Abstract
High shear wet granulation (HSWG) and fluid bed drying (FBD) are critical unit operations that impact granule and subsequent tablet properties in solid dosage manufacturing. An integrated Advanced Process Control (APC) system for multi-step process optimization, combining multiple technology components such as PAT, soft sensor, advanced analytics and control, has been implemented and validated in commercial manufacturing. The interconnected intelligent system optimizes across wet granulation and fluidized bed drying unit operations to reduce variability, improve process robustness, reduce cycle time and increase throughput. The system design and validation strategy, as well as how it is intended to support replication, has also been discussed.
Business Driver
Batch manufacturing of solid oral dosage products typically involves multiple unit operations. Manufacturing performance and product quality are impacted by all involved process steps collectively. Major challenges and opportunities exist in commercial manufacturing, for achieving improved process robustness, reduced variability, closer-to-cost-effective target and enhanced KPIs.1 Effective realization of these benefits requires the use of advanced manufacturing technologies to improve operations productivity while ensuring quality and compliance. The advanced control strategy aims to achieve these objectives by actively predicting the endpoint of each critical step while taking into account variability from raw material, equipment, process and environment, as well as process constraints and economics.
Insufficient capacity at manufacturing sites can constrain the ability to meet rapidly rising demand for high-volume products. In one example from Pfizer manufacturing, inadequate flow and compressibility prevented the tablet press from consistently achieving maximum press speed, impacting throughput. Based on risk assessment and DOE, high shear wet granulation (HSWG) and fluid bed drying (FBD) were identified to be critical unit operations that impact granule and subsequent tablet properties in the manufacturing. An integrated platform technology, a multi-step process optimization based on PAT, soft sensor, advanced analytics and control, was implemented at this commercial manufacturing site to optimize across the wet granulation and drying stage of the current batch manufacturing process, and thus achieve maximal throughput without compromising product quality.
Process Control in Batch Manufacturing: Current State Versus Desired State
The current state of process control in the pharmaceutical industry is predominantly based on approaches where process parameters are validated and controlled at fixed set points or tight ranges. These ranges are viewed as being best process conditions, with an expectation that the quality attributes would, as a result, fall within the required range. This approach relies on indirect control of the process outputs, with the active measurement and control effort being concentrated on individual process inputs, rather than in response to process outputs. Although this approach results in acceptable product quality, the process outputs are often subject to significant variability due to the impact of uncontrolled or less controlled parameters such as raw material attributes, environmental conditions, and equipment related variability. See Figure 1.
 Figure 1. Current State: Fixed processes to produce variable product.
Figure 1. Current State: Fixed processes to produce variable product.The control techniques used by thus far are limited to stand-alone PLC or DCS based univariate PID control, or regulatory control. PID-based control of process parameters suffers from a number of fundamental shortcomings. For instance, pharmaceutical processes are typically complex and multivariate with strong interactions between different process parameters that cannot be effectively controlled by PID-based control systems. The near optimal process conditions are often growth phase dependent, non-linear and would require time-variant setpoint trajectories for parameters. The impact of raw material variation on process behavior and outcomes can be significant. Current control techniques using recipe and PID-based control are unable to adequately adjust the parameters to account for such variations.
Contrary to traditional control strategies, where the objective is to maintain process inputs at a predefined set point, the main objective of APC is to maintain process outputs within a predefined set point or acceptable range, while allowing variation in manipulated inputs and adapting the process to adjust to the variation in process inputs. The advantage of a well-designed APC system is in the ability to accommodate variation in raw materials and process disturbance from the sources such as manufacturing equipment and environmental conditions. See Figure 2.
 Figure 2. Desired State: Flexible processes with APC to produce consistent product.
Figure 2. Desired State: Flexible processes with APC to produce consistent product.More advanced process control (APC) strategies, e.g. Model Predictive Control (MPC), are required to better manipulate process inputs in order to maintain optimal batch trajectories and desired outputs.2-5 A predictive process model (linear or non-linear), a history of past control moves and an optimization cost function over the receding predictive horizon, are key elements of MPC.
