Introduction
Continuous manufacturing was one of the topics discussed at the XXXV Symposium of Spain Industrial Pharmacists Association (AEFI - Asociación Española de Farmacéuticos de la Industria) in Barcelona. The leitmotif of the conference was New Horizons, Commitment to Health in Barcelona. This theme also included multiple topics to improve the productivity of the biopharmaceutical industry which were presented to over 400 attendees, by 60 speakers and with the support of 26 sponsoring companies. Continuous manufacturing was discussed due to its potential for economic growth and development.
The AEFI scientific committee organized the continuous manufacturing session to include regulatory issues, risk analysis, quality by design and continuous process improvement. The sessions included an industrial case study presented by Dr. Lizbeth Martínez from Novartis and two academic scientists (Professors Romañach and Alcalà) who have performed research in continuous manufacturing 1-3. All three scientists provided examples on how NIR spectroscopy may be used within continuous manufacturing. This article provides a summary on the use of NIR spectroscopy in continuous manufacturing given the current regulatory expectations.
Continuous Manufacturing
Dr. Martínez explained that several unit operations are continuous by nature. Some examples are dry granulation (roller compaction), continuous blending, melt-extrusion, melt-granulation, milling and tableting. These unit operations are forced to be run in a batch-wise mode and with physical barriers that contain each of the equipment separated from the equipment of the following unit operation. This situation causes processes to be interrupted and containers need to be transported to a different room in order to continue with the production as shown in Figure 1. The incorrect handling and transportation of the containers can cause segregation of the powder blend due to vibrations, and also during the discharge. Sometimes the container needs to be stored before it can be further processed. This creates the need of intermediate storage areas. The transportation of the containers needs careful cleaning procedures in order to avoid cross-contamination. Continuous manufacturing can significantly reduce the storage area, reduce cross-contamination risks and reduce the scale-up work.
 Figure 1. Schematic of a batch process and holding points (interruptions) vs. continuous process.
Figure 1. Schematic of a batch process and holding points (interruptions) vs. continuous process.Continuous blending aims to continuously feed and blend the ingredients thus the resulting blend is ready for the next unit. The advantages of continuous manufacturing were discussed including 2,4,5:
- Better uniformity of the components as powder mixing is performed with higher uniformity in the application of shear forces
- The direct processing of excipients and active pharmaceutical ingredients (API) and rapid availability of the product for further processes (e.g. tableting)., and
- Smaller pharmaceutical manufacturing facilities providing significant cost benefits (reductions in energy consumption, maintenance costs)
- Less material needed for trials and for process development. Important as supplies of new or current active pharmaceutical may be limited and could also have a high cost.
- Flexibility for smaller batch sizes, through the reduction of manufacturing time.
- Better control around a well-defined steady state.
- In combination with PAT tools for the process monitoring, process understanding can be gained, wet-chemistry can be minimized, and analytical time can be highly reduced.
Professor Romañach presented his impression on the FDA’s position on continuous manufacturing. This discussion started with the definition of continuous manufacturing as “The material(s) and product are continuously charged & discharged from the system, respectively, throughout the duration of the process”, in accordance with several FDA presentations and a recent article4. His first point was that FDA supports innovation, but innovation will not be favored over quality. A recent article provides direct evidence: “Continuous manufacturing, compared to batch manufacturing, thus often involves a higher level of process design to ensure adequate process control and product quality”4. Thus, innovation through continuous manufacturing is being seen as a pathway to improve product quality. Continuous manufacturing is not seen as a simple unit operation such as tablet compression or roller compaction. The regulatory expectations are that a continuous system should form: 1. An integrated manufacturing process, 2. include Process Analytical Technology for real time process monitoring and control, and include an 3. Engineering system to control the impact of raw material and process variability on the quality of drug products4. The presentation emphasized that even though innovation in manufacturing is not part of the cGMPs, it is an essential component of the FDA’s mission statement which states: “FDA is also responsible for advancing the public health by helping to speed innovations that make medicines more effective, safer, and more affordable”6,7.
Professor Romañach also discussed the definition of a lot; a question that frequently arises. The term lot is defined in section 210.3 of the cGMPs as “a batch, or a specific identified portion of a batch, having uniform character and quality within specified limits; or, in the case of a drug product produced by continuous process, it is a specific identified amount produced in a unit of time or quantity in a manner that assures its having uniform character and quality within specified limits”. The cGMPs never indicate that lot size must be fixed mass, but emphasize the uniform character required for the lot and quality within specified limits. Lot numbers are also necessary in continuous manufacturing to trace a raw material to processing conditions and eventually to the packaged product4.
