Summary
Recent advances in developing new technologies such as the use of disposables, closed systems operation and continuous processing have an important impact on the production of biologics and their manufacturing facilities resulting in much faster, less expensive and simpler plant design, start-up and operation.1-3 This paper describes the current status and limitations of using disposables and continuous processing. In addition a case study of a flexible ballroom facility for the production of monoclonal antibodies is shown, which is based on in single use systems and continuous processing.
Introduction
The demand scenario for many individual biopharmaceutical drugs such as monoclonal antibodies (mAbs) is changing. With the implementation of personalized medicine resulting in drugs for specific, high responder subsets of patients, market volume per drug will decrease. In addition increasing fermentation titers of up to 10 g/L for mAbs are leading to smaller fermentation volumes necessary to accommodate individual biologics market demands. With that not only drug development including production of clinical supplies can be done in disposables at fermenter volumes of up to 2,000 L, but also low volume commercial supply, which is currently produced in the typical 10-15,000 L hard-piped, standard steel-based production plants. Another new development is the use of continuous processing as an alternative to fed-batch and batch processing. The driving force is again to reduce the footprint of a biotech facility and to get a better utilization of equipment in addition to better process control. The basis is the established continuous perfusion fermentation for biologics such as rec Factor VIIII,4 which has to be extended by continuous or semicontinuous operation of the subsequent steps from cell clarification to purification, filtration etc. to bulk drug substance.
In the following the advantages and limitations of disposables and continuous processing will be summarized. In addition, their impact on the layout of a biologics manufacturing plant will be shown as a case study using the ball room plant concept.5-6
Status of Single Use Technologies
Most processing steps for biologics production can be done in disposables up to a bag volume of 3,000 L. Some unit operations such as centrifugation, chromatography skids and UF/DF operations have not yet been established in large scale manufacturing as disposables technology, but the technology exists in small scale and/or are currently being launched on the market for large scale production. Disposablebased unit operations include mixing/holding/distribution of culture media and buffers, cell seed expansion and production fermentation, cell removal by depth filtration, disposable chromatography columns and UF/DF/virus filtration. Many single use units have already been an integral part of bio-manufacturing for a long time by integrating them into hard-piped set-ups (filters, etc.). However, the real innovation towards completely disposable processing came with the development of single use bioreactors (SUBs), where now several systems up to a maximum fermenter volume of 2,000 L are commercially available.
There are several advantages of disposables. First, pre-sterilized singleuse systems can be established and operated in a lab-like environment. This is well suited for small scale research and development activities, since no supporting engineering infrastructure regarding e.g. steam-in-place (SIP), clean-in-place (CIP), utilities, hard-piping and automation is needed to operate such processing units. Another ad-vantage is the time and costs savings in plant construction and operation with the main contributors being capital costs, reduced consumption of utilities such as gases, electrical and water (purified, WFI) as well as reduced staffing. The time savings vary depending on the extent of disposables used, since most facilities still contain nondisposable unit operations. In summary, all this leads to much reduced CoGs, although the material costs in form of the single use units are increased. However, this is more than compensated for by the lower capital depreciation alone, since the capital costs using disposables are in the range of 30-50% compared to hard-piped arrangements .
Another advantage of disposables based plants is the option to efficiently perform short product campaigns in multi-purpose facilities including fast product turnover by simply replacing used bags. In addition it is comparably easy to transfer a disposablesbased manufacturing process to a second site, which is of increasing interest for locally producing a drug for the respective regional markets. Since the same disposables based units combined with low qualification and validation efforts can be used at all envisioned sites, the risks for process transfer and achieving bio-chemical comparability, identical product quality and finally regulatory approval should be strongly reduced.
