Cell therapies are living drug products that continue to provide hope and promise to patients around the world. They are transformative biological medicinal products that can address unmet clinical need for a variety of indications, including oncology and infectious diseases. The clinical efficacy and therapeutic potential of these products are often established early on in their lifecycle. As such, companies work diligently to rapidly advance these therapies through late stage clinical development towards commercialization to ensure that these products can deliver on the hope and promise to patients in need.1
Although the clinical efficacy of these products is often established early on, the manufacturing and supply chain launch and scale-up requirements for autologous cell therapies are very complex and labor intensive. In most instances, the initial processes that are utilized to manufacture these products during clinical research programs are not robust and require significant development work for large scale production. Furthermore, personalized autologous cell therapy has brought supply chain principles from other industries that were initially a foreign concept to pharmaceutical and biotech companies, such as the distinction between Made-to-Order vs. Made-to-Stock manufacturing. When this is coupled with the intricacies of working with a living drug product that utilizes a patient’s own cells as the main raw material for manufacturing along with the critical vein-to-vein times that are needed for the refractory and relapsed patients that are typically the targets of these therapies, it isn’t difficult to recognize the challenges that companies face in launching and scaling-up production capabilities.
There have been great strides to address these challenges over the past few years, including the roll out and launch of new product platforms, such as allogeneic or off-the-shelf cell therapies,2 as well as a focus on process automation and streamlined analytics.3 Nonetheless, cell therapy is relatively still within its infancy from a pharmaceutical and biotech perspective that will continue to rapidly evolve over the years from both a process and product perspective. When considering the desires of organizations to develop and successfully launch multiple products that are likely based off of different product platforms (i.e. autologous vs. allogeneic, viral vs. non-viral delivery, etc.), it can clearly be seen that cell therapy manufacturing space will be at a premium. In fact, this is already the case.4
What are the key factors that organizations need to consider then when building multiproduct and multiplatform cell therapy manufacturing facilities? The key factors that need to be considered can fundamentally be broken down into Voice of the Customer, Engineering/Technical Design, and Regulatory Expectations, which will be further described.
The first factor that should be considered when building and scaling-up multiproduct and multiplatform cell therapy manufacturing facilities is understanding the needs of both internal and external customers. The first question that needs to be asked is how this facility aligns with the overall strategic business priorities and growth strategy for the organization. A multiproduct and multiplatform cell therapy manufacturing facility will require significant capital investment for an organization that will be driven by the organization’s overall product portfolio. A second question that needs to be asked is how this facility provides value to the business customers. How does this facility streamline the overall development process and simplify an asset’s pathway to commercialization? Likewise for patients and external customers, how does this facility focus on the aspects of patient safety, product quality, product efficacy, on time delivery, and cost that they care about? These questions are inherently associated to the Operational Excellence Principle of Voice of the Customer. Voice of the Customer focuses on what is “Critical to Quality” from the customer’s perspective, and can help identify new products/product mixes, establishing product specifications that are meaningful to the customer, and understand which eff orts will have the most impact on the customer. If the buildout and scale-up of a multiproduct and multiplatform facility does not align with the overall strategic vision for the organization or the needs of internal and external customers, then it is appropriate to re-evaluate such facility as part of the overall business plan. As such, an organization should first identify the business need when building multiproduct and multiplatform cell therapy manufacturing facilities.
A second factor that an organization should consider focuses on the engineering and technical design of the facility. As mentioned previously, cell therapy is relatively still within its infancy from a pharmaceutical and biotech perspective that will continue to rapidly evolve over the years from both a process and product perspective. A great degree of flexibility needs to be incorporated into the facility design to ensure that the organization can successfully manufacture its product portfolio today as well as account for new products/product mixes and new technology platforms. The key to addressing this challenge for an organization is to establish a continuous feedback loop between its functional groups with open lines of communication to avoid silos as demonstrated in Figure 1. Communication not unlike the Voice of the Customer concept will be key to developing a flexible facility allowing organizations to pivot around products and platforms.

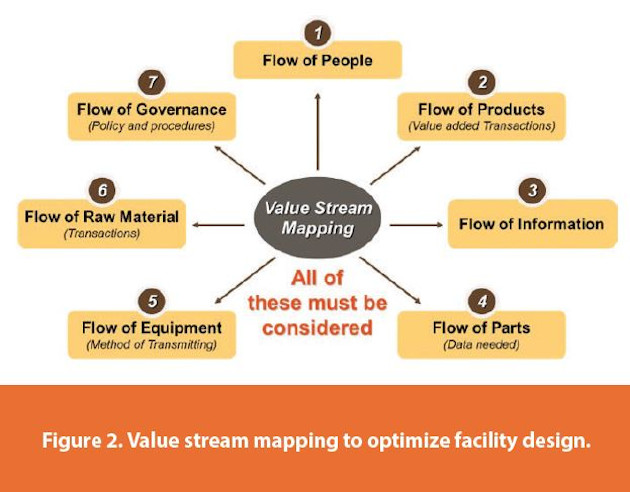
Another engineering concept that should be taken into consideration is an organization’s organic growth and the larger volumes of patients and batches that are to be expected as an organization progresses its product(s) through clinical development and commercial launch. This is critical from a supply planning perspective when thinking about drug product manufacturing slot allocation between clinical trial drug product and commercial drug product. As such, the overall design of the facility needs to account for this growth of individual programs/products to avoid constraints that may inhibit the ability to manufacture other products within the same facility. A business should develop a five to ten year roadmap for its facility that incorporates a facility master plan as new products/product mixes and new technology are introduced in addition to program expansion and scale-up. A key exercise in pulling this strategic plan together involves value stream mapping the overall business flow of the facility as shown in Figure 2. Value stream mapping will provide valuable information about the current state of an organization’s facility and/or design by linking material and information flows together that can be incorporated into facility master plans. Not only will this help in pulling together the facility roadmap, but it will also create a vision for operational improvements to support cost of goods (COGs), throughput time (TpT), and capacity.
