Department of Chemical Engineering
Department of Chemical Engineering
- Massachusetts Institute of Technology, Department of Chemical Engineering
Abstract
Continuous manufacturing has received increased attention as a way to increase product quality and reduce costs and risk. This article provides an introduction to continuous manufacturing, the selection of control strategies for each critical quality attribute, and the effective use of modular plant-wide simulation. The main concepts are illustrated for a small-molecule pharmaceutical pilot plant and a bench-scale biologic drug manufacturing platform, each with total manufacturing times less than 50 hours. Additional challenges associated with biologic drugs are discussed. Aided with in-line process analytical technology, plant-wide automated control was designed and implemented to satisfy specifications on the critical quality attributes.
Keywords
Continuous manufacturing, process control, pharmaceuticals, biologic drugs
Introduction to Continuous Manufacturing and Control Strategies
Continuous manufacturing has been implemented in many industries1,2 to improve product quality and reduce costs, with recent advances being to pharmaceuticals1,3 and its fastest growing subcategory, biopharmaceuticals.2,4 Compared to conventional batch manufacturing, continuous manufacturing has a shorter development timeline, easier scale-up, flexible manufacturing to meet variations in market demand, better quality control associated with higher sampling and increased uniformity, and lower equipment, development, and manufacturing costs.
Several definitions for “continuous” have been proposed. Probably the simplest definition is that continuous manufacturing “integrates continuous unit operations (capable of processing continuous flow input for prolonged periods of time) with minimal hold volume in between.”2 While this definition is accurate, useful, and succinct, it does not provide guidance as to how to best design continuous manufacturing processes. A vision for the future of continuous pharmaceutical manufacturing pursued at MIT employs four concepts5 : continuous flow, end-to-end integration, a systems approach, and an integrated control strategy. These four concepts apply to two case studies discussed in this article.
The main goal in the development of continuous manufacturing processes is to satisfy specifications on critical quality attributes (CQAs).1,6 CQAs are material properties to be controlled within bounds to ensure that all product characteristics are within specifications.6 As for batch processes, process development for continuous manufacturing includes four steps:4,6,7 (1) defining the target product profile (TPP), (2) identifying the CQAs associated with the TPP, (3) understanding the impact of critical process parameters (CPPs, aka process inputs) on CQAs, and (4) selecting and implementing appropriate manufacturing and control strategies based on an evaluation of risks. Steps 1 and 2 are specified by the consumer needs, and the purpose of Step 3 is to provide information needed for Step 4. Four strategies are available for defining the control of each CQA in Step 4, starting from the most preferred from the point of view of achieving the highest degree of understanding and product quality (Figure 1)1 :
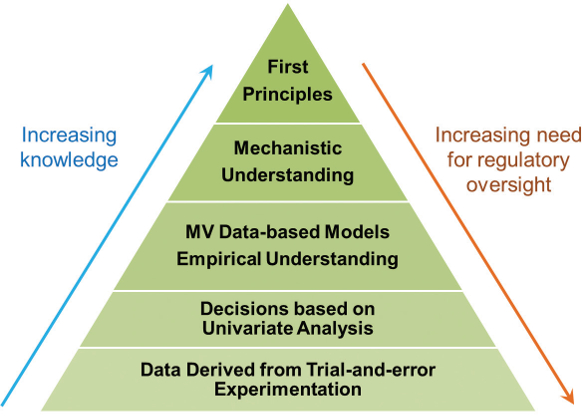 Figure 1. Knowledge pyramid for model-based decision making. Higher layers in the pyramid correspond to greater knowledge, more informed and better reliability of decision making, and lower requirements for regulatory oversight. Adapted from Ref. 15.
Figure 1. Knowledge pyramid for model-based decision making. Higher layers in the pyramid correspond to greater knowledge, more informed and better reliability of decision making, and lower requirements for regulatory oversight. Adapted from Ref. 15.- Direct and reliable measurement of the CQA during the manufacturing process.
- Prediction of the CQA based on a first-principles model that is fed measurements of related variables.
- Prediction of the CQA based on an empirical or semiempirical model (e.g., response surface map, chemometrics model) that is fed measurements of related variables.
- Operation of associated CPPs to lie within a design space, that is, some specified combination of variables determined from offline studies.
