If I wanted to talk to you about raw materials, would your ears perk up? No? You’re not alone. In fact, I’m surprised that you’ve read this far.
It’s not easy being a biopharmaceutical raw material. Sure, you know that you’re needed, only because on the rare occasion you show up late or you accidentally fail your entrance exam here or there, everyone freaks out. But what about all those times you reliably do your job and all the credit goes to those weakling viruses or those fragile little antibodies. It’s a thankless job. You’re always the first to be blamed whenever the process hiccups; that or those mysterious lab donkeys (i.e., assays). If A.A. Milne wrote of the hundred-acre biopharmaceutical facility, raw materials would inevitably play the role of Eeyore.
Maybe that’s why I like them so much? They’re the unsung hero of human medicinal product manufacturing. If all goes wrong, blame it on the raw materials. If all goes well, it’s because the process is robust despite the raw materials. But what if, for a day, raw materials were given their moment to shine, like the finest ingredients hand selected by a Michelin 3-star chef. Even chocolate bars are celebrated by the quality of their individual ingredients and they don’t prevent or cure cancer, at least not ‘officially’ (warning: clinical study pending as I take my sweet ole’ time collecting ‘data’ on that hypothesis…nom, nom, nom, nom). Yet I digress…
Still, if the hallmark of a gourmet meal is in the curating and pride in the individual ingredients, then why the perceptible lack of interest from the biopharmaceutical industry on raw materials? I was asked to write an article because I was scheduled to present at a convention in Boston at which approximately 5000 or so biopharmaceutical professionals apparently attend. But once there, that sense of being relegated to the ‘if we have time’ portion of the agenda crept in. Of four full days and approximately 150 bioprocessing related presentations eight were dedicated to raw materials, all of which were scheduled in series during the pre-conference symposia held the day before the main conference and convention was to begin. And while I thoroughly enjoyed those seven other presentations along with ~20 of my fellow pre-conference presenters intermingled with Welcome Reception early birds, I couldn’t help but wonder the discussions that might have transpired between the end to end biopharmaceutical manufacturers if the raw material specific presentations were offered to the broader conference attendees throughout the week. After all, last time I checked raw materials are undoubtedly essential to the development of lifesaving medicines and public health. I’ve never seen a drug product made without them.
Subscribe to our e-Newsletters
Stay up to date with the latest news, articles, and events. Plus, get special offers
from American Pharmaceutical Review – all delivered right to your inbox! Sign up now!
Admittedly, this is a bit of a blind spot for me. It seems so obvious that step 1 of biomanufacturing 101 is to fully understand the materials that you will be working with and then never take your eyes off them. Yet, it still surprises me the level to which raw materials are deprioritized in the technical discourse. I find raw materials and their infinite sources, functions, combinations, characteristics, and variability in biopharmaceuticals to be endlessly fascinating. Luckily, I’m not alone. My peers within the BioPhorum, Drug Substance Raw Material Variability workstream share my passion and together we decided to do something with it.
The BioPhorum (formerly known as BPOG) is an organization whose mission is to accelerate progress within the biopharmaceutical manufacturing industry by facilitating the collaboration of industry leaders and subject matter experts (SMEs). Raw Material SMEs from ~12 biopharmaceutical companies and two key suppliers worked intermittently for over a year to develop A Holistic Approach to Raw Material Risk Assessments Through Industry Collaboration, published September 2019, available to all for download on the BioPhorum website: https://www.biophorum.com/a-new-tool-for-assessing-raw-material-risk/.
The document provides an aligned industry perspective on the risks associated with raw material qualification within biopharmaceutical manufacturing and a step-by-step adaptable method to assess raw material risk. The deliverable is a comprehensive, practical working tool that does not demand exhaustive resources to prioritize proportionate risk effectively and efficiently. It should be noted that the working definition of ‘raw materials’ used to develop the risk assessment process includes excipients and ancillary raw materials only.
While I’m fairly certain that not a single member of the team would describe the process as easy, we were determined; determined to demystify biopharmaceutical raw material fit-for-function for all…in a single bound! Seriously though, I challenge anyone to find biopharma professionals as passionate about raw materials. Plus, it was fun! Yes, fun. Maybe not everybody’s idea of fun, but when you come together with strangers from all over the world who also spend > 40 hours a week dedicated to bettering the least popular topic on the agenda, it’s like meeting long lost relatives. Either that or we were giddy on the high that comes with realizing the person staring back at you is genuinely listening and interested.
