Introduction
Fixed-dose combination (FDC) drug products contain more than one active component in a single dosage form. In recent years, there is increasing interest in the pharmaceutical industry to develop FDC drug products. FDCs are developed to extend product life cycle and improve patient compliance by reducing pill burden. 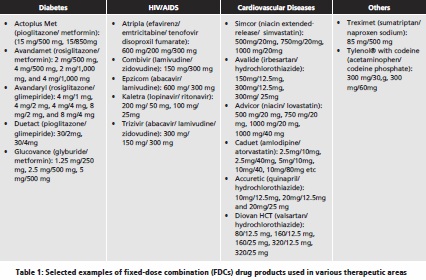 Fixed-dose combination regimens are attractive options because of the potential synergistic efficacy resulting from the dual or multiple mechanistic actions of individual components acting on different therapeutic targets. Also, one component in the fixed-dose combination may negate an adverse effect of the other component. There are a number of FDCs that have been used successfully in therapeutic areas such as diabetes, HIV/AIDS and cardiovascular diseases. Table 1 provides a list of selected examples of commercially available FDCs in these therapeutic areas. Furthermore, there is also encouragement from regulatory agencies to the pharmaceutical industry to develop FDC for disease areas such as HIV/ AIDS where polypharmacy is common. For example, in 2006, the Food and Drug Administration (FDA) announced the availability of a guidance for industry entitled “Fixed Dose Combinations (FDC), Co-Packaged Drug Products and Single Entity Versions of Previously Approved Anti-retrovirals for the Treatment of HIV.” The guidance directs sponsors to develop various drug product versions of previously approved antiretroviral drug regimens and encourages sponsors to submit drug applications for these products to FDA for review.
Fixed-dose combination regimens are attractive options because of the potential synergistic efficacy resulting from the dual or multiple mechanistic actions of individual components acting on different therapeutic targets. Also, one component in the fixed-dose combination may negate an adverse effect of the other component. There are a number of FDCs that have been used successfully in therapeutic areas such as diabetes, HIV/AIDS and cardiovascular diseases. Table 1 provides a list of selected examples of commercially available FDCs in these therapeutic areas. Furthermore, there is also encouragement from regulatory agencies to the pharmaceutical industry to develop FDC for disease areas such as HIV/ AIDS where polypharmacy is common. For example, in 2006, the Food and Drug Administration (FDA) announced the availability of a guidance for industry entitled “Fixed Dose Combinations (FDC), Co-Packaged Drug Products and Single Entity Versions of Previously Approved Anti-retrovirals for the Treatment of HIV.” The guidance directs sponsors to develop various drug product versions of previously approved antiretroviral drug regimens and encourages sponsors to submit drug applications for these products to FDA for review.
Types of Fixed-dose Combination Tablets
Figure 1 shows the common types of FDC tablet dosage forms. The monolithic FDC tablet is composed of 2 or more active formulations mixed and compressed as a single layer tablet. Compaction can be conducted with conventional single-layer tablet presses. The bi-layer or multi-layer FDC tablet is composed of distinct layers of actives formulation. Compaction of bi-layer or multi-layer FDC tablets requires tablet presses with 2 or more feeding systems and compression rolls. The core tablet-in-tablet FDC is most sophisticated, and consists of a tablet core formulation surrounded by a second outer formulation. This FDC tablet is ideal for a rapidly disintegrating outer layer and slowly eroding inner tablet and the recommended weight ratio of core: core coat is at least 1:4. This review will focus on the first 2 types of FDC tablet drug products and considerations that are critical in their development and manufacture.
Monolithic Fixed-dose Combination (FDC) Tablet
The monolithic FDC tablet has the benefit of ease of manufacture and is frequently the first choice approach to develop FDC tablets. The most important criterion for monolithic FDC tablets is the chemical compatibility of the actives and the formulation composition. The monolithic FDC tablet should also be composed of formulations that are similar in release rates. Therefore, it is not possible to formulate a monolithic tablet composed of immediate release and modified release formulations. It is desirable to mix the actives within a common formulation base, although mixing of base formulations or granulations of 2 or more actives is also possible. In the former approach, it is feasible to obtain smaller FDC tablets, as compared to multi-layer or core tablet-in-tablets. The same principles as for tablet formulations govern the selection of components of the formulation base.