The first three strategies can be used in feedforward and feedback control schemes, while the last strategy is open loop (feedforward control only). In feedforward control, manipulations are made in response to measurements of disturbances, and are not able to force the CQA towards any specific target values - the best that feedforward control can do is to keep the CQA within some range. In feedback control, manipulations are made in response to measurements or estimates of the CQA, and so can force the CQA towards a target.1 That latter capability means that a manufacturing process that employs feedback control of a CQA can both achieve lower variability in product quality and is easier to scale up than employing the open-loop design space strategy. The design space strategy also typically requires much more experiments and time to develop and is more complicated to apply to an entire continuous pharmaceutical manufacturing plant due to interactions between processes.8 Use of a design space is required when the first three strategies are unavailable, possibly due to limited sensor capabilities or availability of first-principles understanding (e.g., for characterizing post-translational modifications). Improved quality assurance can be achieved through combining methods, or by implementing multiple sensors for the first strategy.1
The four strategies apply to control objectives for individual unit operations and for the entire plant. The CQAs of the final drug product are the CQAs at the plant level. Hierarchical decomposition can be used to define intermediate CQAs and CPPs to reduce complexity.7 The controllers for individual unit operations (lower level) can be coupled to a higher level (aka supervisory) control layer which sends set points to lower level controllers for CQA assurance.1 The disturbances and their effects on process variables should be systematically characterized before implementation, to reduce risks and provide the highest degree of quality assurance. Details are elaborated in the two examples in the next two sections.
Plant-Wide Control of Small-Molecule Pharmaceuticals Manufacturing
The MIT-Novartis end-to-end continuous small-molecule pharmaceutical pilot plant (Figure 2) demonstrated the manufacture of tablets of aliskiren hemifumarate, a direct renin inhibitor, starting from a chemical intermediate.9 The CQAs included solvent content, total impurity level, and dosage of active pharmaceutical ingredient (API).7 The system was composed of many connected unit operations (Figure 2), performing all intermediate chemical reactions and separations, drying, and formulation.7 Collectively, the plant had more than twenty process parameters to be set as fixed values or manipulated by controllers to suppress the local or downstream effects of disturbances. The time scales (aka residence times) of the unit operations covered a wide range, from less than 0.1 hour in the filters (W1 and W2) to 15 hours for the packed column (S5),9 so the associated controllers operated at very different time scales.
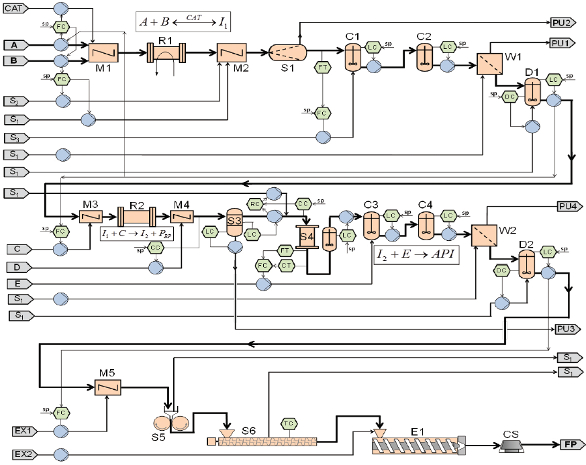 Figure 2. Process flow diagram showing the major unit operations and most of the controllers for a continuous pilot plant for the manufacture of aliskiren hemifumarate,9 with some of the lowest level controllers such as for the reactor not shown. The major units are reactors (R), separators (S), crystallizers (Cr), filters/washers (W), dilution tanks (D), an extruder (E), and a coating station (CS).9 Control components include temperature controllers (TC), pressure controller (PC), ratio controller (RC), level controller (LC), concentration controller (CC), flow controller (FC), with their corresponding transmitters (e.g., CT for concentration transmitter) and control set points (sp). Adapted from Ref. 9.
