Introduction
In the last 30 years, particle size reduction technologies turned from an exploratory approach into a mature commercial drug delivery platform. Nanonization technologies have gained a special importance due to a steadily increasing number of development compounds showing poor aqueous solubility. Many drug delivery companies and academic research groups have contributed to the currently existing large variety of different technologies to produce drug nanoparticles. These particles consist of pure active pharmaceutical ingredient (API) and are often stabilized with surfactants and/or polymeric stabilizers adsorbed onto their surface. The mean particle size ranges normally from 100 nm up to 1000 nm. If these drug particles are suspended in a dispersion medium and used as such, then these formulations are regarded as nanosuspensions. In order to develop a solid dosage form, these nanosuspensions have to be transformed via e.g. spray drying, freeze drying or granulation into a dry product.
Today four different principles to produce drug nanoparticles are distinguished (Figure 1).
 Nanoparticles can be obtained by using bottom-up processes, i.e. precipitation starting from molecular solutions. Furthermore, comminution of larger particles down to nanoparticles (top-down) can be performed. Another way is the combination of both principles (combination techniques). The last way leads via a chemical reaction step directly to nanoparticles (chemical reaction approach).
Nanoparticles can be obtained by using bottom-up processes, i.e. precipitation starting from molecular solutions. Furthermore, comminution of larger particles down to nanoparticles (top-down) can be performed. Another way is the combination of both principles (combination techniques). The last way leads via a chemical reaction step directly to nanoparticles (chemical reaction approach).
Chemical Reactions
Chemical reactions, like polymerizations, are one way to produce nanoparticles, however they are normally not used for the production of drug nanoparticles consisting of pure API. These techniques are commercially very important e.g. for the production of pharmaceutical coating materials in form of latex dispersions. Chemical reactions can also be used to manufacture polymeric nanoparticles consisting of a matrix forming polymer in which the API is embedded. The drug load of such particles is normally significantly lower than 100% therefore they have to be distinguished from drug nanoparticles produced via standard particle size reduction techniques.
Bottom-up Approaches
Bottom-up approaches start with drug molecules in solution. By changing the conditions of the system in solution, the drug molecules start to precipitate in larger formations. In the classical precipitation process, the poorly soluble API is dissolved in a water miscible organic solvent. The precipitation is induced by mixing the drug solution with an aqueous phase. This is often referred to as the “solvent/ antisolvent” approach. One approach was already developed in the 1980’s by Sucker and colleagues [1]. The principle of classical precipitation has been then further developed by several academic and industrial research groups [2, 3]. Later also more and more advanced precipitation technologies have been introduced. These technologies are also referred to as particle engineering technologies. One interesting approach is known as Evaporative Precipitation into Aqueous Solution (EPAS) [4]. For this process, the API is dissolved in an organic solvent which is not miscible with water. The drug solution is sprayed into heated water resulting in an immediate evaporation of the organic solvent, thus drug nanoparticles are formed instantaneously. Spray-freezing into liquid (SFL) and ultrarapid freezing (URF) are alternative particle engineering processes developed by the same research group [5, 6].
In the recent past, many academic research groups, as well as drug delivery companies, began to develop particle engineering services using supercritical fluid technologies [7, 8]. Carbon dioxide is the most important supercritical fluid for such processes. Above its supercritical point carbon dioxide shows dual behavior, it has a low density but can also act as solvent. This phenomenon can be used to produce drug nanoparticles. Two fundamentally different principles can be distinguished: either the supercritical fluid is used as solvent for the API or the supercritical fluid is used as antisolvent. The Rapid Expension of Supercritical Solutions (RESS) belongs to the first type, which means it can be used in case the API is well soluble in supercritical fluids, like supercritical carbon dioxide [9]. The expansion of this supercritical drug solution into an expansion chamber results in an extremely fast phase change from the supercritical to the gas-like state. By leaving the expansion nozzle, the API precipitates due to the loss of solvent power. The resulting API particles have a very porous structure and are normally amorphous due to the fast precipitation. The main advantage of the RESS technology is that it is normally solvent-free. In contrast, the Supercritical Antisolvent (SAS) process comprises an organic solvent in which the API is dissolved. This solution is mixed with a supercritical fluid in a special nozzle. The API, which is in this case not soluble in the supercritical fluid precipitates and is collected as a fine powder [10]. Nowadays, many companies are offering particle engineering processes using supercritical fluids. They have built up a special expertise and developed their own equipment to formulate APIs as drug nanoparticles. At the moment, the production capacity ranges from lab scale up to pilot scale.
