Technical Training & Development
Compression tooling and tablet press manufacturers are faced with ongoing challenges in the tablet manufacturing environments. Providing support in all aspects of the tablet compression process should be expected from your tooling and tablet press partner. These services should include: press operator training, maintenance/calibration services, quick delivery of replacement parts, tooling, tablet design and powder formulation support.
If changes to compression conditions do not address tablet quality problems, then changes to the formulation may be needed to remediate the problems. These changes can be time consuming and costly; in addition scale-up and post approval change (SUPAC) guidelines must be followed. It is important to perform compaction studies during the formulation development process, before final regulatory submission. This ensures formulation performance and will minimize the risk of post approval changes. The following examples of formulation performance evaluation were performed at the Natoli Institute for Industrial Pharmacy Research and Development at the Arnold and Marie Schwartz College of Pharmacy and Health Sciences on the Brooklyn New York campus of Long Island University.
Discussion
Developing a robust tablet formulation that can be scaled into product manufacturing without any issues can be a difficult challenge. Formulators and research professionals alike are tasked with the development process and must have an understanding of the science involved with powder compaction. Formulators must also maintain proper communication with the scale-up or manufacturing group, which can accelerate the time to achieve a marketed product with a higher return on investment.
Single-Station Tablet Presses
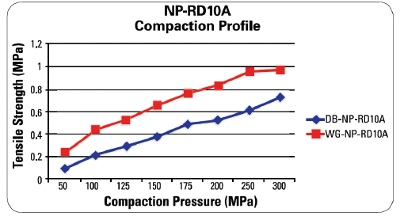 Figure 1.
Figure 1.Single-station tablet presses offer many advantages during early development. These machines require a very limited amount of material to characterize a potential formulation. The diefilling process can be performed manually, allowing the use of only a few grams of formulation. Characterizing just the active pharmaceutical ingredient (API) can also be performed on these machines allowing the scientist to select the appropriate excipients using the results of the compacted API to guide their selection. Figure 1 describes a tabletability profile performed on the Natoli NPRD10A singlestation tablet press. This example is of an evaluation of a high drug load directly compressible APAP (acetaminophen) formulation (DB) versus a wet granulated APAP formulation (WG).
There is an advantage to normalize the compression force for the punch tip face area and thus utilize compaction pressure instead of analyzing the data using the compression force (kN) values. With any new formulation, the compression force required is determined by the material properties and the tablet’s diameter and thickness. Performing a compaction study from 50MPa – 300MPa covers the typical pressure ranges for compressing pharmaceutical tablets of all sizes. Furthermore, by utilizing the tablets diameter and thickness, the tablet’s required breaking force is normalized for the tablet geometry. Tablet breaking force values (kilopond or Newton’s) are determined by post-compression testing. The values for breaking force are normalized by the tablet geometry yielding tablet tensile strength. Target tablet tensile strengths in the range of 1 to 2MPa are representative values for a robust tablet that will withstand normal handling and the coating operation.
 Figure 2
Figure 2.
Figure 2 depicts the tabletability profile performed on the BLP-16 rotary tablet press at 20-RPM turret speed for the dry blend and wet granulated formulations. The BLP- 16 rotary tablet press is a 16-station, “B” tool machine that is capable of running at variable turret speeds.
Although there is a cost advantage with directly compressible blends, as the equipment investment costs and process times are much lower, the profile (Figure 2) clearly shows that the wet granulation blend yields stronger tablets than the directly compressible blend throughout the compaction pressure ranges.
It is clear that the profiles shown in Figure 2 illustrate different results as compared to the Natoli RD-10A single-station tablet press data shown in Figure 1. This data is representative of what can be expected at the manufacturing level, since the manufacturing machines utilize the rotary press design with upper and lower compression rollers. Due to the rotary press design, the upper and lower punches are moving horizontally across the rollers in addition to moving vertically to compress the powder. Single station tooling can only move vertically for non-eccentric tablet designs in the tablet press. The movement difference changes the dynamics of the compression event and has an impact to the final tablet attributes as shown in Figure 2.
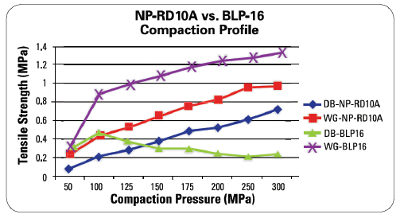 Figure 3.