Figure 2. Process flow diagram showing the major unit operations and most of the controllers for a continuous pilot plant for the manufacture of aliskiren hemifumarate,9 with some of the lowest level controllers such as for the reactor not shown. The major units are reactors (R), separators (S), crystallizers (Cr), filters/washers (W), dilution tanks (D), an extruder (E), and a coating station (CS).9 Control components include temperature controllers (TC), pressure controller (PC), ratio controller (RC), level controller (LC), concentration controller (CC), flow controller (FC), with their corresponding transmitters (e.g., CT for concentration transmitter) and control set points (sp). Adapted from Ref. 9.The system complexity was addressed through a plant-wide control strategy. The satisfaction of the CQAs for this particular application was primarily assured by feedback controllers designed based on simplified first-principles models, with some use of feedforward control and empirical modeling of low-concentration impurities. The mathematical model of the entire operations was highly effective in predicting the product CQAs and evaluating the plant-wide control strategy. The plant construction was completed after a mathematical model of the dynamic operations of the entire plant predicted that all CQAs would be satisfied, which was confirmed during plant operation.7,9 The integrated control strategy that optimized the overall plant, instead of only isolated units, suppressed the effects of disturbances and uncertainties on product CQAs.7 This use of a virtual plant that simulates all dynamic operations enables a thorough investigation of proposed manufacturing and control strategies before the plant construction, which reduces risks. This approach also allows the low-cost investigation of novel technologies to provide confidence in the seamless integration with existing technologies in the plant.
Integrated Biopharmaceutical Manufacturing
 Figure 3. Simplified process flow diagram for an integrated and scalable cyto-technology biomanufacturing platform.4,10 The bioreactor operates in perfusion mode, with continuous flow to the downstream separation units (affinity chromatography and two consecutive polishing units), which all can be replicated and operated in parallel (not shown) so that bioreactor effluent can switch from one separation unit to the other whenever a separation unit reaches its capacity. After polishing, an ultrafiltration/diafiltration unit concentrates the solutions and exchanges buffer to produce the final formulation.4,10
Figure 3. Simplified process flow diagram for an integrated and scalable cyto-technology biomanufacturing platform.4,10 The bioreactor operates in perfusion mode, with continuous flow to the downstream separation units (affinity chromatography and two consecutive polishing units), which all can be replicated and operated in parallel (not shown) so that bioreactor effluent can switch from one separation unit to the other whenever a separation unit reaches its capacity. After polishing, an ultrafiltration/diafiltration unit concentrates the solutions and exchanges buffer to produce the final formulation.4,10An integrated and scalable system has been developed that implements biopharmaceutical manufacturing on demand, that is, manufacturing biologic drugs within days.4,10 Two of the biologic drugs that have been manufactured using this platform are human growth hormone and interferon-α2b - the latter of which has been used for a wide variety of indications, including viral infections and cancer. As illustrated in Figure 3, the cell line Pichia Pastoris is inoculated into a perfusion bioreactor for growth and biologic production. The cell culture fluid containing the biologic drug is continuously passed to downstream operations of purification (in this case, chromatography), concentration, and buffer exchange (ultrafiltration/diafiltration).
The same integrated approach used to design control strategies for small-molecule pharmaceuticals can be applied to biologic drug manufacturing.9,11 The software that simulates each individual unit operation can be implemented as a module, so that modules can be interconnected in a plug-and-play manner to create a plant-wide simulation. This approach allows different designs for unit operations to be swapped in or out of the simulation with minimal additional coding. Modern process simulation packages such as gPROMS®12 and Jacobian®13 are designed to accommodate such plug-andplay operation and can simulate multiple products and discrete operations, such as a bind-and-elute procedure for an individual chromatography column, or switching a bioreactor effluent stream between two columns.4 The numerical algorithms in such simulation packages can robustly simulate the nonlinear continuous and discrete operations that arise during the startup, shutdown, and intermediate operations of an integrated biopharmaceutical manufacturing plant. Such simulations with modular design can be implemented in more generic software such as Matlab®14, but only if by experts of numerical algorithms for mixed continuous-discrete simulation.4

Implementing continuous manufacturing for biologic drugs is more complicated than for small-molecule pharmaceuticals. While online measurements of some CQAs are available in biomanufacturing, such as ultraviolet/visible spectroscopy for protein concentrations and Raman spectroscopy for substrate and metabolite concentrations,4 robust and reliable commercial on-line real-time sensors are much less available than for small molecules. The relatively lower availability of such sensors means that the control strategies for biopharmaceutical manufacturing are more heavily weighted towards open-loop “design space” rather than close-loop feedback control. This weighting also occurs because first-principles understanding is less complete for some biomanufacturing processes, such as for the bioreactor where the cellular reaction-transport network that governs post-translational modifications is not fully elucidated. Although first-principles models can be constructed for most biomanufacturing unit operations,4 empirical or semi-empirical models are needed to describe less understood relationships. By integrating all of these model types, plant-wide simulations of biomanufacturing operations are a promising technology for accelerating process development and evaluating control strategies.