As discussed in 2 there are still several limitations and risks of using disposables. First there is an overall scale related limit regarding the maximum volume for handling and operating disposables. For fermenters and larger hold bags it is expected to be in the 2,000 L range, for portable systems at 1,000 L. Another issue is the dependency on vendors. There are several integrated systems being developed by individual suppliers, which are not compatible, i.e. it is not possible to interconnect systems from different suppliers to a large functionally closed processing unit. In order to comply with the desired second supplier concept in bio-manufacturing for SUBs, one has to show biochemical comparability and product quality in two bioreactor types, before they can be used for commercial production. This is a big additional development and validation effort, until two adequate systems are licensed. In addition, it is necessary to get improved quality control by the suppliers. For example, bags should be pressure tested before delivery, in order to reduce failure rates. On top, it would be advantageous to get full supporting validation packages including extractables and leachables data as well as regulatory support files from the suppliers to make regulatory filing simpler. Currently there are several initiatives from vendors and users to provide standardized inter-connectable single use systems. Compared to automated, hard piped systems, working with single use systems is labor intensive, since assembling of individual pieces to operational units is done manually. A very well trained workforce is mandatory to minimize operator errors. Finally, using disposables increases the material costs and leads to more waste, which has to be addressed.
Advantages and Limits of Continuous Processing
Continuous processing is currently being evaluated as an alternative to batch/fed-batch operation. The basis for continuous processing is the established, commercially licensed continuous perfusion technology for fermentation with cell retention. So far it has mainly been used for fragile proteins, which are not stable in long term batch culture, but need comparably short residence time in the fermenter.4 Perfusion means that culture medium is permanently added to the fermenter at the same rate as harvest is collected. In addition, cells are retained by cell retention systems such as plate settlers, continuous centrifuges or filtration units. In such a set-up it is possible to get steady state conditions regarding nutrients in the culture, if the specific perfusion rate (perfusion volume per cell) is maintained constant. Downstream operations from cell clarification to the following purification up to final virus nanofiltration and formulation to bulk drug substance have been done batch-wise.
The principle of continuous manufacturing of biologics is now to also perform these downstream operations in a continuous or semicontinuous mode to come up with a real continuous flow for the product from fermentation to bulk. These downstream operations can now be done truly continuously. For filtration steps, either for cell clarification, bioburden filtration or virus filtration, the operation is carried out in a dual system: one filter is in operation and the other is available to be switched to, when the pressure difference over the filter starts to increase as a sign of clogging. In case of column chromatography, the approach is slightly different. Here, continuous product flow is achieved by using simulated moving bed technology, which basically means to operate several small columns sequentially. Here the supplier industry is rapidly developing improved units, since substantial industrial interest exists. Continuously operated unit operations were described in.6
Advantages and potential pitfalls of continuous processing are shown in Table 1. The advantages are a very low foot print of the facility with small operation units, which makes the production in a lab-like infrastructure even easier. If continuous operation is maintained for all process steps, one would even get decoupling of equipment from the building. Theoretically continuous production should be easy to operate, but only if fully automated.
Table 1. Summary of benefits and limitations of continuous processing
However, continuous processing has some disadvantages, which are well known from perfusion manufacturing. Compared to fed-batch fermentation, the product titer during continuous fermentation is much lower. This means dilution and more culture medium and harvest handling. Other potential issues may be related to product quality, which starts with batch definition. Since processing is continuous for up to two months, it has to be assured that product quality during fermentation does not change with cultivation time. This can be influenced by varying amounts of dead cells and debris, which have to be removed from the culture, i.e. if filters for cell retention are used. As mentioned before there are steady state conditions for metabolites possible, but not for cell debris and its related degrading activities (e.g. protease activity). It is also a requirement that the cells are genetically stable over the whole fermentation time. In addition more process validation has to be done for licensing. Here one has to compare three to five runs in fed-batch mode (duration two to three months) with three full length validation campaigns for continuous processing (duration six months for a two months production cycle).
Finally, analytics and PAT have to develop in a way to securely measure and control the integrated continuous processing from upstream to bulk.
In summary, it has to be seen whether continuous processing will progress to be a viable alternative to current batch, particularly since the fed-batch fermentation with titers of up to 10 g/L is very well established with low risk of failure, much experience and already low CoGs.