APC System Architecture
Figure 3 shows the APC system architecture and an overview of key features. This APC platform, PharmaMV, interconnects process equipment, granulation and dryer PLC, SCADA, and NIR analyzer, via OPC over plant control network and enterprise network. The platform operates across Level 0 (production process), Level 1 (sense and manipulate, or regulatory control) and 2 (supervisory control) as defined in ISA-95.6 Key features include the following:
- Full integration of APC, soft sensor, NIR, PLC and SCADA system over plant and enterprise network
- Real-time monitoring, control and optimization of granulation and drying unit operations
- Torque measurement during high shear wet granulation
- NIR and soft sensor predictions of moisture during fluid bed drying
- Visualize APC setpoints, LOD predictions, issue alarms and enable safe transition from APC to PLC control in the event of failure
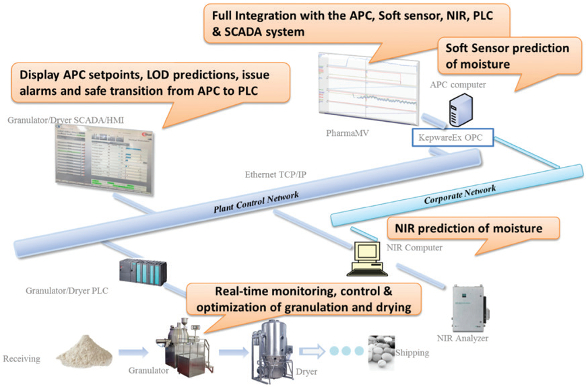 Figure 3. APC system architecture and key features.
Figure 3. APC system architecture and key features.Technology Components
PAT Analyzer
Torque Sensor
Torque monitoring of wet granulation has seen applications in the industry.7,8 A torque sensor was used to provide a real-time measurement of torque on the impeller shaft during granulation. The torque trajectory is an informative indicator of the granulation progression, and has shown a good correlation with downstream quality attributes as studied during the development.
NIR
NIR Spectroscopy, in combination with PLS modeling, was applied to predict moisture in real time during fluid bed drying. The NIR monitoring of drying process has been discussed extensively in the literature,9-11 and therefore will not be discussed here.
Soft Sensor
Soft sensor is essentially a mathematical model to infer parameters/ attributes that are unrealistic or even impossible to measure based on existing parameters/attributes in the system. Soft sensor, linear or non-linear, can be based on empirical data modeling, fundamental first-principle modeling, or a combination of both (Hybrid modeling). Discussion on mechanistic modeling of moisture during fluid bed drying can be found in References 12-14.
Two soft sensors were developed in this study, one for measuring particle size distribution during HSWG and drying, and the other for LOD during drying. HSWG is a particle growth process where particle size distribution is obviously an intermediate critical quality attribute, along with other granule properties. During drying, particle breakage and attrition could occur. A population balance based model was developed to estimate particle size distribution during granulation and drying.
LOD is an intermediate critical quality attribute during drying. A nonlinear hybrid model was developed based on mass and energy balance, using the fundamental relationships among granules initial mass and moisture (obtained from wet granulation step) and the input drying energy together with inlet air humidity, to estimate the moisture removal and powder LOD in real time.15
Redundancy – Soft Sensor and NIR for LOD Monitoring
As described above, two methods, based on NIR spectroscopy and soft sensor, were developed to measure moisture level during drying. Moisture level at the end of drying is critical to downstream flow and compressibility, and also impacts yield. Not only is the LOD at the endpoint critical, but also the rate of drying is important. Drying too slow may lead to degradation, while too fast may cause more brittleness. Either way could have a negative impact on granule properties. Therefore, it is critical to monitor LOD during drying. However, it was uncertain which method would perform better during development. A redundancy was thus developed from the beginning and later both methods were implemented. A mechanism has been developed to determine the most reliable moisture prediction from the two methods as feedback for control, and switch between the two methods. Both methods have pros and cons. One major disadvantage about the NIR analyzer is the requirement of regular maintenance. The probe is prone to fouling, even when it has auto-cleaning mechanism. Probe cleaning requires manual operation such as retraction/insertion of the probe, which is deemed impractical in routine manufacturing. In contrast, soft sensor requires no hardware investment and much less frequent maintenance. However, the performances of both methods are continually evaluated during commercial manufacturing. It can be considered to remove one technique if the other is deemed robust over a long term.
