Executive summary
Single-use technologies (SUT) for biomanufacturing, otherwise known as disposable technologies, have the potential to transform the industry through more cost effective solutions and solve crucial manufacturing and compliance problems. Today, suppliers have made great advances in SUT, but the vision of better, faster and lower-cost operations has not been fully realized. Over the past two years, the BioPhorum Operations Group (BPOG, see box) has been painstakingly developing best practices for SUT and work streams for extractables and leachables, user requirements and change notifications are advancing and improving the implementation of SUT. Collectively, these efforts represent thousands of man-hours and pool the knowledge and real-life experiences of many of the leading biomanufacturers embracing this technology. But much more is on the horizon. BPOG and its member companies are developing a five-year vision (see Figure 1) for SUT, targeting a selection of SUT and auxiliary systems that are critical to ensure that SUT are a mature and established technology for biomanufacturing.
 Figure 1. BPOG Five-Year Vision for SUT
Figure 1. BPOG Five-Year Vision for SUTIntroduction
Over the last five years, biopharmaceutical manufacturers have been implementing SUT from clinical to commercial production processes in their main North America and Europe manufacturing sites, and their secondary sites in other continents. The impressive uptake of SUT has been mainly driven by its promising and wide-ranging advantages:
- Speed:The installation of SUT can be significantly faster than traditional stainless steel (SS) installations. With SUT there is no need for cleaning and sterilization between runs, and so Clean-In-Place (CIP) and Steam-In-Place (SIP) piping and controls are not required, greatly reducing design engineering and field installation times. Also, SS equipment is often custom designed, while SUT hardware is usually a standard vendor offering with much shorter delivery lead times. Benchmark times for completing SS facilities is often considerably more than two years, while SUT facilities could take less than 18 months but the goal would be <12 months with the flexibility SUT provide.
- Cost: Due to the factors mentioned in Speed above, SUT facilities require significantly lower capital costs than SS. CIP and SIP can require up to 70% of the piping and process controls in large biotech facilities, but as SUT does not require CIP or SIP then the capital costs are also much lower – in some cases capital cost reductions of over 50%.
- Flexibility: SUT provides flexibility for facility design and the scalability/selection of equipment. By eliminating CIP and SIP, the scope of a single-use facility is significantly reduced in terms of the demands for electrical, water for injection (WFI), automation, air supply and HVAC. The equipment is mostly mobile and can be easily relocated within a facility or to a different location. Additionally, equipment can be qualified in an R&D space and moved to a GMP space at a later time, providing flexibility for training and personnel movement for qualification. Also, the consumables part of single-use equipment including tubing diameter and pump sizes can be changed out to suit a range of protein production processes These changeable consumable parts allow the use of the same hardware without losing efficiency and accuracy over a wide range of operating parameters.
- Closed system: The use of SUT and aseptic connectors/tube welding allows for a fully closed system, making it feasible to do bioprocessing (upstream and downstream) in one suite and reduce a facility’s footprint. Closed processing also allows operation under reduced room classification conditions. Additionally, closed processing with the use of SUT reduces the risk of microbial contamination/bioburden as well as safety concerns relating to potent molecules such as ADCs 1-3.
- Environmental impact: While it is obvious that SUT requires disposal of the single-use components, the environmental impact of cleaning and sterilization SS systems is also very significant. SUT processes can require 80% less WFI than SS, and none of the cleaning agents required for CIP. A number of life cycle analyses have been completed comparing SUT and SS, and the consensus is that SUT has a similar or lower environmental impact than SS 4.
Although SUT haven’t been promoted as a ‘disruptive technology’ to biopharmaceutical manufacturing, these innovative of SUT have started to spark our imaginations about how we can exploit its advantages in meeting the new era of medicine manufacturing.