Continuous manufacturing must be implemented within the companies’ quality system. This is also an essential component of any Process Analytical Technology or Quality by Design project. The quality system essentially summarizes the companies’ quality planning and how it will act in the future8. In the case of a continuous mixing system the quality system needs to include procedures for addressing feeder malfunctions, system start-up, addressing steady state, etc9,10.
Near Infrared Spectroscopy and Process Knowledge
In continuous mixing, NIR spectra are obtained throughout the entire manufacturing run. NIR spectroscopy could be used to monitor and control a process for a much longer span of time than in batch blending applications. Figure 2 (top) shows the example of NIR spectroscopy monitoring a continuous process at steady state. The NIR system could predict drug concentration at steady state for several hours, alerting of any deviations from the expected performance. In batch blending applications, NIR spectroscopy provides a blending profile that shows how the heterogeneity of the blend is reduced with time as shown in Figure 2 (bottom)11. NIR spectra are usually obtained for 20 – 30 minutes in batch blending processes. Mixing is then stopped once this heterogeneity is considered acceptable12,13. Thus, in continuous manufacturing the principal function of the NIR is to monitor the performance of the system at steady state, while in batch blending it signals when to stop mixing.
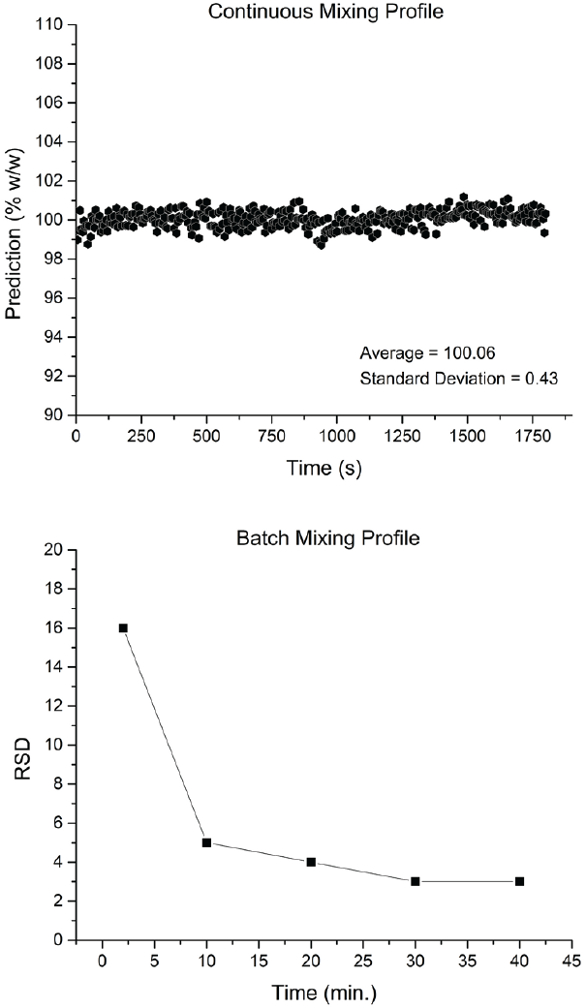 Figure 2. (top). Monitoring of a continuous process at steady state, (bottom). Blending profile for a batch process showing reduction in heterogeneity with mixing time.
Figure 2. (top). Monitoring of a continuous process at steady state, (bottom). Blending profile for a batch process showing reduction in heterogeneity with mixing time.In both applications, batch and continuous, it is important to thoroughly understand the accuracy and precision of the NIR method and perform a risk assessment to fully evaluate the method under the conditions of use in manufacturing 2,13,14. The analytical error discussed in many NIR publications also includes the errors associated with the sampling of powder blends1. Even when PAT is performed there are always sampling errors, which can be determined through variographic analysis as outlined in the Theory of Sampling15. Sampling errors can be in both batch and continuous processes as shown in recent publications2,16-18. This understanding is necessary to discern between the process variation and the unavoidable error from the sampling and analytical method.
The monitoring of continuous processes with NIR spectroscopy requires the development of a calibration model and the use of chemometrics. It was highlighted that navigating through a reference text on chemometrics can be a rather daunting task, but it is important to observe and “listen” to the data and provide simple models19. There are also opportunities to develop simple approaches to obtain knowledge and understanding of products and processes of solid dosage forms. Two examples were discussed: the use of the standard deviation of the spectral noise can provide real time information of flow properties20,21 and the determination of the slope of NIR spectra to study tablet relaxation22. Professor Alcalà provided several examples20,21,23-26 of the use of NIR, NIR-CI and Raman spectroscopy to analyze pharmaceutical products and processes, obtaining important information that may be used to then understand, monitor or control the process.
