Introduction
Purifying early drug candidates by preparative chromatography has become routine practice by drug discovery scientist in recent years. Driven by the desire to shorten development timelines, use of preparative chromatography in pharmaceutical development for kilogram quantity supplies has also become more prevalent. This approach allows the clinical programs to advance while the chemistry routes are still being assessed, and minimizes development resources at early stages when clinical outcome of programs are less certain. The case study below illustrates how the strategic application of chromatography along with quality-by-design development methodology helped deliver purified materials in a timely manner that kept a candidate program on schedule.
BMS Compound A: Background
Bristol-Myers Squibb (BMS) compound A is an enantiomer that has proved challenging to manufacture. At the time when multi-kilogram Active Pharmaceutical Ingredient (API) was needed for toxicology studies, the typical options such as chiral pool, asymmetric synthesis, or enzymatic/classical resolution had all been evaluated without a clear path forward. Resolution by chromatography became the only remaining option that could provide the supplies in the timeframe needed. Further challenging the chromatography development, this enantiomer has poor solubility (< 5 g/L) in most solvents commonly used for chiral separation. Nonetheless, initial chromatography conditions were developed through screening of typical chiral stationary phase (CSP) and mobile phases, followed by loading studies. The separation utilized coated cellulose tris 4-methylbenzoate stationary phase as CSP and methanol (MeOH) with 0.5% diethylamine (DEA) as mobile phase.
Considering the quantity of API required and being known as ideally suitable for the enantiomers separation [1], multi-column continuous chromatography was chosen over batch chromatography for scale-up production of this molecule. By more efficient utilization of the CSP, continuous chromatography in either the Simulated Moving Bed (SMB) or VARICOL mode can provide several fold improvement in productivity and significantly reduce solvent use. Based on intrinsic thermodynamic and kinetic constraints, a VARICOL system [2] using 6-column configuration, each with 8 cm diameter, was selected for this application in a BMS pilot plant.
Process Studies
While more than 5 kg of the API was delivered in time for studies, several issues were also identified during this initial scale-up. The obtained purity exhibited dependence on ambient temperature, and it was only with difficulty and reduced productivity that a product purity of 99.4% was achieved. Re-crystallization of the purified stream lowered the chiral purity in the subsequent work-ups as the racemate had much lower solubility than the pure desired enantiomer. Further hampering the productivity, the starting material used at production had only half the solubility (2.5 g/L) compared to the lot used for process development studies. As a result, the feed processing rate was slightly less than half kilogram per day. An extra salt exchange step was also necessary during downstream crystallization to remove DEA from the product stream.
Additional API to fund First-in-Human (FIH) and chronic toxicology studies was required by the program shortly after the conclusion of the first pilot plant campaign. This presented a window of opportunity to refine the process and address issues mentioned above prior to the start of the 2nd campaign. The main study objectives were to:
- Improve final product purity
- Improve the chromatography productivity
- Evaluate separation without the use of DEA modifier (eliminate a downstream salt exchange step)
- Study the elimination of DEA memory effect from the CSP used in first campaign
Recognizing that temperature variations had a crucial impact on the separation of this enantiomer, loading studies at different operating temperature were subsequently conducted. Figure 1 below listed the isotherms between the ranges of 25°C to 40°C. At 25°C, significant tailing of the 2nd peak was observed and this explained the fundamental difficulty in achieving the desired product purity at the previous campaign. Increasing the temperature moderately improved the mass transfer, sharpened the chromatographic peaks and significantly reduced the “peak tailing”. Higher temperature provides extra productivity benefits through the reduction of mobile phase viscosity and increasing molecule solubility. Operating at higher temperature, though, would reduce resolution, potentially increase the risk of impurities formation and also increased the operational difficulty. Choosing an optimal temperature for VARICOL system operation is therefore critical in delivering productivity and product purity that meet the specifications.