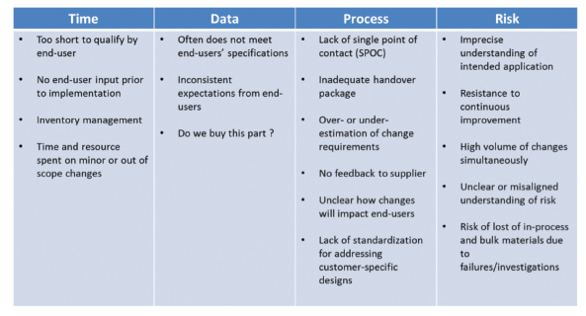 Figure 2.
Figure 2.Disruption to current GMP operating model
SUT has been incorporated in our process designs from 100% SS production lines, when mega drug was the norm of the past, toward hybrid or fully disposable lines. The rapid implementation of SUT has also begun to strain our operating systems/models to a point where many GMP controls established over a decade ago are now the limiting factors that prevent us from attaining the full advantages of this disruptive technology.
So, knowing what you know now, how would you design a five-year SUT roadmap for your company’s future? Would you handle all of the challenges yourself or in collaboration with other talents (peers, suppliers, academia, regulators, etc.) and supported by the expert guidance of a professional facilitator? For most of us, the consortium approach would be most effective. There are occasional visionaries who see unique opportunities and pursue the vision by themselves, but the vast majority of individual successes are achieved by targeting calculated risks and goals consistently over time, supported by knowledge-based best practices that are shared by diverse groups of experts.
Below are some of the constraints that many biopharmaceutical companies are experiencing and are represented as an upcoming working group (color block) in the five-year vision diagram (Figure 1):
- Flux of supplier change notifications (SCNs): Unlike a clinical production, which can be of 1-5 years’ duration and have lower levels of process validation and change management, SCNs are a complex and necessary process for GMP manufacturing sites. It is quite common for a commercial production site to receive over 100 SCNs per year, assuming the site manufactures 5-10 commercial products per year. Several key challenges encountered by end-users and suppliers 5 are shown below and can be grouped into four categories: Time, Data, Process and Risk. On reviewing the challenges, it is easy to see that the fundamental issue can be summed up as a lack of mutual understanding from both end-users and suppliers. To address this constraint, a BPSA/BPOG cross-functional team (already formed in 2015) is devising a solution. Watch for new announcements in the coming months (http://www.biophorum.com).
- The demands of qualifying new suppliers: Individual engineers from a specific project within a part of the production process, at each site across the entire company, may select and qualify the SUT of their choice where there is a lack of internal standardized processes and procedures. In searching for the best technologies, picking the best from the field means an increased demand to qualify new suppliers into each company’s cGMP supplier management systems. The supplier quality organization was already strained without the new need for an early understanding/forecasting of the demands from a tsunami of new supplier qualification requests. Depending on the audit schedule, it can take up to 12 months to accommodate a new request into an already tight audit visit schedule. Such a delay can impact a project timeline from securing the necessary SUT from development studies to validation, as well as delaying the full cGMP implementation for an improvement project of an existing commercial process. The new single-use audit guide subteam will be formed to collaborate with suppliers in developing a new approach for efficient audit and qualification practices without a proportional increase in head-count.
- Complicated supply chain and logistics: SUT supply chains are very complex and often are both horizontally and vertically integrated. Vertically integrated supply chains, have suppliers manufacturing components, or films which are use across the suppliers product line. This provides the supplier with additional control over the design specifications and the control of raw materials can be more strictly monitored. Horizontally integrated supply chains utilize insourcing or purchasing single use components from other suppliers, this added complexity which can be difficult during investigations, since the end-users typically will only be able to interact with the primary supplier. Most suppliers offer a mix of both supply chain models offering various designs with both their own components and other suppliers’ components as options. The expansion of SUT implementation and adoption across numerous sites around the globe has led to thousands of custom designs. These are specific to individual organizations and sites that accomplish the same operations, but mat not benefit from the industry’s vast design experiences, improved robustness from automation and cost reduction through the scale of manufacturing. These designs complicate the manufacturing supply chain and delivery of SUT, preventing end-users from realizing the full benefits of the technology, causing production delays and missed schedules. While there are specific situations that may require occasional unique design solutions, several BPOG member organizations have eliminated thousands of redundant designs through internal standardization and have therefore saved resources and improved on-time delivery. Suppliers often will be able to provide standard solutions most effectively in reducing supply chain complexities.