Controller Model
A controller model is an integral part of the APC system, which is developed to predict controlled variables, e.g. critical quality attributes or economic metrics in the control horizon, from manipulated variables and feedforward/disturbance variables. Such a model is the workhorse to facilitate feed-forward or feedback control, as well as optimization of process performance. A commonly used model identification technique for model predictive controller is Recursive Least Squares (RLS). There are also PCA and PLS –based controllers, which is beyond the scope of this paper. It should be noted that there can be multiple models involved in an APC system, serving different purposes. NIR models and soft sensor models are designed to predict CQAs to be used as a feedback to the controllers, while controller models are suitable for predicting the impact of control moves on the process future.
Optimizer
Once a process model or controller model has been constructed, optimization can be used to identify the best “options” from a set of alternative solutions that satisfy an objective such as maximizing/ minimizing/targeting one or more CQAs or economic metrics, while subject to process constraints. The control moves made on actuation signals are determined through the predictions of the future process behavior and a cost function manipulated by an optimization procedure. Optimizers can include simple linear or quadratic functions, or utilize more advanced simulation based algorithms. Optimization can be performed offline or online.
APC Controller
In granulation APC, a torque-based trajectory tracking MPC was developed to achieve desired torque and energy trajectory by manipulating impeller speed through a real-time optimizer. The water amount, maximum granulation time and addition rate are determined from offline optimization based on DOE and response surface modeling.
In drying APC, an MPC based on non-linear, multi-parametric programming was developed to achieve desired drying time, energy usage, particle size distribution and LOD profile/endpoint by manipulating inlet air flow and temperature. The optimization was performed offline, and a lookup table was created to determine inlet air flow and temperature, where the index for the table is the online prediction of LOD.
Alarms
The APC Alarm Handler monitors a comprehensive range of predefined process conditions, and issues alarm signals that are displayed and recorded on the SCADA system. The alarms can be acknowledged and processed by the operator similar to other alarms. In addition to issuance of the alarms, the APC system is designed to automatically revert the control back to recipe based control, if a critical APC failure is detected.
Overall APC Optimization Scheme
Figure 4 shows the overall APC and optimization scheme for granulation and drying unit operations. The multi-step optimization aims to achieve desired tableting properties by actively manipulating process parameters using model-based advanced process control. The APC-based control strategy actively predicts and optimizes intermediate quality attributes at each step as well as final outcome, e.g. minimal weight/hardness variation and main compression force at maximum table press speed. Therefore, the approach would be able to minimize propagation and aggregation of process variability by active mitigation of variation from the previous step.
 Figure 4. Schematic of the end-to-end optimization strategy for manufacturing of a drug product
Figure 4. Schematic of the end-to-end optimization strategy for manufacturing of a drug productDuring granulation, the torque sensor provides a measurement that is indicative of the granulation progression and granule properties. The MPC controller manipulates impeller speed set point to control the process value of the normalized torque to follow a predefined trajectory. The normalized torque trajectory is defined in the offline optimization and is composed of three parts (dry mix, binder addition phase and kneading wet mix). The optimal set point for impeller speed at a given time, is determined by an optimization algorithm (Quadratic Programming) within the APC, to minimize the deviation of the torque trajectory and accumulated granulation energy from the predetermined references. Figure 5 illustrates an example of APC in action.
 Figure 5. An example of how APC manipulates impeller speed to achieved a desired torque trajectory and energy profile
Figure 5. An example of how APC manipulates impeller speed to achieved a desired torque trajectory and energy profileThe APC control strategy enhances the basic recipe-based phases of drying, by a more gradual change in air flow and temperature, while accounting for the estimated powder moisture during drying.
