Introduction
Competition in the pharmaceutical industry is driving drug companies to spread their manufacturing operations around the globe. Unfortunately, production delocalization results in more testing of the incoming raw materials for quality assurance, product safety and regulatory purposes, which results in an increased cost of doing business. The industry has done an excellent job of creating a strong demand for its products, while at the same time improving the quality and safety for the consumers. In fact, many companies are running analytical controls above and beyond the regulatory requirements in order to guarantee superior quality of their products. However, pressure in the production chain from outsourcing is forcing some companies to over-analyze the incoming materials using traditional laboratory testing techniques laid down by the major regulatory organizations like the United States, European and Japanese Pharmacopoeias. The inherent problem with this approach is that it is not sustainable in the long term, because of the higher costs, increased manpower and additional resources required.
This demand is straining the analytical capabilities of many companies and introducing unacceptable production over-costs at the manufacturing facilities. In addition, the industry is moving away from a representative sampling approach to a total traceability of the incoming materials. A few years ago this was not considered a problem, because there were smaller numbers of providers; there were typically in-house production facilities, or the origins of the materials were easier to trace. However, nowadays, these issues have become critical factors by impacting operational costs and factory efficiency. In addition, factors such as continuous changes in manufacturing locations, samples coming from all over the world, and many companies emerging or consolidating their resources, can contribute to product quality. Under this scenario, it is easy to understand why regulators require tighter control of the safety and quality of all materials in a pharmaceutical company’s production chain. This application note discusses the economic costs and benefits of the implementation of handheld Raman in the warehouse.
Handheld Devices
The development of portable and handheld tools in the past decade has introduced valuable new analytical capabilities to the quality control, quality assurance and manufacturing traceability in the pharmaceutical industry. Nowadays, it is possible to have a wide array of analytical techniques in the warehouses, including UV-Visible, near infrared (NIR), Mid-IR, and X-ray fluorescence (XRF) capabilities. As a result, there is a dramatic change in the industry in the way it carries out the identification and validation of raw materials. The performance of these portable devices has improved quite significantly and in some cases, is able to generate data quality equivalent to traditional laboratory-grade bench instruments. Some of the many factors that are contributing to their improved analytical performance include:
- State of the art manufacturing procedures
- Innovations in optical designs
- New compact and highly stable detectors
- Much smaller electronic components
- Rapid development of touch screens
- Advances in computing capabilities
- Longer and better battery performance
Raman spectroscopy is one of the most widely used of these portable devices for the rapid identification of unknown compounds, such as the testing of high purity chemicals, the measurement of pharmaceutical ingredients, or the authentication of drug compounds (1, 2, 3). Raman technology is well-suited for use in a warehouse environment for the direct analysis of an unknown material because it requires little to no sample preparation. In addition, the analysis can be run directly through a clear container or plastic bag and samples can be in the form of powders, crystals, solutions, gels, or slurries. Raman is not without its drawbacks because the associated auto-fluorescence signal can reduce the capability to acquire an interference-free Raman signature of a given material. However, the use of algorithms to compensate for the fluorescence signal can help to alleviate this problem. The overall potential of the Raman technique has been recognized as one of the most powerful for material identification, particularly with the reduction of the instrument size, the lowering of the detection limits, the outstanding usability of the technique, and its low cost of operation.
Implementation of Handheld Raman in the Warehouse
When a company faces the need to improve the operational procedures of raw material testing for quality assurance, to increase production or for regulatory purposes, a number of key questions need to be answered before an evaluation process can begin: What are the options available to increase the analytical capability at a minimum cost? The answer can be approached in two different ways:
Option/Scenario 1: Increase existing analytical laboratory capabilities. Initially, this may look like the logical way to cope with the extra work for those pharmaceutical companies with analytical laboratories. However, when the overall analytical capabilities of the company are taken into consideration and the “Return on Investment” (ROI) calculations are done, this scenario can only be justified if the numbers of samples to be analyzed are very small (perhaps in the order of 20-30 of extra analysis a month). So this option is typically only valid for companies that work with <10 different materials and when most of the samples are already being analyzed, so the incremental increase will have a limited impact on its operational costs.
Option/Scenario 2: Introduction of new analytical capabilities in the warehouse. A technology study of the most suitable technique should first be carried out by the technical department of the company. For example, if the analysis is to be done mostly on crystalline salts such as NaCl, and KBr, vibrational techniques are probably not the best choice. However, if the requirement is to analyze active pharmaceutical ingredients (API) and/or standard excipients used in the pharmaceutical industry, Raman should be considered as strong candidates for the analysis.