In conjunction with the loading studies, chromatography separation without the use of DEA was demonstrated. As it is well known that CSP previously exposed to DEA can show a “memory” effect, studies were carried out to establish a washing protocol that can thoroughly remove such memory effect. This would regenerate VARICOL columns used in the first campaign to allow for their use in any “DEA free” separation. Applying all the experimental data as study input, modeling results predicted both a higher productivity and product purity would be achieved with the process refinement.
Second Scale-up Campaign
To ensure successful material delivery while verifying validity of the new process knowledge, the second pilot plant scale-up campaign was split into 2 different stages. Focus of the first stage was to generate API supplies for FIH clinical studies primarily with the existing process. Realizing the influence of temperature on separation, the existing process was operated at a slightly elevated temperature of 27°C. The improved mass transfer and reduction of peak tailing enabled a further adjustment in VARICOL process conditions for higher throughput. Figure 2 below illustrates the effect on VARICOL process parameters changes on purity and productivity. With the VARICOL parameter adjustments, a 30% productivity improvement along with product purity of 99.9% was achieved.

After confirming the temperature impact on product purification, the last part of the campaign was to verify process knowledge from development studies while preparing supplies for chronic toxicology studies. The improvements include running at an improved process temperature of 33°C, eliminate the use of DEA in the mobile phase, and demonstrate the washing protocol to eliminate the DEA “memory effect” in previously used CSP. Implementing an optimized process as derived from a combination of the laboratory results, scale-up of the second stage of the campaign verified the positive impact on the chromatographic separation. A 2.5 fold improvement in productivity as well as a product purity of 99.7% was achieved and all previously encountered scale-up issues had been successfully eliminated. Figure 3 below summarizes the development and scale-up highlight of campaigns to manufacture this enantiomer.
New Chromatography Process Development
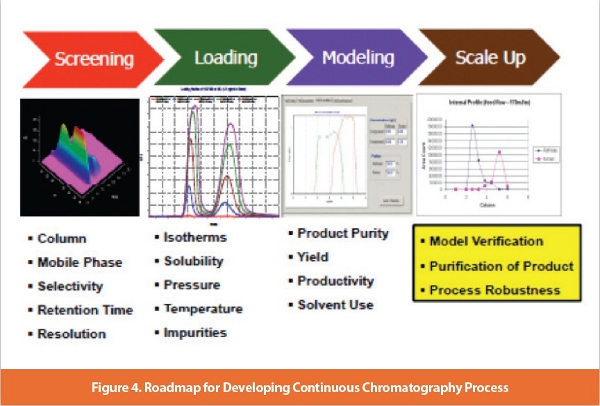
While the significant productivity improvement and demonstration of the VARICOL system ruggedness for longer term operation were certainly noteworthy achievements, it still fell short of the goal of turning this into a potential cost-effective manufacturing process. Hampered by the poor solubility of this molecule in a methanol mobile phase, the “as-is” process didn’t have much room left for further productivity improvement. As the program moved into the next stage and with the potential of separating this enantiomer at much larger scale looming, we decided it was in our best interest to complete comprehensive development effort to come up with a plant worthy separation process. Putting in perspective, the next API delivery target of 65 kg would require a full two months of 24/7 operation. This would tie up both precious pilot plant resources and the VARICOL system from other pipeline projects use. To overcome the solubility constraint posed by the candidate molecule, an entirely new tactic would be required. The study methodology used by the authors is outlined in Figure 4.