At any given time during the drying process, the LOD soft sensor or NIR analyzer provides the estimate of the remaining moisture. The MPC controller receives LOD estimate as well as the other variables such as inlet air flow, temperature, air humidity and product temperature, and determines the inlet air flow and temperature set points using the lookup table defined during the optimization. Figures 5 and 6 illustrate an example of APC in action.
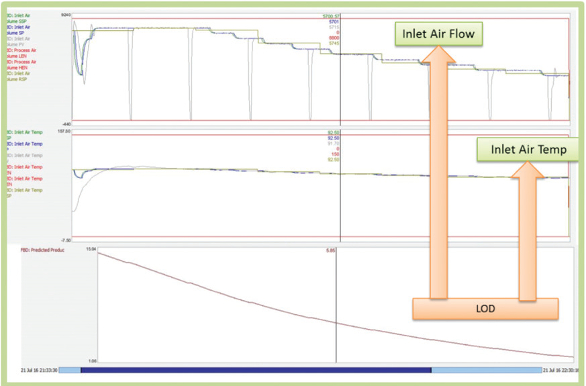 Figure 6. An example of how APC manipulates inlet air flow and temperature to achieve a desired LOD profile
Figure 6. An example of how APC manipulates inlet air flow and temperature to achieve a desired LOD profileAPC System Validation
One question always arises when it comes to validation of such an integrated APC system in commercial manufacturing as there is little experience to be shared in the pharmaceutical industry. However, an internal collaborative effort across Technology, Quality and Compliance teams resulted in a comprehensive master validation approach.
Our APC validation approach follows the FDA guidance on process validation from process design, to process qualification and to continued process verification, which is being gained during routine production. The APC-enabled manufacturing process is part of continual improvement effort in line with the FDA Guidance on Process Validation, and leverages the original process development and qualification work as well as the site manufacturing knowledge to ensure product quality attributes reliably and consistently.16
The APC system was developed through comprehensive pilot- and manufacturing-scale development studies. A massive amount of data and information has been collected and evaluated from the process design stage through commercial production. The obtained in-depth process understanding, and successful APC scale-up results with further process qualification establishes scientific evidence that the APC enabled process is capable of consistently delivering quality product.
The diagram in Figure 7 shows the flow of validation activities and associated documentation from process design to process qualification. The user requirements for the technology are defined in the URS, followed by the FDS that specifies the design to meet the user requirements. An APC system is then built based on the URS and FDS. IOQ and PQ has been performed to verify user requirements and functional design specifications. Qualification should be carried out (IQ/OQ/PQ where appropriate) for the NIR system, software, soft sensor, and the Advanced Process Control (APC) system.
 Figure 7. APC system validation approach
Figure 7. APC system validation approachExtensive validation documents have been created to cover the technology from intended use, to specifications, and to qualification tests. Certain documents have been separated due to the complexity of the APC system.
Development reports
- APC scale-up
- Soft sensor
- NIR
Commissioning
- Master Validation Plan
- URS
- FDS/DDS
- IOQ Test Sheet/Results
- PQ test protocol/Report
- NIR/soft sensor method validation
- Process validation protocol/report
The validation was only considered complete when all the deliverables or validation documents described above were available and, where appropriate, signed off by the site Quality. Changes made to project documentation, once released and approved, are subject to formal change control procedures as defined by the site Quality. All activities associated with personnel training are usually the responsibility of the site and conducted per existing site procedures.
APC Performance
APC performance was evaluated rigorously during development and commercial production. The intended performance, improved process robustness, cycle time reduction and throughput increase, was evident by comparing APC batches with baseline batches.
Cycle Time Reduction
Cycle time reduction was achieved in multiple steps, drying, vacuum transfer and compression. Figure 8 indicates drying time was reduced by 24% with APC, based a number of APC and baseline batches. An additional benefit is that drying time also became more consistent as indicated by reduced variation with APC.