Subscribe to our e-Newsletters
Stay up to date with the latest news, articles, and events. Plus, get special offers
from American Pharmaceutical Review – all delivered right to your inbox! Sign up now!
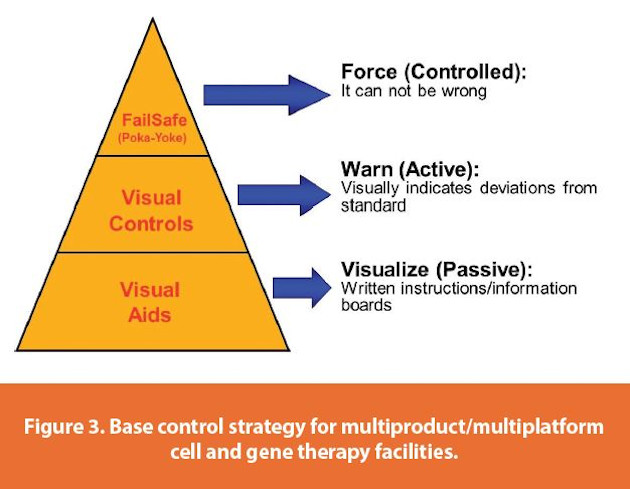
The third factor that an organization should consider is regulatory expectations. The first question that an organization needs to ask is whether this facility will be utilized to manufacture products on a regional or global scale. Although there have been efforts around the globe to standardize and align expectations for cell and gene therapy products across regulatory agencies,5 the expectations and requirements will still be different (i.e. FDA vs. EMA). Nonetheless, a key area that agencies will focus on as it relates to a multiproduct facility is the overall control strategy for product segregation and cross-contamination. They will also be focused on the chain of custody and chain of identity control strategy, which is pivotal to ensure the safety and efficacy of cell and gene therapy products. A risk-based approach will need to be utilized as part of the overall control strategy. The foundation that can be incorporated into an organization’s control strategy is illustrated in Figure 3. More specifically though, the control strategy will need to incorporate the following elements that are key for a manufacturing facility:
- Product Knowledge
- Quality Target Product Profile
- Critical Quality Attributes
- Process Understanding
- Material Attributes
- Process Parameters
- Critical Quality Attributes
- Process Control Strategy
- Encompasses all Aspects of Manufacturing
- Raw Material Specifications
- Final Product Release
- Parameter Controls for all Unit Operations
Although not an exhaustive list, the key factors that were described are critical for organizations to consider for the launch and scaleup of multiproduct and multiplatform cell therapy manufacturing facilities. When taken together these factors provide an overall framework for an organization by understanding the needs of both internal and external customers (Voice of the Customer), translating customer’s needs (Engineering/Technical Design), and complying with regional and/or global regulatory guidelines to ensure the safety and efficacy of the products that are manufactured within a facility (Regulatory Expectations). Essentially, the underlying principle that this framework is built around is communication. If an organization is unable to understand the needs of their customers (patient safety, product quality, product efficacy, on time delivery, and cost), translate those needs into the design and operation of its facility, and do so in compliance with regulatory guidelines and expectations, an organization will be unable to execute against the overall strategic business priorities and growth strategy for the organization. However, those organizations that can effectively execute against this framework will ensure success in advancing their cell and gene therapy portfolio of products through late stage clinical development towards commercialization through the launch and scale-up of a multiproduct and multiplatform manufacturing facility. This will also provide an organization the opportunity to successfully pivot around products and platforms in the future with the cell and gene therapy field expected to continue to rapidly evolve over the years with new products/product mixes, new technology, and new platforms. More importantly though, this will ensure that these cell and gene therapy products can deliver on the hope and promise to patients in need across a wide array of disease indications.
The content is solely the responsibility of the author and does not necessarily represent the official views of Legend Biotech, USA, Inc.
References
- Hinrichs CS, Rosenberg SA. Exploiting the curative potential of adoptive T-cell therapy for cancer. Immunol Rev. 2014;257(1):56-71. doi:10.1111/imr.12132
- Karantalis V, Schulman IH, Balkan W, Hare JM. Allogeneic cell therapy: a new paradigm in therapeutics. Circ Res. 2015;116(1):12-15. doi:10.1161/CIRCRESAHA.114.305495
- Moutsatsou P, Ochs J, Schmitt RH, Hewitt CJ, Hanga MP. Automation in cell and gene therapy manufacturing: from past to future. Biotechnol Lett. 2019;41(11):1245-1253. doi:10.1007/s10529-019-02732-z
- GlobalData Healthcare, 2020. Few CMOs Are Equipped To Manufacture Cell And Gene Therapies. [online] Pharmaceutical Technology. Available at: https://www.pharmaceutical-technology.com/comment/cell-and-gene-therapies-viral-vectors/ [Accessed 17 August 2020].
- Arcidiacono JA, Blair JW, Benton KA. US Food and Drug Administration international collaborations for cellular therapy product regulation. Stem Cell Res Ther. 2012;3(5):38. Published 2012 Sep 28. doi:10.1186/scrt129
Author Biography
John Tomtishen is currently employed by Legend Biotech where he serves as the Site Managing Director of Legend’s corporate headquarters in Somerset, NJ. John has oversight over Legend’s U.S. Manufacturing and Technical Operation teams and is responsible for developing robust global CMC strategies to ensure best-in-class, end-to-end manufacturing and supply chain capabilities for Legend’s cell and gene therapy product portfolio.