Case Study of a Facility Layout for Continuous Processing in Single Use Technology
A case study for a production facility layout based on continuous processing in single use technology for monoclonal antibodies is presented. The layout was developed to demonstrate how small the footprint of a facility can get when novel concepts are used both for the processing itself as well as for the design of the building. The main design principles used in this case study are described in the following.
Novel Design Principles
- Single use equipment is used for all surfaces that come into contact with the product. Also the media preparation tanks are in single use technology. The buffer preparation tanks for the downstream processing (chromatography, conditioning and diafiltration buffers) are in stainless steel.
- End to end integrated continuous processing is used. Perfusion fermentation is integrated with a fully continuous downstream. All unit operations operate continuously and are integrated without any intermediate storage anywhere.
- The facility uses a ballroom design meaning that the different operations are located in one big production room and not segregated in different suites. Cleanroom Class D is the chosen classification for the ball room.
- The process is run as a fully closed process.7 The addition of solids to the buffer preparation tanks is also carried out in a closed manner.
Traditional Design Principles
- The final formulation is located in a separate room which is designated post-viral area (downstream of the virus filtration). Also the seed lab is in a separate room, because of open handling. These are exemptions to the ballroom concept and are operated as Class C areas.
- The flows of material, waste and product have been completely separated to reduce the risk of cross contamination.
Further Design Principles
- The facility delivers 100 – 150 kg/a of formulated API antibodies
- 2x200 L bioreactors with cell retention system are used. Depth filtration is used for removal of residual cells.
- A cell specific productivity of 32 pg cell-1 day-1 is assumed. The perfusion bio-reactors operate at 40 million cells ml-1 and at a perfusion rate of 16 pl cell-1 day-1. (Walther et al 20158 reports a mab perfusion process with a productivity of 35 pg cell-1 day-1 and a cell density of 120 million cells ml-1. A more conservative assumption regarding the cell density was made for the case study presented here)
- The downstream process is a classical antibody process: capture chromatography, low pH virus inactivation, flow through chromatography, bind and elute chro-matography, virus filtration and ultra- / diafiltration.
- The media- and buffer holding bags were designed to hold two times one week of supply for all the different media solutions and buffers. For each buffer one bag would be used for the first production week, after that, the process would switch to a second bag for the second week of production while the first bag is refilled to be used for the third week etc.
Figure 1 shows the general building design with only two floors. The layout of the production room is displayed in Figure 2. The footprint is only 650 m2 (excluding a technical area for WFI generation). Of that, only 400 m2 is cleanroom class D or class C including the airlocks. Adding a second floor for HVAC units, control room, archive and offices yields a facility with a total area of 1300 m2 .
 Figure 1. Overview of the facility design in two levels.
Figure 1. Overview of the facility design in two levels.
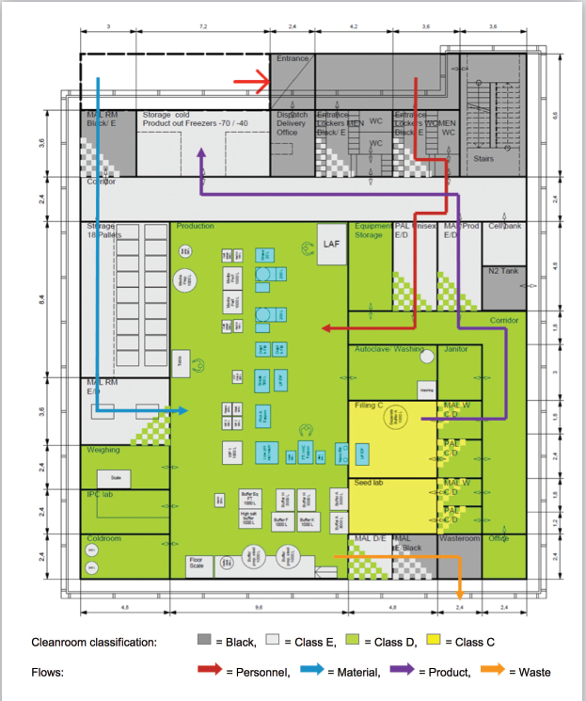 Figure 2. Overview of the facility design in two levels.