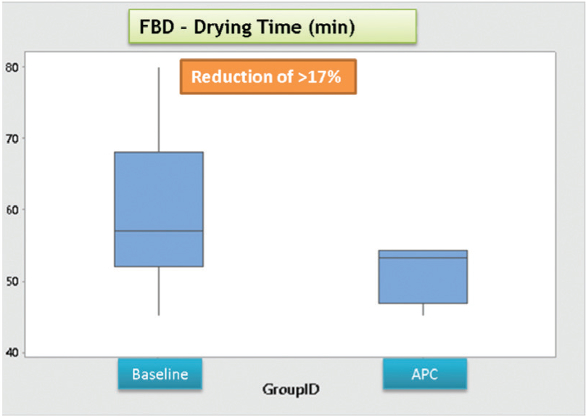 Figure 8. FBD drying time in APC vs. Baseline
Figure 8. FBD drying time in APC vs. BaselineReduced Variability
One of the key purposes of APC is to move the process closer to target and reduce variability. A more consistent level of moisture closer to upper specification limit can be achieved with APC. The APC batches also showed lesser weight and hardness variation than the baseline batches, Figure 9. All APC batches were compressed at maximum tablet press speed whereas a good percentage of the previous commercial batches were not compressed at the maximum speed due to flow and compressibility issue.
 Figure 9. Reduced variability in tablet properties
Figure 9. Reduced variability in tablet propertiesConclusion
The integrated APC platform technology has demonstrated significant technical and business benefits from development and commercial runs. The system builds on interconnected computers, devices and equipment, enables real-time acquisition of data from these components, harnesses the power of advanced analytics, control and optimization algorithms, and transforms the data into knowledge and intelligence. “Intelligence” is the ability to accommodate “uncertainty” in data or “adaptability” to cope with prevailing conditions and risks. In pharmaceutical manufacturing, raw material variation, environmental conditions, process and equipment variation may all contribute to system bounded uncertainty. An intelligent system needs to be capable of accommodating such uncertainties through appropriate modeling, monitoring, control and optimization schemes. It should be noted that the integrated APC system was developed as a platform technology with generic applicability to end-to-end optimization of multi-step manufacturing processes. The technology can be replicated with reduced development effort across the manufacturing network for products having similar processes.
To a certain extent, such an integrated APC system can be viewed as an IIoT (Industrial Internet of Things), given the above characteristics. In the era of Smart Manufacturing and Industry 4.0, it is envisioned that such an APC system can play an important role in maximizing productivity while ensuring quality and compliance for pharmaceutical industry. In combination with IIoT, Big Data analytics, augmented reality and cloud computing, APC has become a key enabler of digital manufacturing transformation through its predictive, adaptive and optimization capabilities. Together, these technologies will move manufacturing paradigm from reactive to proactive and preventative, and enable a shift from stand-alone and isolated unit operations towards integrated infrastructure in manufacturing.
Acknowledgement
A large number of colleagues have made contributions to the successful GMP implementation of the APC platform technology from conceptualization to pilot studies, and from scale-up to final validation. The list is too long to be listed here, but to name a few: Mojgan Moshgbar, Roger Chen, Gaosheng Lu, Chris Dinallo, Hamid Mehdizadeh, Pierre P.L. Garant, Reza Kamyar, Joseph Ceballos, Dan Dan He, Fen Gu, Wei Zhu, Xiaochun Feng, Jian Zhu, Shanshan Xiu, Mei Li, Hua Chu, Ke Hong and Jinguo Sui.