Top-down Approaches
In contrast to the bottom-up technologies, one can also start with large API particles and break them down to small drug nanoparticles. Therefore, this process type is regarded as top-down technology. Currently particle size reduction technologies of this type are by far commercially the most important and successful. A very important technology is based on wet ball milling (WBM) [11, 12]. In order to produce nanocrystalline dispersions, a milling chamber is charged with milling media (e.g. zirconium dioxide beads, silicium nitride beads, polysterene beads), aqueous stabilizer/surfactant solution and micronized API. The moving milling media causes high shear forces and thus attrition of the drug particles [13]. For large scale production, the mill can be run in circulation mode, which means that the suspension is continuously pumped through the milling chamber until the desired particle size of the drug nanocrystals is obtained. The drug particles are separated from the milling media by a separating gap or a filter cartridge. The WBM technology is by far the most important particle size reduction method at the moment. Currently there are 5 products on the market using this technology; many others are still in development.
High pressure homogenization (HPH) is another very important top-down technology. One can distinguish several process types. The first technology that was developed based on HPH with a piston-gap homogenizer is a process performed in aqueous media at room temperature [14-16]. During the homogenization step, a coarse suspension is forced through a very tiny homogenization gap. The particle size reduction is mainly caused by cavitation forces, shear forces, and particle collision. Later, this principle was further development as a process, which can be also performed in water-reduced and non-aqueous media [17]. Drug nanoparticles can be also generated by a high shear process using jet stream homogenizers. In this case the collision of two fluid streams under high pressures up to 1,700 bar leads to particle collision, shear forces and also cavitation forces. To preserve the particle size, stabilization with phospholipids or other surfactants and stabilizers is required. A major disadvantage of this process is the required production time. In many cases, time consuming 50 to 100 passes are necessary for a sufficient particle size reduction [18, 19]. This technology is now also used for one product on the market.
The last production principle is a relatively new one. The combinative approach describes a process where at least two different particle size reduction principles are combined. The most common combination is a bottom-up process which is combined with a top-down step.
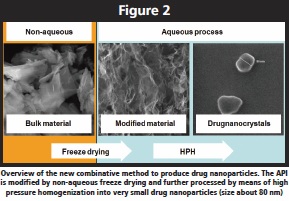 The first combinative approach combines micro-precipitation as bottom-up step with high pressure homogenization [20, 21]. Hereby the API is at first dissolved in an organic solvent. This solution is then mixed with an aqueous phase, resulting in a precipitation of preferably friable crystals. The following high pressure homogenization step breaks these particles. The organic solvent has to be carefully removed from the nano-suspension otherwise it will act as a kind of co-solvent resulting in particle growth. A further development of the combination technologies is the separation of the bottom-up step and the following top down step. One approach is the combination of non-aqueous spray drying as bottom up step followed by high pressure homogenization. Due to the modification of the starting material, the following high pressure homogenization is much more effective than the conventional HPH process using micronized API as starting material. With only a few homogenization cycles, a nano-suspension with a very small mean particle size and a narrow particle size distribution can be obtained [22]. The most effective combination technology is the combination of a non-aqueous freeze-drying process (bottom-up) with high pressure homogenization (top-down). Drug nanoparticles significantly smaller than 100 nm have been produced with this technology (Figure 2) [23].
The first combinative approach combines micro-precipitation as bottom-up step with high pressure homogenization [20, 21]. Hereby the API is at first dissolved in an organic solvent. This solution is then mixed with an aqueous phase, resulting in a precipitation of preferably friable crystals. The following high pressure homogenization step breaks these particles. The organic solvent has to be carefully removed from the nano-suspension otherwise it will act as a kind of co-solvent resulting in particle growth. A further development of the combination technologies is the separation of the bottom-up step and the following top down step. One approach is the combination of non-aqueous spray drying as bottom up step followed by high pressure homogenization. Due to the modification of the starting material, the following high pressure homogenization is much more effective than the conventional HPH process using micronized API as starting material. With only a few homogenization cycles, a nano-suspension with a very small mean particle size and a narrow particle size distribution can be obtained [22]. The most effective combination technology is the combination of a non-aqueous freeze-drying process (bottom-up) with high pressure homogenization (top-down). Drug nanoparticles significantly smaller than 100 nm have been produced with this technology (Figure 2) [23].
Why and When Should One Consider the Use of Particle Size Reduction Techniques?
