Introduction
The importance of hot melt extrusion (HME) technology in the pharmaceutical industry is evident in the wide range of drug products that are currently marketed (Table 1)1. HME is utilized to produce various drug delivery systems such as pellets, granules, tablets (immediate and modified release), oral fast dissolving systems, transdermal and transmucosal delivery systems, transungual delivery systems and implants2. The advantages of employing the technology have been discussed in numerous review papers2-4. In this review article, we discuss major innovations in pharmaceutical HME technology during the past five years focusing on new instrumentation and polymers, processes using HME, and process analytical technologies (PAT).
Table 1. Currently marketed HME products with indication, route of administration, polymers used as matrix and duration of release, adapted from1

New Polymers for HME
Polyethyleneglycol-polyvinyl caprolactam-polyvinyl acetate grafted copolymer is a recently developed polymer used increasingly in HME for drug development. The polymer has an amphiphilic structure allowing it to act as both a matrix forming polymer and as a solubilizer of poorly soluble APIs in aqueous solutions. It has a low glass transition temperature of 70° and good thermal stability above 290°C5. Djuris et al. have demonstrated with a single screw hot-melt extruder that a mixture of carbamazepine and polyethyleneglycol-polyvinyl caprolactam-polyvinyl acetate grafted copolymer can be extruded to form a solid dispersion as predicted by their thermodynamic model3. In another example, the oral bioavailability of valsartan was improved by melt extrusion with this copolymer and the addition of a nonionic surfactant, vitamin E TPGS6.
Another HPMC has been engineered specifically for use in HME and offers reduced glass transition temperature compared to conventional HPMC (105-115°C vs 170-180°C) which makes it more suitable for processing HME extrudates. This HPMC HME has increased solubility in organic solvents which makes it suitable for a greater variety of applications beyond the typical HME processes.
Lab-Scale Twin Screw Extruder
In early phase drug development, it is common to work with very limited quantities of API. This has sharply limited the ability of pharmaceutical scientists to evaluate HME for pre-clinical studies. Recently, a lab-scale compounding twin screw extruder has been developed that offers a high speed, high energy, twin screw extruder featuring 16 mm diameter screws with 1mm flight depth. This twin screw extruder can produce as little as 20g of extruded material, a significant improvement over previous generation lab-scale instruments. Despite ongoing debate related to process scale up from lab to manufacturing scale of HME drug products, the advent of small scale instrumentation is an important advance.
New HME Processing Streams
While HME technology on its own has been utilized for designing drug delivery systems for some time, there have been recent advancements in drug delivery technologies by coupling HME with additional technologies. A nano-extrusion process (NANEX) was utilized to produce solid nano-formulations of phenytoin by Baumgartner et al5.
The process (Figure 1) involves aqueous media milling of phenytoin with a stabilizer (which is directly fed into a twin screw extruder) where it is incorporated into molten polymer as the water is removed by devolatilization. The process yielded nano-suspensions of phenytoin which had 184-fold higher aqueous solubility when compared to bulk phenytoin. Reduction in particle size clearly had an impact on kinetic solubility as well. This was shown in the dissolution of the nanoextrudate which had a faster rate and higher dissolution compared to both the bulk API and bulk extrudate. This sequential, continuous process for developing nano-suspensions of APIs may be useful for improving dissolution of other poorly water soluble APIs as well.
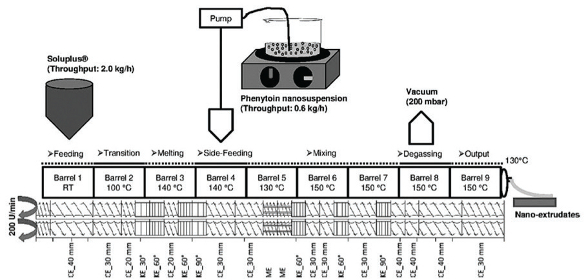 Figure 1. Schematic drawing of the NANEX nano-extrusion process.
Figure 1. Schematic drawing of the NANEX nano-extrusion process.Patil, et al. have developed a new continuous process utilizing a combination of HME and high pressure homogenization (HPH) to produce solid lipid nanoparticles9. The API is combined with the lipid phase before the addition into an aqueous surfactant solution. The lipid and aqueous phases are emulsified by the high shear conditions in the extruder. The emulsion then enters the HPH for terminal particle size reduction. In comparison to conventional methods the nanoparticles prepared by this two-stage process exhibited smaller particle size, reduced polydispersion index and lower zeta potential. This combined process of HME and HPH can be useful in producing solid lipid nanoparticles for controlled drug delivery and improved bioavailability by enhanced dissolution due to increased surface area.