Figure 2. Overview of the facility design in two levels.The benefits of the design described above result from the reduction in complexity of the facility design. In particular the following aspects are important:
- fewer auxiliary systems (no CIP or clean steam systems, no air compressors).
- Less piping: No piping for transfer of product, no piping for transfer of media or buffers, no purified water loop, only a small WFI loop on one level, only small gas systems, process equipment is not hard piped to the facility.
- Fewer HVAC units due to the ballroom concept and the reduction in clean room area.
In summary, the reduced complexity leads to a facility with several benefits such as fast building times because of the shorter engineering, construction, commissioning, qualification and validation times, flexibility in operation through the decoupling of the equipment from the building, a small footprint, greatly reduced investment cost and a more sustainable operation through lower energy and water usage.
Conclusions
Single-use technologies based on presterilized disposables is rapidly maturing allowing most cell culture process steps to be performed in disposable unit operations, which sets the stage for operating in closed systems in a lab-like environment as precondition for reducing segregation and room classification and allowing for parallel production of several products in a ballroom facility. However, since the disposable industry is still maturing, there are many open issues such as validation, secure supply at high standard and standardization, quality control, etc., which have to be addressed or improved, respectively.
Continuous processing instead of batch/ fed-batch further reduces the volumes of the individual unit operations so that implementation of disposables in flexible facilities such as ballroom plants is even easier leading to an even better utilization of equipment and facilities. However, there are several potential risks associated with continuous operation, at least near term. It has to be seen, whether with technical advances in the design of continuous unit operations, better processing control systems (PAT, etc), achieving high titers and more experience with maintaining product quality during continuous processing this manufacturing mode can develop into a viable al-ternative to current standard.
References:
- Chalk S, et.al., “Challenging the Cleanroom Paradigm for Biopharmaceutical Manufacturing of Bulk Drug Substance”, BioPharm International Aug 2011, p 1-13
- Boedeker B. “Assessing possibilities and preventing the risk of using disposa-bles”. BioPharma Asia 2013; March/April, 38-45
- Boedeker B. “Facility of the Future: Effect of disposables and continuous pro-cessing on plant design”. BioPharma Asia 2014
- Boedeker B. “Production processes of licensed recombinant factor VIII prep-arations (Review)”. Seminars in Thrombosis and Hemostasis 27(4): 385- 395 (2001).
- Thomas A, Munk M, Meeting the Demond for a New Generation of Flexible and Agile Manufacturing Facilities. Bioprocess International 13(11)s pp 16-23, Dec 2015
- Klutz S, Magnus J, Lobedann M, Schwan P, Maiser B, Niklas J, Temming M, Schembecker G, Developing the biofacility of the future based on continuous processing and single-use technology. J Biotechnol. 2015 Nov 10:213:120-130
- International Society for Pharmaceutical Engineering, Baseline Engineering Guide for New and Innovative Facilities: Vol. 8, Biopharmaceutical Manufacturing Facilities, 2nd Ed., November 2013
- Walther J, Godawat R, Hwang C, Abe Y, Sinclair A, Konstantinov K, The business impact of an integrated continuous biomanufacturing platform for recombinant protein production. J Biotechnol. 2015 Nov 10:213:3-12
Author Biographies
Dr. Boedeker is Chief Scientist at Biotech Development of Bayer Pharma, which is responsible for the technical development and clinical materials production of micro-bial and mammalian proteinns. Within the Bayer Group he held several positions in research, development and production of proteins from mammalian cell culture, the last head of Cell Culture and Pilot Plants. In addition, he has been a member of several industry association such as ACTIP, Biophorum Development Group, VFA-BioRiver NRW, etc. as well as head lecturer for biotechnology at the medical university of Essen, Germany.
e-mail: [email protected]
Dr. Jørgen Magnus is the head of the group for bioprocess technology at Bayer. He has an MEng in chemical engineering and a PhD in biotechnology. He worked for NNE Pharmaplan for three years designing biopharmaceutical facilities before he joined Bayer in 2009 working in the department of technology development.
e-mail: [email protected]