The Raw Material Risk Assessment (RMRA) team was formed on the premise that the impact of risk would be differentiated by keeping the end in mind. A two-part goal was established to: 1) proactively identify risks to procured raw material fit-for-function, and 2) prioritize resources towards the mitigation of risks with the potential to interrupt raw material sourcing, as a strategy to ensuring biopharmaceutical drug product supply in support of patient safety and public health. The task ahead of us was obviously a large one, but the complexity had only just begun to reveal itself. Because the biopharmaceutical industry is operating to meet a broad spectrum of deliverables, what is considered a ‘fit’ for a particular ‘function’ changes significantly depending on the unique product (i.e., clinical development vs. commercial, sterile injectable vs. oral dosage, prophylactic vs. therapeutic) and the targeted patient population (i.e., vulnerable babies vs. healthy adults vs. immunocompromised). Further, proprietary intellectual property of both the raw material and biopharmaceutical manufacturing processes make truly revealing discussions on the details of shared experiences a bit of a difficult dance. But the greatest obstacle to industry alignment on raw material risk seemed to be from the raw materials themselves.

Unlike other procured materials, the same raw material consumed by one manufacturing process does not necessarily share the exact function or performance for all manufacturing processes. Common ingredients do not necessarily serve common functions and common functions can be achieved through a dizzying multitude of alternate ingredients. In biomanufacturing, raw material ‘like for like’ doesn’t really exist. Raw material composition, particularly naturally-derived materials, is not as exact a science as choosing materials of construction with properties to deliver form. Analytical standards are limited to raw material identification and characteristics and do not comprehensively address the unique quality and safety attributes needed within the tolerance of measurable dimensions of fit. Raw materials function through nuanced and diverse chemical, biological, and/or physical pathways that are often impossible to verify or visually affirm in real time, as one might with materials intended to function for physical containment or flow.
Iron supplementation of culture media is a classic example. Iron is necessary for cellular respiration and metabolism in cell cultures; without it the cells will stop growing and eventually die. Product development teams may choose to introduce iron through one or more of the compounds or salts thereof or hydrated or dehydrated forms thereof, not exclusive to: iron (III) phosphate, iron (III) pyrophosphate, iron (III) nitrate, iron (II) sulphate, iron (III) chloride, iron (II) lactate, iron (III) citrate, ammonium iron (III) citrate, etc. However, iron has both a beneficial and toxic effect that requires proper management in support of both the cell and the cell product quality. As the element occurs in two states: Ferric (III) and Ferrous (II), it can form a multitude of complexes with available biomolecules such as amino acids, nucleotides, physiological chelators, and proteins. The specific complexes are very important because they determine whether the iron is available to participate in cell growth, not available to participate, or capable of causing toxicity.1 Therefore, dependent on the proprietary process conditions developed to produce the novel ‘active’ (i.e., culture composition, pH, temperature, iron source, solubility, etc.), the relevant iron complexes formed will vary requiring bespoke optimization of iron delivery. Clearly iron needs to be present for all manufacturers employing cell culture, but the fit-for-function considerations go far beyond “add iron.”

In the absence of standard raw material properties and functions, the RMRA team set out to align on a process by which raw materials could be consistently qualified for fit-for-function. A standard set of risk attributes were defined for three key categories of fundamental qualification consideration: User Requirements, Material Attributes, and Supply Chain. Care was taken to identify risk attributes that would be applicable to all materials within the scope of the assessment regardless of unique or proprietary product, process, raw material, or supply chain circumstances. Proof of concept for this design consideration was demonstrated as the team aligned on examples for High, Medium, and Low scales of risk independent of specific case studies. In my opinion, that was a seminal moment for the team, because up until that point in time, it was still not clear if there was enough commonality amongst our biopharmaceutical companies to communicate a shared vision. The inherent challenge to aligning as an industry is that each of us speaking on behalf of our company were tasked with representing the unique ‘risk cultures’ or tolerance/aversion to risk-based decision making. However, once the team aligned on a common definition for risk (i.e., misalignment in risk attributes between the three qualification considerations) and found that we shared a sense of risk scale, we knew that we could deliver a standard yet adaptable approach to assessing risk.
With our new-found momentum and a clearer idea of our desired deliverable, the team established three principles:
- The methodology must be reproducible within a variety of contexts and not restricted to product-specifi c scenarios
- The rigor of the analysis must be adaptable to organizations of all sizes
- The quantitative tool used to distribute proportional risk must allow for flexibility and differing scales of risk tolerance.