In another example, the combination of thin film freezing (TFF) and HME has been studied by Lang et. al.10. In their work, a nanostructured amorphous solid dispersion of itraconazole and HPMCAS (hypromellose acetate succinate) was prepared by Tffwhere the polymer and API were dissolved in a solvent then the droplets of the solution were frozen on a Tffapparatus inside a low humidity chamber followed by lyophilization. Although Tffprovides a large surface area through its process, the dissolution of API is not immediately improved because of the hydrophobic nature. Therefore, HME technology was combined to incorporate surfactants and hydrophilic carriers into the Tffprepared solid dispersions. The incorporation of hydrophilic carriers resulted in increased dissolution of itraconazole at low pH due to improved wetting. With higher concentrations of surfactant in the formulation, dissolution seemed to improve further. In this study, one surfactant was semisolid at room temperature while the other, was solid at room temperature which limited the use of the semisolid surfactant mixture for HME processing.
Predictive Models for HME Processing Parameters
Optimization of intermolecular interactions between API and polymers has been shown to be critical for successful HME products, especially those that produce amorphous solid dispersions of API3,4,11,12. Interactions between the API and polymer, and their miscibility/ solubility can affect the drug loading, physical and chemical stability and processability. Therefore, prediction models utilizing empirical approaches and thermal analysis have been constructed to predict API-polymer interactions and miscibility with rapid, reliable results13,14. Rheological measurements of API-polymer melts have been used as estimation guides to optimize HME processes3,11. By identifying both the softening temperature of the melt and the viscosity, Sarode, et. al. were able to successfully estimate the required extruder speed and process temperatures prior to processing the formulations11. The flow behaviors of API-polymer melts are dependent on time, shear and/or extensional deformation, and deformation rates, all of which need to be controlled by adjusting the process parameters and/or the materials used in the extruder. Clearly it is important to know the rheological characteristics of the formulation melt to be able to optimize the HME process. Advances in our ability to model extrusion parameters are accelerating the development of new HME-based formulations.
Process Analytical Technologies for HME
As a manufacturing technology, HME has the advantage that it is a continuous process rather than a batch process. Therefore, it does not require collection of samples from different batches to conduct off-line analytical testing which is time-consuming, expensive and inefficient. Additional regulatory burdens such as batch to batch variability are also avoided. The use of in-line real-time process analysis enables the quality of the end product characteristics to be predictable15. Both Raman and NIR spectroscopies are non-destructive, fast in-line measurement tools that can monitor changes occurring in formulations during HME processing. In a study conducted by Saerens, et. al, Raman spectroscopy was used to simultaneously monitor in-line API concentrations and solid state properties of the extrudates15. The API concentrations in the extruded materials were visibly distinguishable in the Raman spectra and, further, principal component analysis of the spectra found two principal components covered nearly all of the spectral variation. Partial least squares analysis of the Raman spectra using two components was conducted to predict API concentrations in unknown HME processed samples. The results showed successful prediction with predicted values versus observed API concentration values were highly linear (R2=0.997). Raman spectra obtained during the process showed changes in the solid state of the API from crystalline to amorphous. Near infrared (NIR) spectroscopy is another tool used to monitor in-line HME extrudates. Similar to Raman spectroscopy, NIR analysis of HME extrudate can give both quantitative and qualitative information. Islam, et. al. were able to predict API concentration in unknown samples during the HME process utilizing in-line NIR spectroscopy16.
Conclusions
In this review article we have presented key advancements in HME technology over the past five years. The introduction of novel polymers for HME will help to alleviate current limitations imposed by drug-polymer matrix incompatibilities. New process streams that couple HME with other technologies (e.g. nano-suspension, HPH, TFF) can yield higher performing formulations. Predictive models are now streamlining the developmental phases of HME by reducing the need for extensive experimentation. It has been shown that HME continuous processes can effectively be optimized by utilizing PAT. Spectroscopic techniques such as NIR and Raman can monitor both the drug’s solid state and concentration in real time. These recent innovations should encourage the pharmaceutical industry to use these enhanced HME technologies to produce advanced drug delivery systems for superior clinical drug therapies.
Author Biographies
Kaoru Tominaga has been a Senior Scientist with Ascendia Pharmaceuticals LLC since 2013. Her research interests are in amorphous solid dispersion systems to improve solubility of poorly soluble drugs. She holds a Ph.D. in Pharmaceutical Sciences from the University of Rhode Island.