- Maintain control of current GMP system: The new reality of SUT is that end-users will surrender a portion of the control for their production equipment to SUT suppliers, yet the end-users will still be held accountable for every deviation and failure. Such failures have collectively cost the industry millions of dollars in lost materials, decreased productivity and investigations. However, the suppliers’ controls have the potential to greatly improve equipment robustness as they can incorporate quality when they design and manufacture single-use components and share test data. To date, this benefit has not been fully realized due to restricted information access and barriers to sub-suppliers tractability and information. To maintain cGMP integrities without wasteful controls, it is crucial for the SUT industry to move away from the traditional supplier-customer relationship and toward a collaborative partnership relationship.
- Increased uncertainties from regulatory expectations: Although the use of SUT was encouraged for clinical manufacturing, the transition into a cGMP commercial environment hasn’t been smooth and 483 observations are common. Clinical manufacturing was the early adopter of SUT and provided end-users, suppliers and the regulatory agencies with the opportunity to identify knowledge gaps. The recent translation of SUT from clinical applications to large-scale cGMP commercial manufacturing resulted in an increased number of SUTspecific agency observations. Agency observations are driven by a lack of maturity of the SUT, disparities in single-use experience between companies or suppliers and lack of industry standards and best practices, which are all compounded by evolving agency expectations.
- Shorter cGMP production facility readiness: There is a constant drive to reduce timelines from research to a first in-patient study and then launch. While SUT can be a great asset to reduce manufacturing readiness timelines, the complexities of SU assembly customizations, long lead times, the need to modify the custom automation of subsystems, the quality of available data packages, and the constraints from locked hardware require tremendous effort from end-users to design, qualify and validate a new production facility based 100% on SUT. BPOG is forging partnerships between end-users and suppliers to find a mutually beneficial solution to this challenge.
- Lack of standardization: Fifty years ago, there was a lack of standardization in SS design. There was no standard SS connector or filter housing, for example, and so spare pumps could often not be utilized due to the wrong fitting and one vendor’s filter would not fit into another vendor’s housing. Today, we take for granted the tri-clamp fitting and the code 7 filter as the SS standard. In many ways, SUT is in a similar position to SS 50 years ago – there are no standard connections, tubing sizes, material of contact (such as 316L in SS), tubing hanger/ tubing management design, etc. Hopefully, it will not take 50 years to achieve SUT standardization. While many aspects of SUT are still too new to standardize without slowing the needed innovation, there are others that we can start working on, such as dimensional standards. BPOG will work together with suppliers, BPSA, ASTM, ASME and others towards standardization, tackling the easy wins first before moving on to more complex areas as the industry matures.
As illustrated from the constraints listed above, many of the issues are not the technology itself but rather the direct and indirect supporting processes and systems that are required in a cGMP and lean-manufacturing environment. If we truly want to fully realize the advantages of disposable technologies in meeting a new era of challenges – from speed to lower-cost innovative medicine and establishing SUT as a mainstream biomanufacturing technology – it is imperative to transform our operating paradigm in reducing any uncertainties/obstacles. Since BPOG can’t tackle all uncertainties at once, it is crucial to form a multi-year plan that enables us to coordinate various work streams that will be initiated over a multi-year time span, with a common shared vision of creating a new operating paradigm. The BPOG Five-Year Vision for SUT is “By April 2021, to attain equivalent or better working knowledge and application of single-use technology as the stainless steel system today (2016)”

Conclusion
SUT are disruptive technologies offering the biopharmaceutical industry the value proposition of increased speed to commercialization, reduced capital and manufacturing costs, flexible plant and equipment design, closed systems to reducing contamination risk and demands for air classification, while lowering the impact on the environment.