It is very important to identify whether the use of particle size reduction can contribute to an increased oral bioavailability of the drug substance. The key question to be answered is whether the oral bioavailability of the compound is limited either by its low absolute solubility in the gastrointestinal tract or by its low dissolution rate. To answer this question, a formulation screening study in a predictive animal model should be performed. For this purpose, the plasma concentration levels obtained after administration of at least three different formulations needs to be compared: a solubilized system, a micronized system as well as a nanonized system. Two different scenarios are possible. The oral bioavailability of the solubilized systems is far better than the performance of both the micronized and the nanonized system, whereas there is almost now difference of the performance of the micronized system and the nanonized system. In this case the compound shows solubility limited bioavailability (Figure 3, upper left) and the use of particle size reduction is less promising. 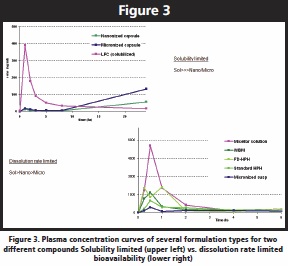 The other scenario of a dissolution rate limited compound is depicted in figure 3, lower right. It can be seen that particle size reduction leads to a better oral bioavailability of the drug molecule. The oral bioavailability increases with decreasing particle size. Once again the best result again is obtained, when the drug molecule is in solution, i.e. it is molecularly dispersed. It can be stated that in case of dissolution rate limited compounds particle size reduction technologies can be very helpful to increase the oral bioavailability. In some cases, poor aqueous solubility of drug molecules does not necessarily lead to a low bioavailability. For instance, some hormones are extremely poorly soluble but become bioavailable by solubilization through body’s own surface actives, such as gall salts etc. Through formulation screening studies, it is furthermore possible to identify whether a sophisticated formulation approach is necessary or not. In some case, it is sufficient to use micronized APIs to achieve the pharmacodynamic effect. Based on a cost-benefit analysis it could be decided to develop a micronized formulation further, even though the use of a nanonized system would result in a higher bioavailability.
The other scenario of a dissolution rate limited compound is depicted in figure 3, lower right. It can be seen that particle size reduction leads to a better oral bioavailability of the drug molecule. The oral bioavailability increases with decreasing particle size. Once again the best result again is obtained, when the drug molecule is in solution, i.e. it is molecularly dispersed. It can be stated that in case of dissolution rate limited compounds particle size reduction technologies can be very helpful to increase the oral bioavailability. In some cases, poor aqueous solubility of drug molecules does not necessarily lead to a low bioavailability. For instance, some hormones are extremely poorly soluble but become bioavailable by solubilization through body’s own surface actives, such as gall salts etc. Through formulation screening studies, it is furthermore possible to identify whether a sophisticated formulation approach is necessary or not. In some case, it is sufficient to use micronized APIs to achieve the pharmacodynamic effect. Based on a cost-benefit analysis it could be decided to develop a micronized formulation further, even though the use of a nanonized system would result in a higher bioavailability.
When can such comparative bioavailability studies be performed? The answer is the earlier the better. In general, particle size reduction technologies can be used throughout the whole development process from very early pharmacokinetic studies in animals up to the marketed product. The major constraint for the use of standard equipment in very early stages is the limited API availability [24]. However, when using small scale equipment and a smart experimental setup, one can start with screening studies very early. The minimum API amount required is some 100 mg. Currently, particle size reduction techniques are used for BCS class II and IV compounds from the lead optimization phase onwards (Figure 4). According to the internal frontloading strategy, it is tried to identify the compound specific issues as early as possible in order to enable a successful formulation development in a timely manner. The gain of time can be used for process development and preparation of test material production.
 The use of nano-suspensions for animal pharmacokinetic studies in preclinical programs is nowadays standard in the pharmaceutical industry. As mentioned above, this approach is very promising if the poorly soluble drug candidate shows dissolution rate limited bioavailability. In early stages, mainly nano-suspensions are administered in order to test the influence of particle size reduction on the corresponding exposure levels. The formulation development is relatively straight forward and requires only lab scale equipment. Depending on the equipment used only relatively low amounts of API are required. Standard wet ball milling can be performed with e.g. equipment from different vendors, such as Netzsch , Retsch or Willy Bachofen. The minimal batch sizes for these machines start from only a few milliliter. High pressure homogenization equipment is also available for small scale production, e.g. from Avestin (Emulsiflex C3 or C5). The batch size ranges from 10 ml up to a few liters, which is normally sufficient for such comparative PK studies. The idea is to use in both cases equipment and processes which can be later scaled to larger batch sizes needed for production of clinical trial materials without changing the diminution principle.
