Introduction
Pulmonary dosage forms containing particulate drug substance in micronized form, such as suspension based pMDIs (Metered Dose Inhaler) or DPIs (Dry Powder Inhalation Formulation) are widely used for locally pulmonary therapy (like asthma or COPD), but also developed for systemic therapy. Considering the use of micron-sized drug substance particles in these dosage forms, drug substance physicochemical properties are highly decisive for product stability and performance like delivered dose, fine particle fraction, and stage by stage drug deposition. Beside the particle size of the micronized drug substance, key physiochemical properties like shape, surface properties, particle density, electrostatic charge and amorphous content contribute to the effective aerodynamic particle size.
As the drug particle physicochemical properties are key for inhalation dosage forms, especially in the area of inhalation formulation development, the field of particle engineering plays a key role. An optimized and well characterized drug substance finishing process is mandatory for achieving a robust drug product – but also to guarantee a robust manufacturing process and a detailed understanding of the physicochemical properties and interactions of the drug substance particles among each other (cohesive/adhesive nature) and the interaction between drug substance, drug product and device [1].
The common technique for the preparation of micron-sized drugs is the mechanical micronization of previously formed larger particles using air-jet-mills. Air jet-micronization is a well established technology within development, clinical manufacture and production. However, despite the broad operational availability, top-down micronization does not always yield optimal particle properties and does not always allow for a good process control. Surface properties of the drug substance are altered during themechanical comminuting process causing amorphous or disordered surfaces, which might cause a physical instability of the material. This very often requires additional post-micronization treatment processes aiming for a surface stabilization or relaxation in order to achieve a stable material und consequently a stable drug product and a robust process.
Based on these drawbacks techniques which prepare the drug directly in the required micron-sized particle size are in the focus of interest, especially in development areas where the physicochemical drug substance properties are absolute decisive for product performance, stability and process robustness and control like formulations for inhalation use.
Beside the employed particle engineering strategy per se, key enablers for a successful inhalation formulation are a strong understanding and control of the physicochemical properties, a unique understanding and setup of the interfaces (drug substance – drug product; from un-micronized drug substance – to micronized drug substance, the relationship DS properties [e.g. particle size, particle size distribution, shape, surface roughness, amorphous fraction] to drug product performance and effective aerodynamic particle size).
Thus, beside tailor made particles and the selection of the optimal particle engineering technology, an integrated DS/DP development strategy is a key building block in pulmonary dosage form development.
Micron-Sizes Particles – How To Get Them
Top Down as Classical Development Pathway
Top-down micronization using mechanical comminution by air jet-milling is the most commonly employed micronization technique. This technology is a commonly available and well established technique in development and GMP manufacturing. Process control and a particle size in the pulmonary range are achievable with sufficient throughput. However, regarding physicochemical drug substance properties the process is disadvantageous.
To develop a robust micronization process, a key critical quality attribute is the incoming unmicronized drug substance. Its shape and particle size can impact the micronizatoin process and the properties of the micronized material. By optimization of the crystallization process (including crystallizing the drug substance in a particle shape optimal for micronization, such as spherical particles), process robustness and process uniformity can be optimized.
Dry Micronization: Air jet-mills
There are several types or air jet-mills. Most common is the spiral jet-mill and the fluid bed opposed jet-mill. Common micronizing principle is a particle-particle and a particle-wall collision. The key difference is the classifying principle using the static classifier (centrifugal forces in the milling chamber) in case of the spiral jet-mill, or the dynamic classifier in case of the fluid bed opposed jet-mill.
Resulting particles are not naturally grown and mainly show a broad particle size distribution. Breakage mainly occurs at the weakest crystal plane – mostly the hydrophobic ones – causing the generation of hydrophobic surfaces causing poor wetability and electrostatic charging. Due to the high energy input and the mechanical particle breakage, thermodynamically instable areas are created, and the particle surface is partially amorphous resulting in a physical / chemical instability and a “dynamic nature” of the micronized drug.