Drug manufacturers initially embraced SUT in clinical settings and more recently in large-scale commercial manufacturing. However, commercialization of SUT has presented new opportunities for enhanced knowledge in the both science and GMP compliance. Implementation of SUT requires a disruption to the current GMP operating models and systems. In the new model, manufacturers realize there will be an increased number of suppliers and accept the compliance responsibilities for these suppliers and their materials. Successful implementation then requires suppliers and manufacturers to work together to address the new challenges, such the increased number of SCNs, complicated supply chains and logistics, and the lack of adequate data packages and standardization. These challenges must be addressed while ensuring that practices meet evolving global regulatory requirements.
BPOG has taken a leading role in enabling the adoption of SUT by stimulating collective industry discussions and providing common solutions to SUT challenges. Key deliverables already provided to the industry are establishing and implementing BPOG’s extractable protocol by many BPOG members(http://www.biophorum.com/ category/resources/extractables/about-us/) 4, publishing leachables best practice guide (the official copy is under final editing for publication on BPOG website) 5,6, developing user requirements and SCN best practices, which are all aimed at advancing and improving SUT implementation.
The BPOG five-year vision for SUT implementation will continue to unite and galvanize the industry to advance its training, develop the supply chain and increase the impact of knowledge management, with a vision to attain equivalent or better working knowledge and application of single-use technology as the stainless steel system today (2016).
References
- Mahajan E., Microline: A Fully Disposable Manufacturing Facility, ISPE Annual Conference, Nov 2011.
- Boedeker B., Facility of the Future: Effect of Disposables and Continuous Processing on Plant Design, BioPharma Asia, July/Aug, 24-27, 2014
- Chalk S., et.al., Challenging the Cleanroom Paradigm for Biopharmaceutical Manufacturing of Bulk Drug Substance, BioPharm International Aug 2011, p 1-13.
- Flanagan, B., Single-Use Technology And Sustainability: Quantifying The Environmental Impact, Bioprocess Online, December 6 2016.
- White T. and Ott K., Management, Notification, and Documentation of Single-Use Systems Change Orders, BioProcess International, October 2015, p2-5.
- Ding W., et.al., Standardized Extractables Testing Protocol for Sing-Use Systems in Biomanufacturing, Pharmaceutical Engineering, Nov/Dec 2014, p 2-11.
- BPOG Extractables and Leachables Team, Survey of Industry Leachables Best Practices Completed, PDA Letter, March 2016, p 28-30, 34.
- McGohan K., Developing a Best Practice Guide for Leachables Risk Assessment, Study Design, and Analytical Methods, BioPharma Asia, July-August 2016, p6-11.
Acknowledgements
Andy Ore, Gerry McAuley and Derek Willison-Parry – BPOG Disposables Workstream Facilitators for their leadership and guidance to help the Disposables Governance team to develop this 5-year vision for SUT Karen Ali – BPOG Communication Lead for her editing support Zhaoli Zhou, PhD – Process Technology, Sanofi for SCN workstream updates
Authors Biographies
Ken Wong is a Deputy Director of Process Technology at Sanofi Pasteur at Swiftwater PA site. His 18-year biopharma professional career has ranged from R&D to development and commercialization to cGMP manufacturing support. For the last 16 years, he has specialized in extractables and leachables in packaging systems, including lyophilized powders, oral liquids, creams, ophthalmic solutions, transdermals, biosurgical delivery systems, administration sets for injectables, injectable devices for combination formulations, and inhalation devices for aerosol, solutions and powders. Since 2008, he has been heavily involved with SUT and currently represents Sanofi Pasteur on the BioPhorum Operations Group (BPOG) as well as ASME-BPE, ASTM E55, the USPExpert Panel and the ELSIE material working group.