The use of nano-suspensions for animal pharmacokinetic studies in preclinical programs is nowadays standard in the pharmaceutical industry. As mentioned above, this approach is very promising if the poorly soluble drug candidate shows dissolution rate limited bioavailability. In early stages, mainly nano-suspensions are administered in order to test the influence of particle size reduction on the corresponding exposure levels. The formulation development is relatively straight forward and requires only lab scale equipment. Depending on the equipment used only relatively low amounts of API are required. Standard wet ball milling can be performed with e.g. equipment from different vendors, such as Netzsch , Retsch or Willy Bachofen. The minimal batch sizes for these machines start from only a few milliliter. High pressure homogenization equipment is also available for small scale production, e.g. from Avestin (Emulsiflex C3 or C5). The batch size ranges from 10 ml up to a few liters, which is normally sufficient for such comparative PK studies. The idea is to use in both cases equipment and processes which can be later scaled to larger batch sizes needed for production of clinical trial materials without changing the diminution principle.
Besides the equipment and process choices, the selection of the right stabilization principle is a key success parameter in order to guarantee a small particle size without agglomeration at the site of action. This can be tested with low API consumption in stabilizer screening studies using small scale equipment. The formulation development at this stage should aim to develop a tailor-made stabilization principle based on surfactants and stabilizers that can be also used for human clinical studies. The surfactant and stabilizer choice depends of course on the properties of the API, however an electrosteric stabilization with a charged surfactant (like sodium dodecyl sulphate or sodium docusate together with a polymeric substance like hydroxypropyl methylcellulose) seems to be widely applicable. When the suspensions have to be used as such, also recrystallization and aspects like Ostwald-ripening should be studied.
Besides nanosuspensions, also oral, solid dosage forms might be required for animal studies. Therefore, the nanosuspensions have to be further processed into a dry product. If the API availability is limited at these early stages, then freeze-drying could be used due to the very high yield of this operation. However, normally it would be better to mimic already equipment that can be used on large scale, like spray-drying or fluidized bed granulation in order to identify critical process parameters and to prepare already production on large scale.
Nanosuspensions for Toxicological Studies
Nanosuspensions are an important formulation approach for toxicological studies, where high exposure levels are required and the use of solubilizers and surfactants is restricted. In some case, drug concentrations up to 200 mg/g are required, especially for poorly soluble compounds with a relatively broad therapeutic window. If the required exposure levels cannot be reached by using standard micronized systems (such as suspensions stabilized with cellulose derivatives), then a nanosuspension could be the last option [25]. The difficulty is that many toxicological studies are outsourced and CROs are not always used to the situation to prepare complex formulations like nanosuspensions. One could therefore either provide the CRO with a ready-to-use nanosuspension provided that this formulation is stable enough. Another alternative is to deliver the nanosuspension in frozen state to be thawed right before administration. The most convenient way is to provide the CRO with a method based on standard lab equipment to enable a production at the CRO. In this case, the CRO could prepare the nanosuspension directly in a bottle using milling beads that are moved by magnetic stirring.
Nanosuspensions as Clinical Trial Material (CTM)
Once particle size reduction techniques have been successfully tested in preclinical programs and have been identified as suitable formulation approach they need to be tested in clinical studies. The production of clinical trial material using drug nanoparticles is much more complex than the production of standard formulations. Especially small and mid-size pharmaceutical companies have not all the required equipment available in-house. The normal way would be to approach a specialized partner to produce clinical trial material. However, it can be also considered to implement a new technology in the in-house technology portfolio. In this case, the gain of time resulting from a frontloading approach can be very helpful.
Case study - How to Select the Right Particle Size Reduction Principle?
 It is important to select the right particle size reduction method for the specific API from the variety of techniques available. Every nanonized formulation is needs to be tailor-made depending on the physico-chemical properties of the API. The following example will show how to select the optimal formulation type.
It is important to select the right particle size reduction method for the specific API from the variety of techniques available. Every nanonized formulation is needs to be tailor-made depending on the physico-chemical properties of the API. The following example will show how to select the optimal formulation type.
The development normally starts with a first comparative bioavailability study in animals using material produced with labscale equipment. If this study reveals that a nanonized formulation shows a much better bioavailability than other formulation types like shown in figure 5, then the next steps towards a nanonized products have to be taken.