Return on Investment for Handheld Raman Spectrometers
In order to get a better understanding of the difference in cost between Option 1 and Option 2, an ROI analysis was carried out using real-world data from three pharmaceutical companies with production facilities in Western Europe and North America. The Raman technology used for this study was the NanoRam® handheld spectrometer from B&W Tek Inc. The NanoRam is a compact Raman spectrometer and integrated computing system for material identification and verification within GMP compliant facilities, designed specifically for novice users (4). It allows for the rapid development of standardized and validated methods to facilitate inspection for purity and quality control purposes (5). For the identification of pharmaceutical materials, it comes standard with a software package that is compliant with both cGMP and 21CFR part 11 certification, while the manufacturer provides optional IQ/OQ services and library/method development services for all users of the equipment (6).
Evaluating the Different Analytical Scenarios
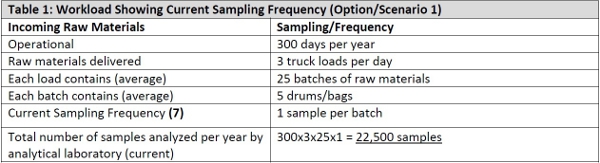
The pharmaceutical companies used for this ROI evaluation are all considered medium-sized production facilities with approximately 100 raw material chemicals that need to be tested. Current operations involve the analysis of a representative number of samples but regulations and company policy, eventually requires the incremental analysis of all samples (7). The companies all have an analytical laboratory with technicians and a QA/QC manager to handle the current workload, which is shown in Table 1. The proposed number of samples that would be tested using the handheld Raman device is shown in Table 2. In Scenario 1, one of the company’s estimation for cost per sample for raw material identification using its current laboratory services was in the order of $13-15/sample. It was therefore important to calculate the actual cost and compare it with the cost per sample if all the batches of the incoming raw material were sampled and identified in the warehouse using the handheld Raman approach. Let’s first take a look at current costs using their existing laboratory capabilities.

Using Existing Central Laboratory
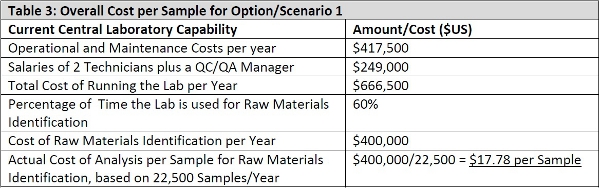
The cost per sample for Scenario 1, is fairly straight-forward to calculate using an estimate of the cost of operating and maintaining a full central laboratory capability, the percentage of time the labs were used for raw material identification and verification and the salaries of the lab personnel carrying out the analysis. Table 3 gives a detailed breakdown of this cost.
Phasing Out Central Laboratory Capability, Phasing In Warehouse Testing
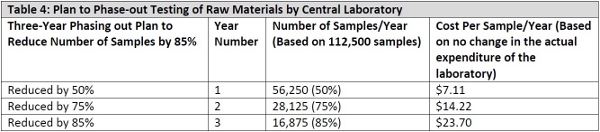
Let’s now take a look at a scenario where the companies’ central laboratory capabilities are phased out over 3 years to be replaced by materials identification in the warehouse using handheld Raman devices. In this scenario, the sampling frequency has been increased to sample all batches, which means the total number of samples goes up from 22,500 to 112,500 per year. Table 4 shows the cost of phasing out the testing using central lab capabilities, by reducing it by 50% the first year, 75% the second year and 85% the third year. It’s also important to emphasize that ~15% of all samples will still need to be sent to the lab, because ~10% are not suitable for Raman testing and ~5% will be needed for confirmation or retesting purposes.
Testing in the Warehouse Using Handheld Raman Devices
The initial cost of testing in the warehouse is associated with the cost of the Raman units themselves. These particular companies purchased two units, one for the warehouse and a second one for the central laboratory, which was used for method development, validation protocols, implementation of new IQ’s/OQ’s, and as a back- up unit.
There is also an associated cost for the validation of the different chemicals that need to be analyzed, which was estimated on the basis of personnel time, cost of reference materials, standard operation procedure (SOP) documentation and technique validation. Another of the parameters included in the calculations were the cost associated with manpower. There was no need for extra technicians in the warehouse, but just a reorganization of the technical manpower capabilities. For example, one of the technicians in the central laboratory was also in charge of the analysis in the warehouse. The overall plan also considers factors like the reduction of time and space for the quarantine area. The time reduction was estimated to be a few hours compared to 1-2 days, while the space required was reduced by approximately one third.
The calculations for all these parameters are based on a 3 year introduction plan, and assuming that 90% of the materials are valid for Raman identification, the plan targets to implement and validate 50% of the materials in Year 1, 25% of the materials in Year 2, and 15% in Year 3. The remaining 10% of the materials will still be analyzed in the laboratory, as well as one sample per batch for quality control assurance.