A balance between the plastic deformation and brittle fracture properties of the powder particles in the formulation base is required to enable compaction into tablets. For proper bonding forces, plasticity is necessary to reduce the distance between adjacent particles and brittle fracture is required to reduce sensitivity towards lubricants. Therefore, in monolithic FDC tablet formulations there can be sufficient degree of freedom to select plastic and brittle components to achieve this balance. A recent study on compaction behavior of binary mixtures of lactose and silicified microcrystalline cellulose [5] illustrates one approach on how combinations of binary mixtures can be tested and optimized for tablet formulations. The role of lactose and microcrystalline cellulose in the compaction behavior was studied by analyzing the effect of the composition on the stress transmission on the powder bed in the axial (stress transmission) and in the radial (stress transfer) directions. High lactose in the mixture was found to favor transmission in the axial direction, whereas high microcrystallinecellulose favored compaction in the radial direction. In mixtures with high lactose, when the axial pressure reached zero and just before starting the ejection, the tablet is yielding continuously in shear and the magnitude of decrease of radial stress (Restituted Radial Stress, RRS) can be used to explain de-laminations in the tablet. On the other hand, in mixtures with high microcrystalline cellulose, RRS was low, thus limiting the shearing solicitations after the release of pressure and before ejection. Thus, the composition of combinations of binary mixtures can also be studied in a similar fashion to minimize stresses like RRS for optimization of compaction behavior.
Bi-layer or Multi-layer Fixed-dose Combination (FDC) Tablet
 The bi-layer or multi-layer FDC tablet is composed of distinct layers of actives formulation. Given that these bi-layer or multi-layer FDC tablets require more complicated manufacturing processes, major drivers for development include chemical incompatibility among the actives and the need for different release rates. Ideally, the weight ratios among the layers should be similar. The greater the disparity in weight ratios, the more challenging the tableting process will be. A typical compression cycle for a bi-layer tableting operation is illustrated in Figure 2. Studies have been conducted to model the densification of the 2 layers and the interface during the compression process [7].
The bi-layer or multi-layer FDC tablet is composed of distinct layers of actives formulation. Given that these bi-layer or multi-layer FDC tablets require more complicated manufacturing processes, major drivers for development include chemical incompatibility among the actives and the need for different release rates. Ideally, the weight ratios among the layers should be similar. The greater the disparity in weight ratios, the more challenging the tableting process will be. A typical compression cycle for a bi-layer tableting operation is illustrated in Figure 2. Studies have been conducted to model the densification of the 2 layers and the interface during the compression process [7].
There are a number of principles and considerations guiding bi-layer or multi-layer tablet manufacture. The better flowing formulation is generally selected as the first layer. This is largely because the fill of the first layer will determine the weight and fill control of the second or subsequent layers. The first layer tamping force is usually minimal, resulting in some densification of the first layer. The force selected may be just sufficient to enable a compact for first layer sampling or make space for the second layer filling. The strength of the interface was found to decrease with the increasing of the first layer compaction force [3]. Thus, memory of the compacted first layer material, i.e. the amount of elastic and plastic deformation, has a significant effect on the strength of the interface. Since the first layer tamping force is usually minimal, there can be punch sticking of the first layer material. This will become problematic after multiple compressions or when increased cross-contamination of the layers occurs. Therefore, optimization of the first layer tamping force, main compaction force and lubrication can become critical in this case. Since the first layer formulation is subjected to double compression in bi-layer tableting, typically the more compactable material is chosen to be the first layer. To illustrate this, a study was conducted to establish the manufacturing method of formulated bi-layer caplets containing a sustained release layer of hydroxypropylmethylcellulose 2208 (HPMC 2208) matrix [6]. In this study, the cracking of the bi-layer caplets was not due to the separation of the interface, but the lamination of the sustained-release layer containing 60% HPMC 2208. Two factors, roller compaction pressure on dry granulation of the sustained release layer and filling order of the sustained-release layer in bilayer compression, were related to lamination of bi-layer caplets. The compactibility of the sustained-release layer decreased with an increase in roller compaction pressure on dry granulation. The compactibility of the sustained-release layer in the shape of the second layer, convexo-concave, is superior to that in the shape of the first layer, convexo-convex. This is attributed to a more uniform density distribution in the shape of convexo-concave than that in the shape of convexo-convex. Therefore, to avoid lamination, the sustained-release layer was processed by direct compression to improve compactibility over dry granulation. Furthermore, the relatively less compactable sustained-release layer was fed as the second layer in the bi-layer compression.