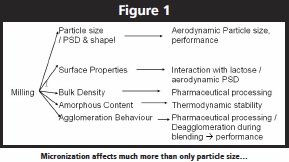
The main goal of each micronization process is to achieve a desired particle size distribution. However beside the particle size, several other physicochemical drug substance properties are affected (see Figure 1). They again determine several properties such as
- biopharmaceutical properties (performance, change of performance over time, surface properties, wettablity)
- thermodynamic stability (activated surface, electrostatic charging, amorphous surface)
- pharmaceutical / manufacturing-related properties (agglomeration behavior, blending behavior, powder flow)
 Physicochemical surface properties and their potential change over time are decisive for the pulmonary performance. In case of suspension based pMDIs, a particle growth in suspension will occur if partially amorphous surface areas are present in the micronized material. The performance of DPI formulations is highly dependent on the interaction of the micronized drug substance with the lactose carrier, which is influenced by the (surface- and particle-) properties of the micronized drug substance (and the lactose properties on the other side).
Physicochemical surface properties and their potential change over time are decisive for the pulmonary performance. In case of suspension based pMDIs, a particle growth in suspension will occur if partially amorphous surface areas are present in the micronized material. The performance of DPI formulations is highly dependent on the interaction of the micronized drug substance with the lactose carrier, which is influenced by the (surface- and particle-) properties of the micronized drug substance (and the lactose properties on the other side).
Reordering activated surfaces: Postmicronization Treatment Processes
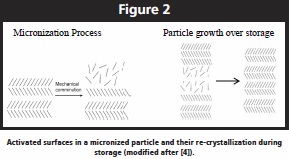 Due to the generation of activated surfaces within the micronization process (Fig. 2), a change of particle properties over time will occur due to surface relaxation. Depending on its kinetics and impact, the drug product performance can be affected due to the change of the physicochemical surface properties. Beside the change in the surface properties, also the particle size is affected (average particle size increases, specific surface area decreases) if amorphous surfaces recrystallize (Fig. 2).
Due to the generation of activated surfaces within the micronization process (Fig. 2), a change of particle properties over time will occur due to surface relaxation. Depending on its kinetics and impact, the drug product performance can be affected due to the change of the physicochemical surface properties. Beside the change in the surface properties, also the particle size is affected (average particle size increases, specific surface area decreases) if amorphous surfaces recrystallize (Fig. 2).
Within each micronization process development, the detailed physicochemical analytics of the freshly micronized material is an important working package. Level of surface disorder and its kinetic as well as thermodynamic stability is investigated. Several technologies like microcalorimetry, dynamic scanning calorimetry (DSC), dynamic vapor sorption (DVS), inverse Gas Chromatography (iGC), Atomic Force Microscopy (AFM), Dynamic Mechanical Analysis (DMA) are employed. In case the particles are not kinetic stable, processes have to be developed aiming a particle ripening after the micronization process (temperature cycling aiming a particle ripening in pMDI formulations, powder postmicronization treatment processing).
Postmicronization treatment processing aims to convert the activated surface into a stable one using a controlled process. According to the equation by Gordon-Taylor, the glass transition temperature is dependent on the environment. This principle is used in the development of solid solutions for poorly soluble compounds by combining the drug substance with a polymer having a high glass transition temperature – in order to stabilize the amorphous state of the drug substance by increasing the glass transition temperature of the system. In case of processes aiming to re-crystallize the activated surface, the glass transition temperature is decreased by defined vapor concentration (water vapor or organic vapor). Above the glass transition point, the molecular mobility is increased causing a recrystallization. Within process development, glass transition point, re-crystallization kinetics and crystallization event, are investigated defining the design space of the process parameters.
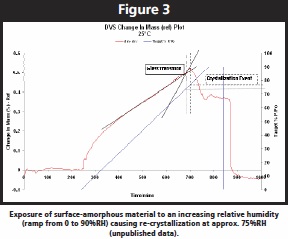 As amorphous material shows a higher vapor affinity than crystalline one, dynamic vapor sorption detects the re-crystallization event (ad hoc desorption of vapor originally absorbed by the amorphous material at the timepoint of re-crystallization). An example is given in Fig. 3.
As amorphous material shows a higher vapor affinity than crystalline one, dynamic vapor sorption detects the re-crystallization event (ad hoc desorption of vapor originally absorbed by the amorphous material at the timepoint of re-crystallization). An example is given in Fig. 3.