Process knowledge is essential to reduce the risk of producing a poor product27. Design of experiments (DoE) contribute to process knowledge by evaluating cause-effect relations between critical quality attribute (CQA) and critical process parameter (CPP) under the scope of the quality target product profile (QTPP). As a result, design space (DS) is obtained, as a multidimensional combination and interaction of input variables (e.g., material attributes) and process parameters that have been demonstrated to provide assurance of quality. Working within the design space is not considered as a change. Movement out of the design space is considered to be a change and would normally initiate a regulatory post approval change process. These concepts were followed in the design and optimization of a gel manufacturing process based on QbD25,26. Historical data of GMP manufacturing was used to plan a DoE strategy to determine the design space. NIR provided the state of the process within the design space and allowed the monitoring of the batch evolution.
There are also new miniature NIR instruments that could be used throughout pharmaceutical processes providing higher product knowledge28,29. The NIR system, regardless of the size, is thus at the center of modern quality control in a QbD system. The NIR system must be implemented taking into consideration a number of concepts outlined in in a number of documents such as: the PAT guidance27, the ICH guideline for pharmaceutical development (ICH Q8R2)30 and the draft Annex 15 of qualification and validation of the European Guidelines for Good Manufacturing Practice for Medicinal Products for Human and Veterinary Use31.
Case Study
Dr. Martinez presented the implementation of a continuous blending process3. A near-infrared method was developed to monitor the continuous blending process and elucidate powder dynamics. The monitoring of continuous blending was performed at the outlet of the blender when the blend was forming a powder stream which involves accelerated flow conditions in which a “thin” stream was present. At this point the thickness of the powder bed is less than the width of the chute and under these conditions the powder will have a velocity profile. Particle velocity can present artifacts on the spectral data, influencing the quality of the results. It is important to point out that the mass flow rate as well as velocity variations influenced the interaction of the NIR radiation with the sample, which had an impact on the amount of powder seen by the NIR probe. Stirring rate and feeding speed are critical parameters that must be carefully assessed when developing a near-infrared method for the monitoring of the powder blend.
NIR and chemometrics identified the different stages that were present during the blend uniformity monitoring: start-up, steady state and emptying phase. The powder blend corresponding to the steady-phase is further processed, while the start-up phase and emptying are discarded.3Figure 3 shows the scores plot for these stages in continuous manufacturing.
 Figure 3. PCA scores plot based on NIR spectra acquired through start-up, steady-state, and emptying of a continuous mixer.
Figure 3. PCA scores plot based on NIR spectra acquired through start-up, steady-state, and emptying of a continuous mixer.The implementation of a continuous manufacturing system is a significant challenge. This includes setting up a feeding system that must be highly accurate and reliable32, and the calibration of equipment which often requires narrow ranges. The initial efforts also include addressing the challenges of cohesive powders. The automated system has to react quickly to any process deviations; losses associated to the start-up and emptying of the equipment. Each unit operation brings challenges that need to be assessed in order to prevent compromising the quality of the final product. The use of PAT tools, Quality by Design concepts and continuous manufacturing provide a powerful combination that can lead to high quality products, lower costs and market availability of the products. However, these improvements demand significant changes in current procedures and industrial mindset.
Final Comments
This meeting provided an opportunity to discuss progress in the implementation of continuous manufacturing and the information that NIR spectroscopy contributes to such systems. The audience also provided important feedback such as:
- A concern about the high cost of implementing a continuous manufacturing system.
- Concern about the complexity and cost of project management if multiple vendors are required to implement a continuous manufacturing system
- Lack of blockbusters in company pipelines, makes it difficult to justify the investment in continuous manufacturing.
- The importance of implementing adequate control systems for continuous manufacturing.
These are important concerns that must be addressed as the implementation of continuous manufacturing progresses in the pharmaceutical industry.
Acknowledgement
The support of the NSF ERC Structured Organic Particulate Systems EEC-0540855 grant is acknowledged, as well as the help of graduate student Barbara Alvarado in Figure 2.
References:
- Vanarase AU, Alcalà M, Jerez Rozo JI, Muzzio FJ, Romañach RJ. Real-time monitoring of drug concentration in a continuous powder mixing process using NIR spectroscopy. Chemical Engineering Science. 2010;65(21):5728-5733.
- Colón Y, Florian M, Acevedo D, Méndez R, Romañach R. Near Infrared Method Development for a Continuous Manufacturing Blending Process. J Pharm Innov. 2014;9(4):291-301.