In addition to the necessary considerations of tablet formulations that include careful selection of plastic, brittle, and other desirable components, it is preferable to formulate layers with similar properties and compactibility to increase success in compression and layer adhesion. For example, layers that have different relaxation after compaction or different (thermal or moisture-driven) expansion after exposure to stressed conditions are more likely to fail at the interface. Process-related factors like compaction pressure and tableting speed can influence dwell time and strength of the interface adhesion. The compression behavior and compactibility of a novel tri-layer tablet formulation as a function of punch velocity have been investigated [8]. The main formulation components were poly(ethylene oxide) (PEO), lactose, and theophylline. Compact lamination was only observed at both high punch velocity (500 mm s-1) and compaction pressure. Therefore, when considering the production rate in bi- or multilayer compaction, it is necessary to consider the balance between efficiency of high speeds and yield of good tablets obtained with reasonable compression dwell times.
Lubricant concentration in the formulation can influence the adhesion strength of the layers. A study was conducted to predict and model adhesion strength in complex layer tablets produced in production scale from laboratory-scale experiments [1]. The strongest negative influence on adhesion strength in the complex layer tablets was exerted by the lubricant concentration in the central layer. An increased amount of lubricant resulted in higher sensitivity of layer adhesion to the applied compression forces during central-layer tableting.
Layer adhesion can be evaluated mechanically using shear testers or axial tensile strength testers. Interface between the layers can be imaged using techniques like laser profilometry and X-ray tomography [3]. Laser profilometry can be applied to evaluate the topography of the fracture surfaces of the interface. X-ray tomography is a non-destructive technique that uses radiographic images taken at multiple angles to obtain a 3D image of the sample. Inman et al applied this method to examine a microcrystalline cellulose bi-layer tablet manufactured using an unlubricated punch and die set. It was found that the retardation force of the die contributed to the formation of an inherent crack at the interface of the adjacent layers. This crack may be formed either during the unloading or more likely at the ejection phase of the compaction process.
Monitoring and Control Systems for Bi-layer and Multi-layer Compression and Scale-up
In bi-layer or multi-layer compression and scale up, layer weights/compaction force variation and cross-contamination of the layers are important to monitor and control. Control of weight and compaction forces during bi- or multi-layer compressions are less straight forward than single-layer compression. Although the first layer weight or thickness can be measured before addition of the second layer, force or thickness measurements taken at final main compression are subjected to variations in both first and second layer weights. Modern multi-layer presses are equipped with at least 1 method of first layer sampling. These methods include: first layer ejection before second layer filling, over-compression to yield the delaminated layers and missing fill of the second layer. Once first layer weight is measured with certainty, the second layer weight can be deduced from the subtraction of the first layer weight from the total tablet weight. In tablet presses that monitor constant-thickness, compaction force is known to vary in response to changes in tablet weight. By tracking the peak compaction force of each station, it will be possible to obtain feedback information on tablet weight. Since the first layer tamping force is usually low (less than 10 kN), the force measurement transducers for first layer forces may need to be of increased sensitivity. Typically, a target main compaction force with a range is defined to accommodate variations in both first layer and second layer weights. The inherent difficulty is to distinguish if a low final compaction force is attributed to a low first layer weight, a low second layer weight, or a combination of both. In an extreme case, the main compaction force could be at target due to a combination of high first layer weight and low second layer weight. Planar approximation of the force weight relationship for bi-layer tablets has been developed to design a viable 2 layer tablet weight control system [2].