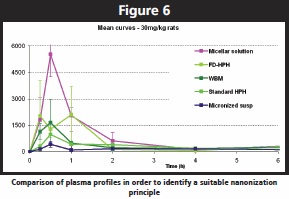 The next important step is the selection of the right nanonization principle. Differences in bioavailability as well as of the pharmacokinetic parameters can direct the technology choice. Depending on the company’s strategy, this choice might be also influenced by economical, technical or IP-considerations. In figure 6, it can be seen that for this specific API the new combinative process (freeze drying followed by high pressure homogenization) led to the best result regarding the particle size reduction technologies. In this case, this formulation approach was brought together with a backup approach one step further.
The next important step is the selection of the right nanonization principle. Differences in bioavailability as well as of the pharmacokinetic parameters can direct the technology choice. Depending on the company’s strategy, this choice might be also influenced by economical, technical or IP-considerations. In figure 6, it can be seen that for this specific API the new combinative process (freeze drying followed by high pressure homogenization) led to the best result regarding the particle size reduction technologies. In this case, this formulation approach was brought together with a backup approach one step further.
Normally a solid dosage form is preferred for clinical studies, especially in later stages. Therefore, the particle size reduction method should also lead to superior bioavailability when formulated as final oral solid dosage form. Figure 7 shows that for this compound example the results of the earlier studies could be confirmed. The in-vivo performance of the capsule containing drug nanoparticles prepared by a combinative process was better than from a capsule containing drug nanocrystals prepared by WBM, although the particle sizes in both systems were comparably low.
 After confirmation of the results, the formulation needs to be prepared for CTM production. This includes technology transfer to CROs and also certain scale up steps.
After confirmation of the results, the formulation needs to be prepared for CTM production. This includes technology transfer to CROs and also certain scale up steps.
Development and Its Long Term Perspective
Most of the previous considerations aim for fast and effective development of clinical phase I materials which are seen as the reality test for the choice of the formulation principle. However, this is just one part of the story; the long term development will always be governed by a Target Product Profile which at least considers the performance criteria which lead to the optimal patient benefit. This will also include the requirement of “manufacturability”. It is therefore not surprising that also marketing and manufacturing are involved in the definitive choice for formulation, even in very early phases.
Conclusion
Particle size reduction technologies are a valuable tool for the formulation development of poorly soluble compounds. The use of drug nanoparticles can significantly improve the oral bioavailability of poorly soluble API especially if these compounds show dissolution rate depended bioavailability. A lot of expertise is necessary in order to identify the right nanonization technique, the right formulation composition and the right process steps. Many drug delivery companies offer their help in this very complex process. Several products on the market show that scaling is possible and that nanonized formulations can be even produced on commercial scale. If the development can be successfully completed, the nanoformulation shows a unique pharmacokinetic profile. This helps to achieve the best clinical result even with very challenging drug molecules. Particle size reduction technologies have evolved from an exploratory approach to a valuable standard tool in the pharmaceutical development process.
References
1. P. Gaßmann, M. List, A. Schweitzer and H. Sucker , Hydrosols— alternatives for the parenteral application of poorly water-soluble drugs. Eur. J. Pharm. Biopharm. 40 (1994), pp. 64–72.
2. N. Rasenack, H. Hartenhauer, B. W. Müller; Microcrystals for dissolution rate enhancement of poorly water-soluble drugs; International Journal of Pharmaceutics 254 (2003) 137–145
3. X. Zhang, Q. Xia and N. Gu, Preparation of All-Trans Retinoic Acid Nanosuspensions Using a Modified Precipitation Method, Drug Development and Industrial Pharmacy, 32, 2006, 857–863
4. M. Sarkari, J. Brown, X. Chen, S. Swinnea, Robert O. Williams III, Keith P. Johnston; Enhanced drug dissolution using evaporative precipitation into aqueous solution, International Journal of Pharmaceutics 243 (2002) 17–31