- Martinez L, Peinado A, Liesum L, Betz G. Use of near-infrared spectroscopy to quantify drug content on a continuous blending process: Influence of mass flow and rotation speed variations. European Journal of Pharmaceutics and Biopharmaceutics. 2013;84(3):606-615.
- Lee S, O’Connor T, Yang X, et al. Modernizing Pharmaceutical Manufacturing: from Batch to Continuous Production. J Pharm Innov. 2015:1-9.
- Hurter P HT, Nadig D, Emiabata-Smith D, Paone A. Implementing continuous manufacturing to streamline and accelerate drug development. AAPS Newsmagazine: American Association of Pharmaceutical Scientists; 2013:14-18.
- U.S. Department of Health and Human Services FDA. About FDA, What we Do. [Internet]. 2015; FDA Mission Statement. Available at: http://www.fda.gov/AboutFDA/WhatWeDo/. Accessed July 10, 2015, 2015.
- U.S. Department of Health and Human Services FDA. Statement of FDA Mission. Food & Drug Administration; 2015:1- 3.
- Harbour G, C, Keiffer R, G. . Quality Systems Management. Encyclopedia of Pharmaceutical Technology, Third Edition: Informa Healthcare; 2006:3075-3081.
- Singh R, Sahay A, Muzzio F, Ierapetritou M, Ramachandran R. A systematic framework for onsite design and implementation of a control system in a continuous tablet manufacturing process. Computers & Chemical Engineering. 2014;66(0):186-200.
- Singh R, Sahay A, Karry KM, Muzzio F, Ierapetritou M, Ramachandran R. Implementation of an advanced hybrid MPC-PID control system using PAT tools into a direct compaction continuous pharmaceutical tablet manufacturing pilot plant. International Journal of Pharmaceutics. 2014;473(1-2):38-54.
- Sekulic SS, Ward HW, Brannegan DR, et al. On-line monitoring of powder blend homogeneity by near-infrared spectroscopy. Anal Chem. 1996;68(3):509-513.
- Romañach RJ. Sampling and Determination of Adequacy of Mixing. Pharmaceutical Blending and Mixing: John Wiley & Sons, Ltd; 2015:57-78.
- Corredor C, Lozano R, Bu X, et al. Analytical Method Quality by Design for an On-Line Near-Infrared Method to Monitor Blend Potency and Uniformity. J Pharm Innov. 2015;10(1):47-55.
- U.S. Department of Health and Human Services FDA. Guidance for Industry Process Validation: General Principles and Practices. 2011;Current Good Manufacturing Practices (CGMP)(Revision 1):1-22.
- Esbensen KH, Paasch-Mortensen P. Process Sampling: Theory of Sampling – the Missing Link in Process Analytical Technologies (PAT). Process Analytical Technology: John Wiley & Sons, Ltd; 2010:37-80.
- Roman-Ospino A, Ortega-Zuñiga C, Sanchez-Paternina A, Ortiz S, Esbensen K, Romañach R. Estimating total sampling error for near infrared spectroscopic analysis of pharmaceutical blends—theory of sampling to the rescue. TOS Forum. 2015(5):71-75.
- Sánchez-Paternina A, Román-Ospino A, Ortega-Zuñiga C, Alvarado B, Esbensen K, Romañach R. When “homogeneity” is expected—Theory of Sampling in pharmaceutical manufacturing. TOS Forum. 2015(5):67-70.
- Esbensen K, Romañach R. Proper sampling, total measurement uncertainty, variographic analysis & fit-for-purpose acceptance levels for pharmaceutical mixing monitoring. TOS Forum. 2015;5:25-30.
- Miller CE. Chemometrics in Process Analytical Technology (PAT). Process Analytical Technology: John Wiley & Sons, Ltd; 2010:353-438.
- Ropero J, Beach L, Alcala M, Rentas R, Dave RN, Romanach RJ. Near-infrared Spectroscopy for the In-line Characterization of Powder Voiding Part I: Development of the Methodology. J Pharm Innov. 2009;4(4):187-197.
- Beach L, Ropero J, Mujumdar A, Alcala M, Romanach RJ, Dave RN. Near-Infrared Spectroscopy for the In-Line Characterization of Powder Voiding Part II: Quantification of Enhanced Flow Properties of Surface Modified Active Pharmaceutical Ingredients. J Pharm Innov. 2010;5(1-2):1-13.
- Ropero J, Colon Y, Johnson-Restrepo B, Romanach RJ. Near-Infrared Chemical Imaging Slope as a New Method to Study Tablet Compaction and Tablet Relaxation. Applied spectroscopy. 2011;65(4):459-465.