The plan assumes the number of samples will remain constant over the 3 years. However, the reduction of samples analyzed by the central laboratory will have a direct impact on the cost per analysis, as the number of samples required to be sent from the warehouse to the central laboratory was estimated to decrease by 85%. It’s also worth pointing out that as the number of samples analyzed in the lab changes by 50% in the first year, a re-allocation of manpower and some instrument consumables is required, which in this scenario, is covered by the validation costs.
The phasing-in of the warehouse testing over three years using the two Raman units is exemplified in Table 5, while the total cost per sample in Year 3 is shown in Table 6. The average savings associated with changing to warehouse testing were in the region of $150,000, based on the difference between the reduction of laboratory operational costs, consumables and other factors (~ $250,000), less the initial investment of the two handheld Raman spectrometers and associated validation procedures , which was estimated to be about $100,000.


Cost of Investing in Additional Central Laboratory Capabilities to Handle Increased Workload
Let’s now take a look at the cost of investing in additional central laboratory capabilities to handle the increased testing from 22,500 samples to 112,500 samples per year. Based on the company scenarios described earlier, the cost for the expansion of the existing analytical capabilities was calculated to require an increase in laboratory manpower of one full-time and one part-time (50%) technician for the sample preparation and sample handling in the warehouse. Other costs associated with holding the raw materials in the quarantine area for longer times and the extra space required for them, were calculated to be in the order of 30% of the overall cost. Additionally, the use of existing laboratory instrumentation, repairs and sample handling consumables was estimated to be approximately 250% higher than the current expenditure. For these companies, the extra costs represented an average of approximately $300,000 per year to the operational budget. When the existing central laboratory operational/maintenance costs per year of $417,500 are factored into the calculation, this translates to a total cost per sample of $6.34, based on the increased number of samples from 22500 to 112,500. However, this amount is significantly lower than the initial cost of $17.78, when only 20% of the samples were tested. A cost comparison of these two lab-based testing scenarios with the handheld Raman warehouse solution is summarized in Table 7.

Final Thoughts
It’s important to emphasize that each pharmaceutical production facility will be different, based on the number of samples that need to be tested and the existing central laboratory analytical capabilities. The scenarios described in this costing exercise have clearly shown that a handheld Raman approach of testing in the warehouse offers a significant cost-benefit over doing the analysis in-house at its central laboratory. The calculations also showed that the two Raman units could be justified within the first year of purchase. However, it’s also important to note that some of the factors used to calculate the return on investment cannot be disclosed for confidentially reasons, but cross data correlation assured the credibility of the values used.
Further Reading
1. An implementation Perspective on Handheld Raman Spectrometers for the Verification of Material Identity: B. Diehl, C.S. Chen, B. Grout, J. Hernandez, S. O’Neill, C. McSweeney, J. M. Alvarado and M. Smith, Pfizer Inc; European Pharmaceutical Review, Non-destructive Materials Identification Supplement, Volume 17, Issue 5, 2012, http://www.europeanpharmaceuticalreview.com/wp-content/uploads/Raman-Supplement-2012.pdf
2. Portable Raman Spectroscopy for Pharmaceutical Counterfeit Detection: R. Kalyanaraman, M. Ribick and G. Dobler, Bristol-Myers Squibb; European Pharmaceutical Review, Non-destructive Materials Identification Supplement, Volume 17, Issue 5, 2012, http://www.europeanpharmaceuticalreview.com/wp-content/uploads/Raman-Supplement-2012.pdf
3. Fake Pharmaceuticals: Bad Medicine, The Economist, October 13, 2012, http://www.economist.com/node/21564546
4. The NanoRam hand-held Raman Spectrometer: B&W Tek Application Note, http://bwtek.com/products/nanoram/
5. NanoRam: Full Regulatory Compliance for the Inspection of Raw Materials & Chemicals in the Pharmaceutical Industry: B&W Tek Application Note, http://bwtek.com/learning-lab/application-notes/
6. The NanoRam Hand-held Raman Spectrometer: Ideally-suited for the Inspection of Raw Materials and Chemicals Used in the Pharmaceutical industry: B&W Tek Application Note, http://bwtek.com/learning-lab/application-notes/
7. Statistical Solutions: Square Root of (N) + 1 Sampling Plan: L. D. Torbeck, Modern Medicine, Oct 2, 2009; http://www.modernmedicine.com/modernmedicine/article/articleDetail.jsp?id=631722
B&W Tek
19 Shea Way
Newark, DE 19713
Tel: (302) 368-7824
Fax: (302) 368-7830
Web: www.bwtek.com