Reference
- Optimizing Manufacturing Processes: Conditions, Challenges and Opportunities. APR, May, 2014
- J Gantt, Control of a granulation process using a nonlinear MPC formulation, Proceedings of the American Control Conference, 2004
- M.Pottmanna, B. A. Ogunnaikea, A. A. Adetayob, B. J. Ennisb. Model-based control of a granulation system, Powder Technology 108 (2–3), 2000, 192–201
- L. Obregónb, L.Quiñonesa, C.Velázquez, Model predictive control of a fluidized bed dryer with an inline NIR as moisture sensor. Control Engineering Practice 21 (4), 2013, 509–517
- H.G. Wang, P.R.Seniorb, R.Mannb, W.Q.Yang. Online measurement and control of solids moisture in fluidized bed dryers, Chemical Engineering Science 64 (2009) 2893--2902
- ANSI/ISA-95. International Society of Automation. www.Isa-95.com
- A. Faurea, P. Yorkb, R.C. Roweb. Process control and scale-up of pharmaceutical wet granulation processes: a review, European Journal of Pharmaceutics and Biopharmaceutics 52 (3) (2001) 269-277
- M.B. Mackaplow, L.A. Rosen, J. N. Michaels, Effect of primary particle size on granule growth and endpoint determination in high-shear wet granulation, Powder Technology 108 (1) 2000 32-45
- J Rantanen, S Lehtola, P Rämet, J.P. Mannermaa, J. Yliruusi, On-line monitoring of moisture content in an instrumented fluidized bed granulator with a multi-channel NIR moisture sensor. Powder Technology 99 (2), 1998, 163–170
- P. Frake, D. Greenhalgh, S.M. Grierson, J.M. Hempenstall, D.R. Rudd, Process control and end-point determination of a fluid bed granulation by application of near infrared spectroscopy. International Journal of Pharmaceutics 151 (1), 1997, 75-80
- R. L. Green , G.Thurau , N. C. Pixley , A. Mateos , R. A. Reed , and J.P. Higgins, In-Line Monitoring of Moisture Content in Fluid Bed Dryers Using Near-IR Spectroscopy with Consideration of Sampling Effects on Method Accuracy, Anal. Chem., 2005, 77 (14), pp 4515–4522
- S. T. F. Mortier, T. De Beer, K. V. Gernaey, J. P. Remon, C. Vervaet, I. Nopens, Mechanistic modelling of fluidized bed drying processes of wet porous granules: a review, European journal of pharmaceutics and biopharmaceutics 79 (2) (2011) 205-225.
- M. Fonteyne, D. Gildemyn, E. Peeters, S. T. F. Mortier, J. Vercruysse, K. V. Gernaey, C. Vervaet, J. P. Remon, I. Nopens, T. De Beer, Moisture and drug solid-state monitoring during a continuous drying process using empirical and mass balance models, European Journal of Pharmaceutics and Biopharmaceutics 87 (3) (2014) 616-628
- A. Burggraeve, T. Monteyne, C. Vervaet, J. P. Remon, T. De Beer, Process analytical tools for monitoring, understanding, and control of pharmaceutical fluidized bed granulation: A review, European Journal of Pharmaceutics and Biopharmaceutics 83 (1) (2013) 2-15.
- D. Lauri, R. Kamyar, J. Huang, M. Moshgbar, Moisture soft sensor for batch fluid bed dryers: a practical approach. Submitted to Journal of Powder Technology. 2017
- FDA Guidance for Industry Process Validation: General Principles and Practices. 2012

Dr. Jun Huang is senior manager with the Advanced Manufacturing Technology group at Pfizer Global Supply based in NJ. He is primarily responsible for the development and implementation of advanced technology platforms such as advanced analytics and control, supporting manufacture of both chemical and biologic drug products. He has managed a number of innovation projects involving cross-functional global teams to optimize manufacturing performance, leading to significant cost saving, revenue generation and supply assurance. Prior to joining Pfizer, he worked at GlaxoSmithKline and PerkinElmer. He has published a number of articles in the peer-reviewed journals. Dr. Huang holds a PhD in chemometrics from the Norwegian University of Science and Technology in Norway, an MBA in Finance and Supply Chain Management from Rutgers University in the USA, and an MSc from Zhejiang University, China.

David Lauri Pla joined Pfizer in 2013 after being a Pfizer post-doc in the University of Manchester, UK. He holds a PhD in Model Predictive Control combined with Latent Variable Methods at the Polytechnic University of Valencia, Spain. His major scientific contributions have been in terms of control relevant identification to obtain better models for control, constrain the controller decision space for a proper use of the model which yields a more reliable model predictive control strategy, and perform the optimization in the latent variable space for a reduced computational cost. He has several publications in high impact International Journals and two of them have been in the TOP25 Science direct list. During his studies he has been honored with several academic efficiency awards.