Going back to the drawing board, the new chromatography development effort was to focus on expanding the solvent range outside the domain of traditional chiral separation solvents. As a first step, a study was carried out to identify solvent pairs that afford reasonable solubility for this enantiomer. Any promising solvent pairs were then screened against newer types of bonded chiral stationary phases that can accommodate the use of non-traditional solvents. Among the many conditions screened, methylene chloride with isopropyl alcohol (IPA) separating on a an immobilized cellulose tris 3,5 dichlorophenylcarbamate stationary phase column showed good promise. Following the Quality-by- Design (QbD) approach, systematic multi-variate experiments were subsequently conducted to establish the design space for critical parameters such as mobile phase composition, temperature, feed loading solvents, feed concentration, and quantity of feed loading. 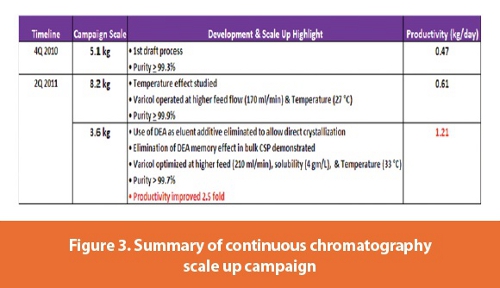 Impact of parametric variations in the operating range was evaluated against effects on the product quality. The final outcome was a chromatography separation using an immobilized CS and mobile phase of methylene chloride/IPA(98:2 v/v) that showed both good selectivity (α= 1.92) and high solubility (70 g/L). Figure 5 shows chromatogram from one of the loading studies.
Impact of parametric variations in the operating range was evaluated against effects on the product quality. The final outcome was a chromatography separation using an immobilized CS and mobile phase of methylene chloride/IPA(98:2 v/v) that showed both good selectivity (α= 1.92) and high solubility (70 g/L). Figure 5 shows chromatogram from one of the loading studies.
The experimentally derived thermodynamic (retention times, column efficiency, tailing factor, isotherm) and kinetic (pressure drop, porosity) data was then used as basis for modeling studies to establish the best VARICOL operating parameters (flow rates, switch time, number of columns in each zone) and the internal separation profile. This provides the basis to calculate the corresponding productivity, product purity, and solvent use. To assess objectively merit of the new chromatography conditions, a side-by-side comparison with previous process was conducted. High level results are shown in Figure 6.
The new chromatography process is predicted to afford comparable product purity, but at a feed processing rate of 7 kg per day and solvent consumption of 91 L per kg feed. This represents a 6-fold improvement in productivity along with an 8-fold reduction in solvent use. At commercial scale, the solvent consumption and manufacturing cost can be further minimized through solvent recycling. Up to 99% solvent recycle has been reported by some commercial manufacturer that utilizes continuous chromatography technology [3]. This would make the choice of solvents such as DCM versus MeOH much less important given that the per kg solvent consumptions would be very low at manufacturing scale. Finally, productivity using a 20-cm batch chromatography system with stacked injections was also calculated, and matched with experimental results conducted with an analytical scale column. The estimate confirms validity of the model prediction regarding productivity of the new condition when run on the VARICOL chromatography system. In essence, only 10 days instead of 60 days are needed to complete the planned 65 kg production campaign.

Conclusions
Multi-column continuous chromatography using VARICOL technology has been applied successfully to a BMS portfolio compound to supply API for early stage studies. This approach allowed the program to advance while other manufacturing options were not available. A strategy to resolve development issues encountered and the roadmap for continuous process improvement were discussed. A significant increase in API demand required a second generation SMB process to be designed. Using a systematic model based approach a plant-worthy chromatography process was developed that provided several fold productivity improvement.
References
1. Miller, L., C. Orihuela, R. Fronek, D. Honda and O. Dapremont, “Chromatographic resolution of the enantiomers of a pharmaceutical intermediate from the milligram to the kilogram scale,” J. of Chromatogr. A, 849, Issue 2, p. 309 (1999).
2. O. Ludemann-Hombourger, R.M. Nicoud, and M. Bailly, “The ‘Varicol’ Process: A New Multicolumn Continuous Chromatographic Process,” Separat. Sci. Technol. 35 (12), 1829–1862 (2000).
3. O. Dapremont, private communication
4. J. Blehaut and R.M. Nicoud, “Recent aspects in Simulated moving bed” Analusis Magazine, 26, N 7 (1998)
Author Biography
Yeung Chan, Ph.D. is a Principal Scientist at Bristol- Myers Squibb where he is primarily responsible for the development and scale-up of process chromatography and membrane purification. In addition to separation technology, he also has extensive experience in laboratory development and pilot plant scale-up of pharmaceutical and fermentation process.