Jeffrey Johnson is the New Technology Lead and Director, Global Science, Technology and Commercialization at Merck & Co., Inc. based in Landsdale, PA., where he is responsible for the assessment of new manufacturing technology for Merck’s vaccine, biologics and sterile manufacturing processes. He is also the co-leader of SUN, Merck’s SingleUse Technology initiative. Previous roles at Merck include being the Director of BioProcess Engineering when he was responsible for business case and concept development for new vaccine and biologics capital projects, and the Director of Network Management for Therapeutic Protein Commercialization. Before Merck, he worked for Genzyme Corporation, Raytheon Engineers, and ARCO Chemical Co. Jeffrey holds a BS in Chemical Engineering from the University of Rochester, an MS in Chemical Engineering from the University of Pennsylvania, and a Certificate in Biotechnology from Tufts University.
Sally Kline is the Director of Process Development and leads the Materials Science group at Amgen at its Cambridge MA site. She joined Amgen in 2011 as a plastics subject matter expert specializing in singleuse technology design, commercialization, and extractables and Leachables. She has extensive experience in biotechnology, polymers and chemical industries focusing on R&D, manufacturing and supply chains. She serves as an industry thought leader and active member for consensus standards bodies and industry trade organizations, including the BioPhorum Operations Group (BPOG), ASTM E-55, ACS, ISPE and ELSIE. Sally has a BS in Chemistry from Baldwin Wallace College, an MS and PhD in Macromolecular Sciences from Case Western Reserve University, and completed a Post-Doctorate Fellowship at the Max Planck Institut fur Festkorperforshung in Germany.
Robert Repetto is a Global Launch Leader for Pfizer Biosimilars pipeline products based in New York, NY. He has over 20 years of process development, manufacturing and clinical production experience with mammalian, virus, insect and bacterial expression systems. He joined Global Launch Operations from BTxPS where he was Senior Director of External Affairs Biosimilar’s Strategy. He led Pfizer’s contract manufacturing operations for Biosimilar’s and oversaw its Technology Transfer to a partner CMO and the partners’ Process Validation activities. His technical advocacy activities focus on industry and regulatory trends that enable the biotherapeutics and vaccine portfolio. Advocacy topics include multi-product facilities, single-use systems, quality by design, vaccines, ADCs, biosimilars and innovative new therapies. Bob holds a BE in Chemical Engineering from Manhattan College, an MS in Bioengineering from Polytechnic University of New York, and an MBA from Iona College. He is Chairman of the Parenteral Drug Association’s (PDA) Science and Regulatory Task Force on Single Use Systems, which published Technical Report 66 Applications of Single Use Systems in Pharmaceutical Applications. He received the PDA’s Distinguished Service Award in March 2015.
Ekta Mahajan is a Principal Engineer in the Pharmaceutical Technical Development Engineering group at Genentech/Roche in South San Francisco, CA. In her 14 years of experience in research and manufacturing in biotechnology, vaccines and pharmaceuticals she has led projects in a wide range of upstream and downstream areas, including commercial manufacturing support, process development and new technology evaluations. She has expertise in disposable technology and is currently leading projects for design and implementation of disposables in development and manufacturing, including drug conjugates. She is an active member of the disposables workstream of BioPhorum Operations group for, the ASTM working group and co-chairs the ISPE single-use community of practice. She recently successfully organized the first science-focused single-use international conference through Engineering Conference International in Oct 2015, which is being converted into series. Before Genentech, she worked as a Staff/Senior Engineer in the Technical Operations and Engineering and the Technology Departments at Merck. Ekta has a BS in Chemical Engineering from the Thapar Institute of Engineering and Technology in Punjab, India and an MS in Chemical Engineering from Bucknell University.