Robert Dream - Managing Director HDR Company, LLC
New technologies and innovative thinking are profoundly changing the biopharmaceutical drug production industry holistically, giving rise to “the factory of the future.” What will the factory of the future with respect to its structure, technologies, processes, and drug product deliver to the patient? What enablers will manufacturers need in terms of strategy, leadership, employee skills, IT infrastructure, regulatory oversight, and suppliers to make this a reality?
The factory of the future is an innovative vision on how manufacturers should enhance production by transforming manufacturing in three dimensions: plant structure, plant digitization, and plant processes.
Plant Structure
The plant structure of the future has a more flexible, multidirectional layout, with a modular interconnected, plug and play line setup and environmentally sustainable production processes. As an example, let’s consider a biomanufacturing drug substance system (from seed to bulk drug substance), (Figure 1);
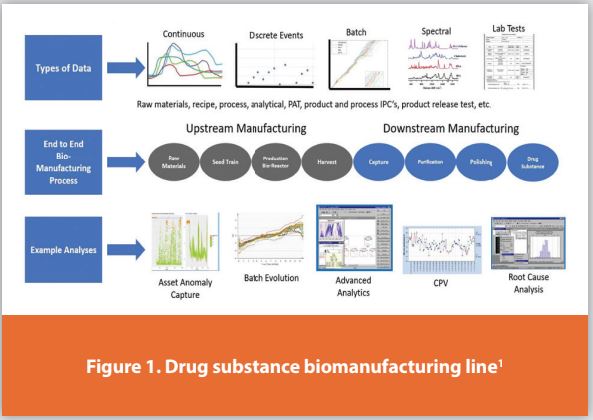
- End-to-End biomanufacturing process: all unit operations, USP and DSP
- Types of data collection: raw materials, recipes, analytical, PAT, product and process IPCs, and product release test
- Analyses: asset anomaly capture, batch evolution, advanced analytics, CPV, and root cause analysis
- Modular Line Setup: The plant structure of the future has interchangeable line modules and production machinery that can be easily reconfigured. The units are designed and manufactured as closed system standalone units as well as interconnected with the rest of the line physically and digitally, as seen in Figure 2.
- Sustainable Production: The factory of the future is designed for ecologically sustainable production, including the efficient use of energy and materials.
- Multidirectional Layout: The factory of the future deploys a multidirectional layout utilizing design space, QbD, automation, plug and play, smart equipment/systems in which products are produced/ manufactured on driverless transport systems and individually guided through production by communicating with production machinery/systems. Product driverless transport systems, guided by automation with the use of digital sensors and innovative control hierarchy identification technology on the floor, move the product through the manufacturing process system/ units. Such systems enable production equipment line layout changes to be made quickly.
The cyber, physical, and digital world connectivity/relationship (Figure 4);
Digitization
Drug product manufacturers are increasingly using digital technologies. Plant digitization would be highly relevant in near and far futures. Companies are enabling smarter automation and promoting efficiency in various ways. In the smart factory all equipment, devices, computers, and systems are connected. This will create an environment rich for big data analysis and self-correcting procedures, approaching a zero-downtime solution.
- Smart Robots. Robots can perform more complex tasks than human workers can. Robots can also collect information from each work task being produced and automatically adjust their actions to its characteristics (CMA, CPP, and CQA). Also, this will eliminate the introduction of viable particulates into the workspace eliminating product contact, and product adulterations in the process. Robots can collaborate with humans without protective fences.
- Implementing Additive Manufacturing. Manufacturers are implementing 3D printing tools and components for on-demand manufacturing.
- Employing Augmented Reality. The use of augmented reality, such as through smart glasses, enables employees to see information as an overlay on their visual field. This assistance is especially helpful in operation, maintenance, logistics planning, and inspections/audits (internal, external, and regulatory).
- Applying Production Simulations. Manufacturers are using real-time, 3D representations of production to optimize processes and material fl ows, e.g.; digital twins, AI, etc.
- Developing Immersive Training. Training methods have been developed that use 3D simulations to help operators learn in a realistic environment.
- Implementing Decentralized Production. Companies are using advanced technology to enable communication among work products, machines, and people, thereby creating autonomous production processes.
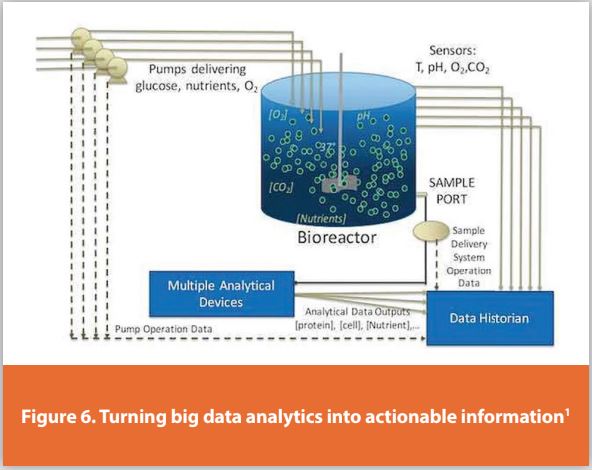
- Using Big Data and Analytics. Manufacturers are using applications to automatically analyze large amounts of data. To produce drug products to improve and maintain quality.