An essential feature of modern multi-layer tablet presses is the control to restrict cross-contamination. The presses are equipped with vacuum systems located after feeding systems to remove any excess first or second layer material. Unlike single-layer presses, recirculation of any excess material is limited in this way, and this can have potential implications on production yield of the tableting process. It is important to control the vacuum settings and locations to obtain optimal cross-contamination control. Nevertheless, there may still be limited cross-contamination of up to 10% of one layer within the other layer. In early formulation development, it may be necessary to check the chemical compatibility of the layers within these potential cross-contamination concentration ranges. Chemical imaging techniques can be used to visualize the cross-contamination at the interfaces. For example, time-of-flight secondary ion mass spectrometry (TOF-SIMS) chemical imaging is capable of ppm detection limits and 10-20 Angstrom surface sensitivity. It can be applied as a PAT tool to image the distribution of each component at the interface and monitor the uniformity of the tablet layers as an indicator of process control.
Other press specifications that are used to evaluate bi-layer or multi-layer presses include the number of stations, minimum and maximum output number of tablets per hour, maximum and minimum compaction force controls of each layer, maximum depth of fill and upper punch entry, possibility of pre-compressions and tooling type (B or D) that can be installed in the press [4].
Summary
Research and development of FDC drug products is driven by multiple factors including improving patient compliance and therapeutic outcomes, stakeholders in the pharmaceutical industry and motivation by regulatory agencies. Formulation and process development of bilayer and multi-layer tablets can be more complicated than single entity tablets. Principles and considerations of bi-layer formulation and process development are discussed here. There are also monitoring and control systems in modern multi-layer tablet presses that can improve the compression and scale-up process.
Acknowledgment
The author would like to thank S. Varia (BMS) for reviewing this article.
References
1. Dietrich, P., Bauer-Brandl, A., Schubert, R. Influence of tableting forces and lubricant concentration on the adhesion strength in complex layer tablets, Drug Development and Industrial Pharmacy 26 (7), pp. 745-754 (2000)
2. Ebey, G.C. Bilayer tablet weight control theory, Yearbook 1996 Pharmaceutical Technology, pp. 54-57 (1996)
3. Inman, S.J., Briscoe, B.J., Pitt, K.G. Topographic characterization of cellulose bilayered tablets interfaces, Chemical Engineering Research and Design 85 (7 A), pp. 1005- 1012 (2007)
4. Li, S.P., Karth, M.G., Feld, K.M., DiPaolo, L.C., Pendharkar, C.M. and Williams, R.O. Evaluation of bilayer tablet machines - a case study, Drug Development and Industrial Pharmacy, 21(5), 571-590 (1995)
5. Michrafy, A., Diarra, H., Dodds, J.A. Compaction behavior of binary mixtures, Powder Technology 190 (1-2), pp. 146-151 (2009)
6. Ohmori, S., Makino, T. Sustained-release phenylpropanolamine hydrochloride bilayer caplets containing the hydroxypropylmethylcellulose 2208 matrix. II. Effects of filling order in bilayer compression and manufacturing method of the prolonged-release layer on compactibility of bilayer caplets, Chemical and Pharmaceutical Bulletin 48 (5), pp. 678-682 (2000)
7. Sinka, I.C., Cocks, A.C.F. Modeling die compaction in the pharmaceutical industry, in Engineering Materials and Processes, Chapter 14, pp. 223 to 239 (2008) Publisher: Springer-Vertag London Limited
8. Yang, L., Venkatesh, G., Fassihi, R. Compaction simulator study of a novel triple-layer tablet matrix for industrial tableting, International Journal of Pharmaceutics 152 (1), pp. 45-52 (1997)
Otilia Koo, Ph.D. is currently Senior Research Investigator at Bristol-Myers Squibb (BMS) Company, Biopharmaceutics R&D, in New Brunswick, New Jersey. She received her Ph.D. in Pharmaceutics (2005) from the University of Illinois at Chicago (UIC). Prior to this, Dr. Koo received her Bachelor (Hons) in Pharmacy (1997) and Masters in Pharmaceutics (2000) from the National University of Singapore. Her current research interests are in the areas of solid dosage formulations, excipients characterization and the role of excipients behavior in influencing formulations and choice of unit operation processes.