Closing
Continuous flow, end-to-end integration, a systems approach, and an integrated control strategy were articulated as key elements in continuous manufacturing process development and illustrated in two case studies with total residence times less than 50 hours. Four strategies for the control of critical quality attributes were discussed and compared, with the highest quality assurance provided by strategies that employ reliable real-time sensors and first-principles models. As such, efforts should be directed to advancing sensor technologies and the understanding needed to develop first-principles models, to provide the highest quality products for the consumers.

Acknowledgements
Novartis Pharmaceuticals is acknowledged for financial support.
References
- Myerson AS, Krumme M, Nasr M, Thomas H, Braatz RD. Control systems engineering in continuous pharmaceutical manufacturing. J Pharm Sci. 2015;104(3):832-839.
- Konstantinov KB, Cooney CL. White paper on continuous bioprocessing. May 20-21, 2014 Continuous Manufacturing Symposium. J Pharm Sci. 2015;104(3):813-820.
- Jiang M, Li Y-E, Tung H-H, Braatz RD. Effect of jet velocity on crystal size distribution from antisolvent and cooling crystallizations in a dual impinging jet mixer. Chem Eng Process Process Intensif. 2015;97:242-247.
- Lu AE, Paulson JA, Hong MS, Mozdzierz NJ, Stockdale A, Ford Versypt AN, Love KR, Love JC, Braatz RD. Control systems technology in the advanced manufacturing of biologic drugs. In: Proceedings of the IEEE Conference on Control Applications.; 2015:1505-1515.
- Badman C, Trout BL. Achieving continuous manufacturing. May 20-21, 2014 Continuous Manufacturing Symposium. J Pharm Sci. 2015;104(3):779-780.
- Pharmaceutical Development Q8(R2). International conference on harmonisation of technical requirements for registration of pharmaceuticals for human use, ICH Harmonised Tripartite Guideline; 2009.
- Lakerveld R, Benyahia B, Braatz RD, Barton PI. Model-based design of a plant-wide control strategy for a continuous pharmaceutical plant. AIChE J. 2013;59(10):3671-3685.
- Severson K, VanAntwerp JG, Natarajan V, Antoniou C, Thömmes J, Braatz RD. Elastic net with Monte Carlo sampling for data-based modeling in biopharmaceutical manufacturing facilities. Comput Chem Eng. 2015;80:30-36.
- Mascia S, Heider PL, Zhang H, et al. End-to-end continuous manufacturing of pharmaceuticals: Integrated synthesis, purification, and final dosage formation. Angew Chemie - Int Ed. 2013;52(47):12359-12363.
- Love JC. Towards Making Biologic Drugs on Demand. 4th International Conference on Accelerating Biopharmaceutical Development; 2015.
- Nagy ZK, Braatz RD. Advances and new directions in crystallization control. Annu Rev Chem Biomol Eng. 2012;3:55-75.
- gPROMS. London, U.K.: Process Systems Enterprise Ltd.
- Jacobian. Needham, Massachusetts, USA: Res Group Inc.
- Matlab. Natick, Massachusetts, USA: MathWorks Inc.
- Basic Principles of GMP. Geneva, Switzerland: World Health Organization; 2008.
Author Biographies
Mo Jiang received a Ph.D. in chemical engineering in 2015 at the Massachusetts Institute of Technology where he is currently a postdoctoral associate with Prof. Richard D. Braatz in the design of novel (bio)pharmaceutical crystallization processes. His research has been recognized by AIChE, ACS, and AAPS student awards.
Richard D. Braatz is the Edwin R. Gilliland Professor of Chemical Engineering at the Massachusetts Institute of Technology (MIT). He leads the control systems activities for the Novartis-MIT Center for Continuous Manufacturing and in the development of the Integrated Scalable Cytotechnology (InSCyT) Platform for Biopharmaceutical Manufacturing on Demand.