To be effective, Big Data analytics must deliver on the end-user experience, and not on the hype associated with artificial intelligence and machine learning.
Plant Processes
By using new digital technologies, manufacturers are taking lean management to the next level and exploiting its full potential. Optimizing plant processes will be even more important in the future. It is important today that the four key elements of lean management that are being further enhanced by digital technologies are patient centricity, patient safety, continuous improvement, and continuous process verification (CPV).
- Patient Centricity: Drug manufacturers are gaining a better understanding of patient needs by, for example, applying big data analytics to obtain insights into how patients use products. Companies are, in turn, using these patient insights to improve their product designs and production processes. Companies are also envisioning using new technologies to allow patients to provide input regarding the production of their personalized illnesses requirement by bringing patients into the picture (Autologous Cell & Gene Therapy Manufacturing).
- Continuous Improvement: Manufacturers are using a wide variety of new technologies to perform more value-adding activities and to continuously improve production processes. Implementing software that analyzes data about its production in real-time (RTRT). The software monitors process adherence and recognizes trends. It automatically transmits information about deviations to control system and operators, allowing them to improve the process accordingly.
A Fully Integrated Value Chain
In the factory of the future, the value chain - made up of suppliers, manufacturing, manufacturing line modules (equipment and systems), and the patient - will be fully integrated, blurring traditional boundaries. Throughout the value chain, manufacturing will be facilitated by the comprehensive integration of IT systems and the availability of all required production data. Within a company, this integration will strengthen connections across R&D, clinical, commercial production, sales, and other functions. For example, accelerated product testing and data harvesting by setting up a production in which all unit operations are fully integrated using sensor systems and software. Such integration will also be possible outside a company’s boundaries, creating real-time connections with suppliers and patients. Suppliers, for example, will be able to adjust the parameters for a specific system on the basis of data provided by the supplier. End users will be able to view the production of their systems in real-time and request last-minute changes. Integrated value chains will be relevant in the near future. These overwhelmingly recognize the benefits: reducing costs as well as improving production flexibility, quality, and speed.
- Innovative solutions to meet market demands and manage increasing complexity using proven technologies
- Ways to achieve new levels of operational excellence through a digital transformation journey
- The approach to transform a supply chain into a higher-performing modern value chain network
System Integration and Control
In getting the system integration and control in place, the control systems should be integrated, meaning that integration engineers combine hardware and software from multiple suppliers into a single solution. Control system integration provides control, automation and information solutions for manufacturers. In a simple outline;
- Understand the interaction between unit operations;
- Ensure stable operation
- Helps support feedback/feedforward controls
- Impact of residence time distributions
- Impact of recycle loops (the effects of recycling loops)
- Characterize propagation of changes and disturbances throughout the system;
- Understand interface between different lots of raw material
- Be able to isolate bad material from disturbances
- Have an integrated data acquisition system overall unit operations;
- Manage data from all on-line/in-line measurement/ data-harvesting systems
The Enablers
To realize the vision of the factory of the future, manufacturers must address topics related to three enablers: strategy and leadership, employee skills, and automation-control-IT infrastructure. Companies must make the factory-of-the-future strategy an integral part of their corporate strategy and adapt their leadership styles to new ways of working. Manufacturers also must focus on building a workforce with the new set of skills required for performing technology-centered production tasks. Finally, companies must install the needed automation-control-IT infrastructure that supports connectivity throughout the value chain while ensuring the security of data.
Strategy, Governance and Leadership
Manufacturers must include their strategy for implementing the factory of the future as an element of their overall company strategy and put in place organizational structures that promote rigorous governance. Manufacturers must set issues relating to the organization as a major challenge. Companies must address three organizational requirements:
- Strategy: The strategy for implementing the factory of the future must be anchored in the overarching company strategy. The factory-of-the-future strategy is a major challenge. Many companies lack a strategic vision to guide a structured implementation process.
- Governance: To realize their vision, manufacturers must put in place organizational structures (such as clear responsibilities for steering and coordinating all efforts related to the factory of the future) and define the processes required to ensure that their factory-of-the-future strategy is translated into implementation actions. Governance as a major challenge, with the main issues being lack of communication among departments, unclear responsibilities, and insufficient management commitment.
- Leadership: An advisory leadership style will be more important in the factory of the future, while an authoritarian style will be less relevant. Transformational and group-oriented leadership will also gain in importance.