- Ropero J, Colon Y, Johnson-Restrepo B, Romanach RJ. Near-infrared chemical imaging slope as a new method to study tablet compaction and tablet relaxation. Applied spectroscopy. 2011;65(4):459-465.
- Mercado J, Alcalà M, Karry K, Ríos-Steiner J, Romañach R. Design and In-line Raman Spectroscopic Monitoring of a Protein Batch Crystallization Process. J Pharm Innov. 2008;3(4):271-279.
- Rosas JG, Blanco M, Gonzalez JM, Alcala M. Quality by Design Approach of a Pharmaceutical Gel Manufacturing Process, Part 1: Determination of the Design Space. Journal of pharmaceutical sciences. 2011;100(10):4432-4441.
- Rosas JG, Blanco M, Gonzalez JM, Alcala M. Quality by Design Approach of a Pharmaceutical Gel Manufacturing Process, Part 2: Near Infrared Monitoring of Composition and Physical Parameters. Journal of pharmaceutical sciences. 2011;100(10):4442-4451.
- U.S. Department of Health and Human Services FDA. Guidance for Industry - PAT A Framework for Innovative Pharmaceutical Development, Manufacturing, and Quality Assurance. In: Services FaDAUSDoHaH, ed2004:1-19.
- Alcala M, Blanco M, Moyano D, et al. Qualitative and quantitative pharmaceutical analysis with a novel hand-held miniature near infrared spectrometer. Journal of near Infrared Spectroscopy. 2013;21(6):445-457.
- Karry KM, Singh R, Muzzio FJ. Fit-for-Purpose Miniature NIR Spectroscopy for Solid Dosage Continuous Manufacturing. American Pharmaceutical Review. 2015;18(4):64-67.
- ICH EWG. Pharmaceutical Development Q8(R2). International Conference on Harmonisation of Technical Requirements for Registration of Pharmaceuticals for Human Use; 2009:1-28.
- European-Commission. EudraLex - Volume 4 Good manufacturing practice (GMP) Guidelines. 2015; http://ec.europa.eu/health/documents/eudralex/vol-4/index_en.htm. Accessed July 20, 2015.
- Engisch W, Muzzio F. Loss-in-Weight Feeding Trials Case Study: Pharmaceutical Formulation. J Pharm Innov. 2015;10(1):56-75.
About the authors
Manel Alcalà Bernardez is Associate Professor of Analytical Chemistry in the Universitat Autónoma de Barcelona (UAB). His research topics of interest are: a) industrial process monitoring and quality control of b) pharmaceutical, chemical, petrochemical and agri-food products, using c) molecular spectroscopy techniques (NIR, Raman, IMS) and d) multivariate chemometrics data analysis.
Lizbeth Martinez holds a PhD in Pharmaceutical Technology from the University of Basel in Switzerland. Her research has been focused on the implementation of near-infrared spectroscopy for the real-time monitoring of pharmaceutical processes. Since June 2011, she has been working for Novartis Switzerland. She is an expert in combining physical-pharmacy with chemometrics for the better understanding of pharmaceutical processes. Dr. Martinez has been applying quality by design concepts for process validation and process analytical technologies for monitoring and control of batch and continuous processes.

Ramón M. Esquerdo is the Manufacturing Director and Qualified Person at Menarini Group in Spain. He holds a degree in Pharmacy from the University of Barcelona (Spain) and he is titled specialist on Industrial Pharmacy as well as on Control and Analysis of drugs and medicines. He has been working since 1985 in different aspects which are all included on the pharmaceutical manufacturing: production, quality, logistics and technology, introducing the initiatives of PAT, QbD, Risk Assessment and Pharmaceutical Quality System. He entered in the Royal Academy of Pharmacy with the work “Good Manufacturing Practices for the XXI Century”. He also collaborates in various associations and teaches in some postgraduate and specialized courses at University of Barcelona.

Doug Hausner is currently the Associate Director for Industrial Relations and Business Development with the Engineering Research Center for Structured Organic Particulate Systems (C-SOPS) based at Rutgers University in New Jersey, USA. C-SOPS focuses on the science based development of pharmaceutical products and processes. C-SOPS is the largest academic/industrial research consortium focused on pharmaceutical applications, involving over 100 academic researchers, and more than 45 industrial partners.
Rodolfo J. Romañach is Professor of Chemistry and Site Leader for the Engineering Research Center for Structured Organic Particulate Systems at Mayagüez. His research involves near infrared and Raman spectroscopy and multivariate methods for continuous improvement in manufacturing.