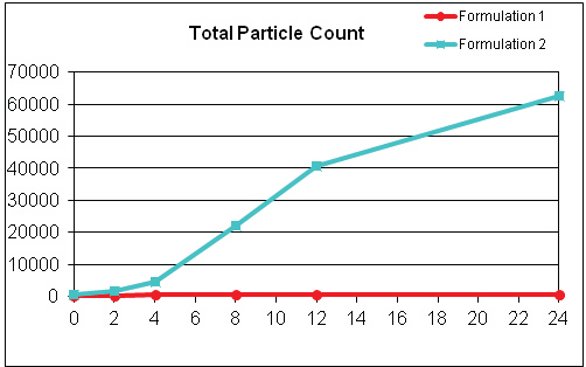
Figure 3
Formulation Comparison
The FM instrument was able to reveal significant differences in particle formation between different sample formulations under shear stress conditions, confirming its utility for formulation screening. Formulation 1 was clearly more resistant to particle formation over time. The formulation comparison data are presented in Figure 3 and Table 4.
Conclusions
Subvisible particle analysis, particularly in the < 10μm size range, is an important component of the formulation screening process. FM offers some advantages over traditional LO methodology, particularly for protein formulations, as it can provide higher sensitivity as well as the ability to characterize particles based on morphological parameters.
USP <788> particle testing (via LO) assesses only particles larger than 10 μm. Data from this study shows traditional USP particle analysis may be insufficient to evaluate formulation stability and product quality. Studies have suggested that particles <10 μm may play a role in immunogenic responses in patients [2], so changes in this size range must be carefully evaluated to ensure patient safety. FM is therefore a useful technique for formulation development that is complimentary to traditional LO testing.
In the excipient screen portion of this study, formulations containing Polysorbate-80 fared best against both freeze/thaw and shaking in resisting particle formation. Only a small PS 80 concentration was required to confer this protective effect. Data from the freeze/thaw portion of this study suggests that sucrose and arginine may also offer some protection against particle formation. Flow Microscopy was a useful addition to standard biochemical methods and USP <788> testing for evaluating formulation stability.
The results of these studies demonstrate that sub-visible particle analysis should be used in conjunction with other biochemical assays to identify stable protein formulations. Relying solely on assays such as cIEF and SEC to assess product stability may risk overlooking important changes that sub-visible particle analysis can detect. In addition, USP <788> particle analysis by LO may not be sufficient to adequately characterize particles in the < 10μm range during formulation development; thus, use of an orthogonal technique such as FM can augment USP LO to provide unique qualitative and quantitative particle characterization data.
References
- Carpenter, J. F., Randolph, T. W., Jiskoot, W., Crommelin, D. J., Middaugh, C. R., Winter, G., Fan, Y.-X., Kirshner, S., Verthelyi, D., Kozlowski, S., Clouse, K. A., Swann, P. G., Rosenberg, A. and Cherney, B. (2009), Overlooking subvisible particles in therapeutic protein products: Gaps that may compromise product quality. Journal of Pharmaceutical Sciences, 98: 1201–1205.
- Rosenberg, A.S. (2006), Effects of protein aggregates: An immunologic perspective. AAPS Journal, 8: E501–E507.
- Cromwell, M., Hilario, E. and Jacobson, F. (2006), Protein Aggregation and Bioprocessing, AAPS Journal, 8: E572-E579.
- Morar-Mitrica, S., Brisbane, C., Nesta, D.P. and Ketkar, A. (2009), Biophysical Approaches to the Detection and Characterization of Particles in an Antibody Solution. American Pharmaceutical Review, 12: 34-38.
- Bee, J. S., Stevenson, J. L., Mehta, B., Svitel, J., Pollastrini, J., Platz, R., Freund, E., Carpenter, J. F. and Randolph, T. W. (2009), Response of a concentrated monoclonal antibody formulation to high shear. Biotechnology and Bioengineering, 103: 936–943.
- Markovic, I. (2006), Challenges Associated with Extractables and/or Leachable Substances in Therapeutic Biologic Protein Products. American Pharmaceutical Review, 9: 20-27.
- Tyagi, A. K., Randolph, T. W., Dong, A., Maloney, K.M., Hitscherich, C. and Carpenter, J.F. (2009), IgG particle formation during filling pump operation: A case study of heterogeneous nucleation on stainless steel nanoparticles. Journal of Pharmaceutical Sciences, 98: 94–104.
- Singh, S.K., Afonina, N., Awwad, M., Bechtold-Peters, K., Blue, J.T., Chou, D., Cromwell, M., Krause, H.-J., Mahler, H.-C., Meyer, B. K., Narhi, L., Nesta, D. P. and Spitznagel, T. (2010), An industry perspective on the monitoring of subvisible particles as a quality attribute for protein therapeutics. Journal of Pharmaceutical Sciences, 99: 3302–3321.
- Huang, C.-T., Sharma, D., Oma, P. and Krishnamurthy, R. (2009), Quantitation of protein particles in parenteral solutions using micro-flow imaging. Journal of Pharmaceutical Sciences, 98: 3058–3071.
- Sharma D.K., King, D., Moore, P., Oma, P. and Thomas, D. (2007), Flow microscopy for particulate analysis in parenteral and pharmaceutical fluids. Journal of Pharmaceutical Sciences, 12: 97–101. 11.
- t mAb Formulations Using Micro-Flow Imaging. Journal of Pharmaceutical Sciences, 99: 2628–2642.
- Wang, W. (1999), Instability, stabilization, and formulation of liquid protein pharmaceuticals. International Journal of Pharmaceutics, 185: 129–188.
- Randolph, T.W. and Jones, L.S. (2002), Surfactant-protein interactions. Pharmaceutical Biotechnology, 13: 159–175.
- Chi, E.Y., Krishnan, S., Randolph, T.W. and Carpenter, J.F. (2003), Physical stability of proteins in aqueous solution: Mechanism and driving forces in nonnative protein aggregation. Pharmaceutical Research, 20: 1325–1336.
Author Biographies
Shannon Southall (M.S., Biotechnology) is a formulation scientist at GSK, department of Biopharmaceutical Technologies. Using Light Obscuration, Imaging Flow Microscopy, and other technologies, Ms. Southall’s focus has been stabilizing protein formulations against particle formation and assessing the impact their presence and subsequent removal may have on quality and safety.
Amol Ketkar is Director of Biopharmaceutical Development at GSK. Amol’s work has focused on formulation and drug product development of biologics, encompassing the entire development spectrum from early phase to commercialization and launch. In his current role, Amol leads the development effort of medicines for rare disease and biosimilar assets.
Charlene Brisbane received her BS in Biological Sciences from Carnegie Mellon University and MBA in International Business from Temple University. She has over 20 years in the pharmaceutical industry working in areas of analysis, formulation, delivery and technology transfer of biopharmaceutical compounds. Currently, she is a manager in biopharmaceutical development at GSK.
Doug Nesta leads GSK’s Biopharmaceutical Technologies department, with responsibility for development of product formulation, dosage form design, manufacturing processes and delivery technology for GSK’s biopharmaceutical portfolio. He joined SmithKline Beecham/GSK in 1995, and previously worked in biopharmaceutical development at American Cyanamid Company. Doug holds a Ph.D. from New York University.
This article was printed in the September/October 2011 issue of American Pharmaceutical Review - Volume 14, Issue 6. Copyright rests with the publisher. For more information about American Pharmaceutical Review and to read similar articles, visit www.americanpharmaceuticalreview.com and subscribe for free.