Figure 3.Compaction profiles for the dry blend formulation and wet granulated formulation on both the Natoli NP-RD10A single-station and the BLP-16 rotary press are depicted in Figure 3. The wet granulated formulation run on the BLP-16 yields robust tablets above 1MPa tensile strength at a reasonable compaction pressure. In this range the addition of more compression force yields tablets with higher tensile strength, whereas the dry blend formulation exhibits capping above 100MPa of compaction pressure. It is clear that the wet granulated blend is the choice formulation and that the dry blend will likely fail on a larger scale rotary press.
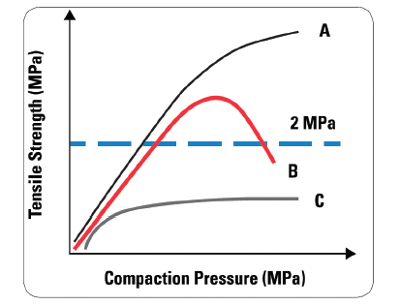 Figure 4.
Figure 4.Many factors can impact the tabletability curve including the powder deformation characteristics, particle size, shape, moisture content and proportion of powder fines. Variation in formulation performance is often traceable to changes in the properties of the API and excipients from batch to batch. It is crucial that your product has a robust tabletability profile as illustrated by profile A in Figure 4. Figure 4. is an illustration of typical compaction profiles for various formulations.
Profile B is an example of where your tablet attributes might be acceptable at the research level or even scale-up level due to lower compaction rates but fail at the higher levels of the manufacturing process. Operating too close to the peak of the curve or on the descending side does not give any flexibility to the press operator when issues are found, which is crucial due to the previously described variables. The use of pre compression can improve your tabletability profile as it de-aerates and consolidates the material before the main compression event but it is wise to save this tool as a back up when issues arise at the manufacturing level. Profile C indicates a poor tabletability profile and would not be acceptable tablet attributes. Developing a robust formulation will allow the manufacturing press operators to make press adjustments to solve these issues.
Another study that is valuable in the formulation development process is a strain rate study, where the compaction pressure is held constant. In this case we selected 150MPa since tablets were robust at this level, the turret speed was incrementally increased, and tablet attributes were evaluated.
Instead of evaluating tablet tensile strengths at different turret speeds, it is a more scalable approach to normalize for the turret pitch circle diameter, punch head flat diameter and evaluate the tablet tensile strengths as a function of dwell time (the time formulation is under maximum compression force in the die or when the punches are no longer moving vertically). Another important parameter to consider for press scalability is the punch vertical velocity or loading rate and the decompression event.
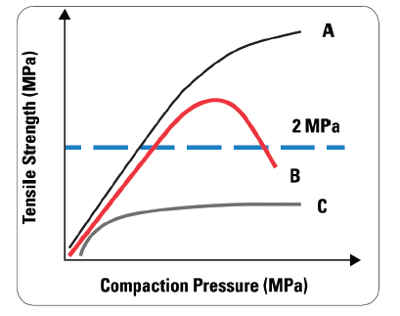 Figure 5.
Figure 5.In Figure 5 we can conclude that the wet granulated formulation is not strain rate sensitive at dwell times as low as 13 milliseconds. Ultimately the product will be produced on a high-speed manufacturing press and the dwell times can be calculated with further studies being performed at full scale. As most research presses are designed with smaller diameter turrets, reaching similar velocities as the manufacturing machines cannot be achieved, so your tooling head profile can be designed to simulate similar dwell times. (For further explanation see EPM November/ December 2015 “Pressing Points” by Natoli Engineering Company.)
With the many challenges in the pharmaceutical manufacturing world today, tooling and press manufacturers are your key partners in the support of delivering a quality product. Tablet manufacturing issues arise from many variables including operator training, maintenance/ calibration of equipment, and the formulation that is compressed.
Conclusion
Speed to market is important when developing and delivering a branded or generic medicine to the market. Despite the need to minimize drug product development time, the time invested in ensuring that your product and process are capable of not only clinical supply, but also full market supply has lasting value. It is crucial in the development process to optimize the formulation and evaluate tablet robustness from tabletability and scalability studies. This will help minimize the challenges faced at the manufacturing level and will allow the press operators to make press adjustments if there is a change in suppliers resulting in API or excipients with unexpected variability in their physical properties. Natoli Engineering Company offers hands-on training opportunities for formulation development and scale up to the tablet manufacturing process. For further information visit www.natoli.com..