Not only did the team challenge themselves to find commonality in a business where the creation of new lifesaving treatments is born out of the requirements to protect proprietary intellectual property, but there was a strong desire to deliver something useful. The methodology needed to be adaptable and not overly prescriptive to one ideology of risk differentiation or tolerance. The tool needed to be practical but not exhaustive. Most important to the team was the application of a quantitative means to distribute the risks proportionate to the least desirable risk realization as determined by the assessment team. Not only did we want the method to identify what the risks were, but we wanted to know which risks to mitigate first.
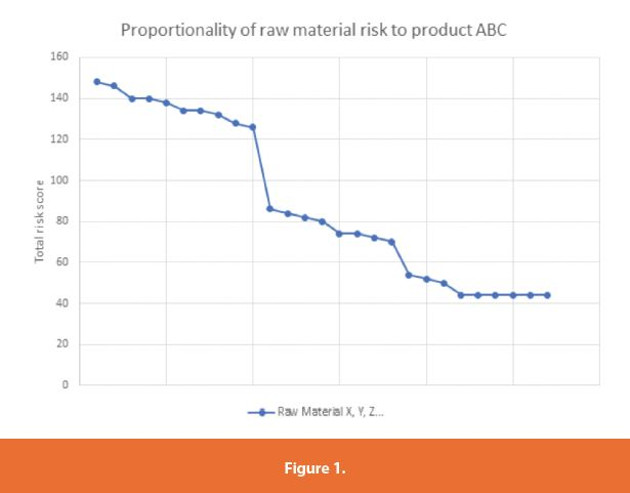
A version of a Quality Functional Deployment (QFD) tool was adapted for quantifying and proportioning risk. The QFD concept takes qualitative attributes defined by a team with shared deliverables (i.e., user demands) and transforms them into quantitative parameters for comparative analysis. Applied to raw material risk assessments in which both the presence of risk and impact of realization are quantified, QFD is a powerful means by which to visually differentiate risk to enable quick alignment on allocating resources. The following graph (Figure 1) is a summary of all associated raw materials (i.e., excipient and ancillary) within the end-to-end manufacture of a drug product using the QFD methodology. Each data point represents a unique raw material from a specific supply chain. The result is a prioritized list of at-risk materials and a clear picture of where to mitigate first.
A version of the QFD method discussed within this article has been in service within my department for the last several years. The ability to practically apply the tool concurrent with industry debate and scrutiny has resulted in a significantly better method for all. Further we experienced unexpected benefits that we were able to bring back to the team like knowledge management of nuanced process experience, temporary supply chain risks that might warrant additional oversight, or preliminary concepts for dual sourcing strategies. The methodology works best as a living business tool, confidential self-audit, because the QFD methodology means that there is never zero risk or a ‘norisk’ endpoint. The goal is not to eliminate the concept of risk, but to standardize the approach by which to interpret it on an ongoing basis. Fitting because as anyone who supports raw materials in the biopharmaceutical industry will tell you, there’s no point at which you ever really feel risk-free.
It’s not easy being raw material SME either. I think Kermit the Frog said it best in his It’s Not Easy Being Green anthem, “…and people tend to pass you over ‘cause you’re not standing out like flashy sparkles in the water-or stars in the skyyyyyyy.” It should be no surprise then when raw material SMEs jump at any opportunity to collaborate with industry peers, whether extended over the period of a year functioning as their second job or concentrated in a brief afternoon of presentation to attendees politely but quietly counting down the seconds to the open bar at the Welcome Reception. When you find yourself part of the cheering squad for the opening act you don’t squander opportunities to grab the mic on the main stage. The BioPhorum RMRA team worked diligently to convey the complexity, significance, and value of a thorough understanding of the raw materials essential to biopharmaceutical products and processes both initially and throughout the lifecycle of the product. If nothing else, we hope that our dedication to demystifying the unsung heroes of biopharmaceutical manufacturing serves to upskill the novice, inspire the experienced, and fortify the masters…. all in the name of raw material fun.
References
- Millipore Sigma Life Science Cell Culture Learning Center. Ferric and Ferrous Iron in Cell Culture information page. Available at: https://www.sigmaaldrich.com/life-science/cellculture/learning-center/media-expert/iron.html. Accessed September 13, 2019
Author Biography
Kara Quinn has over 25 years of experience in the Biopharmaceutical industry supporting large molecule (biologics & vaccine) development, commercialization, and licensure through a range of disciplines including Quality, Regulatory, Process Technology, and Clinical. Currently at Merck & Co., Inc., Kara serves as a subject matter expert in the fit-for-use qualification of procured raw materials.