Beverly Langevin is Director of Discovery Pharmaceutics at Ascendia Pharmaceuticals LLC. She is a practicing registered pharmacist and has worked in large pharma for 15 years. Beverly holds degrees in pharmacy from the Philadelphia University of the Sciences and a Ph.D. in Pharmaceutical Sciences from the University of Michigan.
Edward Orton works with Prescient Drug Delivery Consultants LLC where he specializes in small molecule formulation chemistry. He has more than 25 years’ experience in the pharmaceutical industry. Edward holds a Ph.D. in organic chemistry from the University of Washington.
References
- M. Stanković, H.W. Frijlink, W.L.J. Hinrichs, Polymeric formulations for drug release prepared by hot melt extrusion: application and characterization, Drug Discov Today, 2015, 20, 812-823.
- M.A. Repka, S. Majumdar, S.K. Battu, R. Srirangam, S.B. Upadhye, Applications of hot-melt extrusion for drug delivery, Expert Opin Drug Del, 2008, 5, 1357-1376.
- J. Djuris, I. Nikolakakis, S. Ibric, Z. Djuric, K. Kachrimanis, Preparation of carbamazepine- Soluplur® solid dispersions by hot-melt-extrusion, and prediction of drug-polymer miscibility by thermodynamic fitting, Eur J Pharm Biopharm, 2013, 84, 228-237.
- J. Aho, J.P. Boetker, S. Baldursdottir, J. Rantanen, Rheology as a tool for evaluation of meltprocessability of innovative dosage forms, Int J Pharm, 2015, 15 available online
- R. Baumgartner, A. Eitzlmayr, N. Matsko, C. Tetyczka, J. Khinast, E. Roblegg, Nanoextrusion: A promising tool for continuous manufacturing of solid nano-formulations, Int J Pharm, 2014, 477, 1-11.
- J.Y. Lee, W.S. Kang, J, Piao, I.S. Yoon, D.D. Kim, H.J. Cho, Soluplus®/TPGS-based solid dispersions prepared by hot-melt extrusion equipped with twin-screw systems for enhancing oral bioavailability of valsartan, Drug Des Devel Ther, 2015, 9, 2745-2756.
- Dow AffinisolTM polymers for solubility enhancement, 2015.
- C. Martin, Nano-scale compounding via hot melt extrusion (HME), Pharm Technol, Oct 22, 2010.
- H. Patil, V. Kulkarni, S. Majumdar, M.A. Repka, Continuous manufacturing of solid lipid nanoparticles by hot melt extrusion, Int J Pharm, 2014, 471, 153-156.
- B. Lang, J.W. Mcginity, R.O. Williams III, Dissolution Enhancement of itraconazole by hotmelt extrusion alone and the combination of hot-melt extrusion and rapid freezing-Effect of formulation and processing variables, Mol Pharm, 2014, 11, 186-196.
- A.L. Sarode, H. Sandhu, N. Shah, W. Malick, H. Zia, Hot melt extrusion (HME) for amorphous solid dispersions: Predictive tools for processing and impact of drug-polymer interactions on supersaturation, Eur J Pharm Sci, 2013, 48, 371-384.
- Y. Li, H. Pang, Z. Guo, L. Lin, Y. Dong, G. Li, M. Lu, C. Wu, Interactions between drugs and polymers influencing hot melt extrusion, J Pharm Pharmacol, 2014, 66, 148-166.
- S.O. Kyeremateng, M. Pudlas, G.H. Woehrle, A fast and reliable empirical approach for estimating solubility of crystalline drugs in polymers for hot-melt extrusion formulations, J Pharm Sci, 2014, 103, 2847-2858.
- R.A. Bellantone, P. Patel, H. Sandhu, D.S. Choi, D. Singhal, H. Chokshi, A.W. Malick, N. Shah, A method to predict the equilibrium solubility of drugs in solid polymers near room temperature using thermal analysis, J Pharm Sci, 2012, 101, 4549-4558.
- L. Saerens, L. Dierickx, B. Lenain, C. Vervaet, J.P. Remon, T. DeBeer, Raman spectroscopy for the in-line polymer-drug quantification and solid state characterization during a pharmaceutical hot-melt extrusion process, Eur J Pharm Biopharm, 2011, 77, 158-163.
- M.T. Islam, M. Maniruzzaman, S.A. Halsey, B.Z. Chowdhry, D. Douroumis, Development of sustained-release formulations processed by hot-melt extrusion by using a quality-bydesign approach, Drug Delivery and Translational Research 2014, 4, 377-387.