Employee Skills
Although the greater use of robotics and computerization will reduce the number of positions on the production line, the number of manufacturing jobs requiring skills in automation-control-IT and data science will increase. It is expected that the pharmaceutical industry will employ more workers with automation-control-IT skills, need more workers with competencies in maintenance and quality control, while needing less people with production planning and logistics skills. These additional staffing resources will be needed to respond to the insights provided by the trove of new data available.
Recognizing that they need to adapt their workforce to the factory of the future, employee skills are seen as a major challenge. Employers must implement new approaches to qualify their employees and ensure that the right skills are in place. To ensure that their workforce evolves appropriately, companies must focus on building technical and social competencies;
- Technical: Manufacturers need to strongly focus on technical skills and backgrounds when training or hiring employees. It is expected that capabilities in automation-control-IT, electronics, and “mechatronics” (combined mechanical, electronic, and IT skills) will be more relevant in 2030, while purely mechanical skills will be less relevant.
- Social: The pace of change in the factory of the future means that workers must be willing and able to continuously learn new skills. Rather than primarily performing repetitive tasks, they will often be called upon to solve problems as members of interdisciplinary teams. It is seen that each of the four key social competencies - learning capacity, teamwork, responsibility, and problem-solving - as relevant for 2030.
- Training: Manufacturers cannot expect workers to build the necessary technical and social competencies on their own. To successfully transition to the factory of the future, manufacturers need to develop an approach to training and qualifying workers. Further training of employees is the main route to building the required skills.
- Technology-Based Learning: The new generation of workers wants training options that enable flexibility in terms of where and when instruction is available. Self-learning programs on mobile devices, not slide presentations in a classroom, are the preferred way to obtain information. There is a need to offer innovative, technology-based learning. Learning by doing, e-learning, and immersive training using virtual environments is more relevant.
IT Infrastructure
Automation-control-IT infrastructure is a major challenge. Two related requirements must be addressed:
- Cloud and Connectivity. Manufacturers need plant-wide connectivity infrastructure and technology to capture and store relevant production data. Using private cloud services as a central platform for data storage and software as a service will increase in importance, but manufacturers will be skeptical about using public cloud services. The two main challenges for improving plant-wide connectivity are lack of network standards and poor network infrastructure.
- Data Security. Enhanced supply chain connectivity is essential, but safeguards are required to ensure the secure exchange of data. Indeed, data security is a major concern of any organization. Data security is a major challenge, and every manufacturer has concerns over the uncertainty of data ownership.
The Smart Factory
The defining characteristics of the smart factory are:
- Visibility
- Connectivity
- Autonomy
Factories have long relied on automation, but smart factories take this concept much further and are able to run without much human intervention. Through the use of modern technologies, the smart factory systems can learn and adapt in near real-time or real-time, enabling factories that are far more flexible than those of the past.
Smart Factory Technologies and Processes
In the vision of a fully connected smart factory, each facility is linked to the others and the entire enterprise is linked across departments and externally to customers and suppliers. In this way, needs and activities can be monitored and collaboration is enabled across the extended enterprise to increase speed and efficiency.
Given that one of the most fundamental characteristics of a smart factory is its connectedness (the state of being joined or linked), sensors are critical to linking devices, machines and systems to provide data needed to make real-time decisions. In a similar way that smart home devices accomplish routine actions like dimming lights at a certain time or triggering alerts when something is amiss, the ideal smart factory runs itself on a much larger scale, self-correcting where appropriate and alerting for human intervention where needed.
In addition, the extensive amount of data provides real-time insight to supply chain stakeholders, both inside the factory and to the business and partners. In this way, agility can increase exponentially and issues can be addressed proactively. Already, IoT technologies have helped to monitor industrial operations, provide supply chain visibility and predict equipment downtime.
Technologies to create a version of the smart factory already exist and early adopters are exploring the benefits. However, a number of challenges block widespread adoption, with data integration arguably the primary challenge. To create the ideal connected manufacturing and digital supply network embodied by the smart factory requires dealing with massive amounts of data from different components in diverse industries and in different formats. Numerous other challenges exist, from cost to business leader buy-in.
Smart Machines
A smart machine is a device embedded with machine-to-machine (M2M) and/or cognitive computing technologies such as artificial intelligence (AI), machine learning or deep learning, all of which it uses to reason, problem-solve, make decisions and even, ultimately, take action.
References
1. Dream, Robert; Integrated Continuous Bioprocessing, An Implementation Approach, The Bioprocessing Summit, CHI; Short Course, Aug. 13, 2019.
2. Xifan Yao, Jiajun Zhou, C. Boër; From Intelligent Manufacturing to Smart Manufacturing for Industry 4.0 Driven by Next Generation Artificial Intelligence and Further On. Published 2017, Engineering, Computer Science, 2017, 5th International Conference on Enterprise Systems.
Subscribe to our e-Newsletters
Stay up to date with the latest news, articles, and events. Plus, get special
offers from American Pharmaceutical Review – all delivered right to your inbox!
Sign up now!