5. J. Hua, K. P. Johnston, R. O. Williams III;Spray freezing into liquid (SFL) particle engineering technology to enhance dissolution of poorly water soluble drugs: organic solvent versus organic/aqueous co-solvent systems, European Journal of Pharmaceutical Sciences 20 (2003) 295–303
6. K. A. Overhoff, J. D. Engstrom, B. Chen, B. D. Scherzer, T. E. Milner, K. P. Johnston, R. O. Williams III; Novel ultra-rapid freezing particle engineering process for enhancement of dissolution rates of poorly water-soluble drugs, European Journal of Pharmaceutics and Biopharmaceutics 65 (2007) 57–67
7. P. York, Strategies for particle design using supercritical fluid technologies, PSTT Vol. 2, No. 11 November 1999, 430–440
8. J. Jung, M. Perrut; Particle design using supercritical fluids: Literature and patent survey, Journal of Supercritical Fluids 20 (2001) 179–219
9. D.W. Maston, J.L. Fulton, R.C. Petersen, and R. D. Smith; Rapid Expansion of Supercritical Fluid Solutions: Solute Formation of Powders, Thin Film, and Fibers, Ind. Eng. Chem. Res. 26, 1987, 2298–2306
10. M. Kim, S. Jin, J. Kim, H. J. Park, H. Song,R. H.H. Neubert, S. Hwang; Preparation, characterization and in vivo evaluation of amorphous atorvastatin calcium nanoparticles using supercritical antisolvent (SAS) process, European Journal of Pharmaceutics and Biopharmaceutics 69 (2008) 454–465
11. G.G. Liversidge , K.C Cundy, J.F Bishop, D.A Czekai,. Surface modified drug nanoparticles. U.S. Patent 5,145,684, 1992
12. G. G. Liversidge, K. C. Cundy; Particle size reduction for improvement of oral bioavailability of hydrophobic drugs: I. Absolute oral bioavailability of nanocrystalline danazol in beagle dogs
13. E. Merisko-Liversidge, G. G. Liversidge, E. R. Cooper; Nanosizing: a formulation approach for poorly-water-soluble compounds, European Journal of Pharmaceutical Sciences 18 (2003) 113–120
14. Muller RH, Becker R, Bernd K, Peters K., Pharmaceutical nanosuspensions for medicament administration as systems with increased saturation solubility and speed of dissolution. US Patent, US5,858,410, 1999
15. K. Peters and R.H. Muller; Nanosuspensions for the formulation of poorly soluble drugs: I. Preparation by a size-reduction technique. International Journal of Pharmaceutics, 1998. 160(2): 229-237.
16. R.H Müller,. C. Jacobs, O. Kayser, DissoCubes - A Novel Formulation for Poorly Soluble and Poorly Bioavailable Drugs, in Modified-Release Drug Delivery Technology, M. J. Rathbone, J. Hadgraft, M. S. Roberts, Editors. 2003, Marcel Dekker: New York, Basel. 135-149
17. R.H Muller, K. Krause, and K. Mader, Method for controlled production of ultrafine microparticles and nanoparticles, Application: WO, 2000- EP6535, 2001003670,2001
18. Haynes, D.H., Phospholipid-coated microcrystals: injectable formulations of water-insoluble drugs, US 5,091,187;1992
19. A. K. Mishra, M. G. Vachon, P. Guivarc’h, R. S. Snow, G. W. Pace; IDD Technology: Oral Delivery of Water-Insoluble Drugs Using Phospholipid- Stabilized Microparticulate IDD Formulations, in Modified-Release Drug Delivery Technology, M. J. Rathbone, J. Hadgraft, M. S. Roberts, Editors. 2003, Marcel Dekker: New York, Basel. 151-175
20. J.E. Kipp, J.C.T.Wong, M.J.Doty, C.L.Rebbeck, Microprecipitation method for preparing submicron suspensions. US Patent 6,607,784; 2003
21. B.E. Rabinow, Nanosuspensions in drug delivery. Nat Rev Drug Discov, 2004. 3(9), 785-796.
22. J. P. Möschwitzer and R. H Müller, New method for the effective production of ultrafine drug nanocrystals, Journal of Nanoscience and Nanotechnology 2006;6(9-10), 3145-53.
23. J.P. Moeschwitzer, A. Lemke, Method for the gentle production of ultrafine particle suspensions, Germany, DE 10 2005 017 777.8, 2005
24. M. V. Chaubal; Application of formulation technologies in lead candidate selection and optimization, DDT Vol. 9, No. 14 July 2004, 603 - 609
25. J. Maas, W. Kamm, Gerrit Hauck; An integrated early formulation strategy – From hit evaluation to preclinical candidate profiling, European Journal of Pharmaceutics and Biopharmaceutics 66 (2007) 1–10
Dr. Jan Möschwitzer is Head of Early Pharmaceutical Development at the Sector Product Development and Support of Abbott Healthcare Products B.V. (formerly Solvay Pharmaceuticals) in Weesp (The Netherlands). Jan has studied pharmacy at the Freie University Berlin, Germany. He has received a Ph.D. in Pharmaceutical Technology from the same University for a work in the area of drug nanocrystals. His main research activities are focused on the development of enabling formulations for poorly soluble and poorly permeable compounds.