Wet milling: Pearl Ball Mills and High Pressure Homogenization
Compared to dry milling, wet milling shows several advantages. The process is less complex, no dust is formed, and the newly created surfaces are in-situ re-structured in the suspending media. Comminution occurs by particle-particle, particle-wall collisions, cavitation, and shear forces in the surrounding liquid. Homogenization step can be repeated as often as necessary by cycling allowing a well control of resulting particle size by online-monitoring.
Key drawback is the fact, that the product is suspended in a carrier liquid (non-solvent) making a downstream processing by filtration/drying, spray- or freeze-drying required. During this process often the powder properties are negatively affected due to particle aggregation.
Micro-milling in high pressure homogenizers is an efficient, reproducible process to generate small, non-agglomerated particles for pharmaceutical applications at high throughput. The achievable particle size is in the range of approximately 0.5 – 10 μm with narrow particle size distributions, allowing an efficient control through the operating parameters, i.e., pressure drop and number of passes through the equipment. An opportunity of high pressure homogenization over pearl ball milling is the opportunity to avoid additional downstream processing if compressed gases are used as suspension media. Free flowing particles can be obtained by pressure relaxation.
Bottom Up Particle Engineering Technologies
The process development of the last drug substance process steps is a critical and decisive one for inhalation products due the high impact of drug substance properties on the drug product performance and stability. Due to the drawbacks of the commonly used mechanical comminution, and the requirement of an additional process step after the micronization process, such as postmicronization powder-treatment processes, several efforts have been made in the last years aiming for bottom up processing of micron-sized particles, especially in the inhalation area. This is also reflected by the number of publications and review articles in this area over the last years [2, 3, 4, 5].
Driving force to establish a new technology in development, clinical trial manufacture, and commercial production is a high and special need of special drug delivery systems where drug substance particles have a key impact, such as within (systemic) respiratory drug delivery. Several drug particle engineering techniques enable the production of drug particles directly in the required small particle size. Most of them have in common that the particle formation is carried out rapidly – for example via spray-drying, or precipitation.
Spray-drying
Finely dispersed drug particles can be prepared from a drug solution by spray-drying a drug solution which represents a well known bottom-up particle engineering approach. Drawback of this technology is that particle formation occurs very rapidly, resulting in mainly amorphous products. Spray-dried drugs show a small and homogeneous particle size. For pulmonary use, a higher respirable fraction is observed than for mechanically micronized drugs. The spray-drying technique can be handled relatively easily if watersoluble drugs are to be processed. However, in the case of drugs with poor water solubility organic liquids are required which necessitates high machine expenditure. In order to avoid the use of an explosion protected equipment non-flammable solvents like dichloromethane can be used. Organic solvents have to be recaught. Due to these challenges, the use of the spray-drying technique for drug particle design is limited.
Super Critical Fluid Processing
Particle engineering using the supercritical fluid (SCF) technologies is known since decades. However due to the technicalefforts and the required special equipment it is still very rarely employed in the pharmaceutical industry. Particle size and shape are uniform in most cases as typical for spray-drying based processes.
As supercritical gasphase, carbon dioxide is used most widely. Carbon dioxide is chemically inert, non-toxic, and its supercritical temperature is low (31.1 °C) which makes it attractive for heatsensitive materials.
Two main process principles can be distinguished:
- Supercritical fluid = Non-solvent
- ASES (Aerosol Solvent Extraction System; drug solution sprayed into supercritical fluid)
- GAS (Gas Anti Solvent; drug solution is mixed with supercritical fluid)
- PCA (Precipitation with Compressed Antisolvents; spraying of the solution into compressed antisolvent)
- Supercritical fluid = Solvent
- RESS (Rapid Expansion of Supercritical Solutions; precipitation by expansion)
The RESS-technique generates particles by expansion of a solution of the drug in a supercritical fluid. Thus contaminantfree drug particles of thermally labile substances can be prepared. The RESS process is limited by the solubility of a drug substance in supercritical carbon dioxide.
The limited solubility in a supercritical fluid is used by other SCF-processes where supercritical carbon dioxide is employed as nonsolvent. The drug is dissolved in a solvent and precipitated in the supercritical fluid while the solvent is miscible with the supercritical carbon dioxide. The first technique using this principle was the ASES-process (Aerosol Solvent Extraction System), followed by several process variations such as GAS or PCA processing [4].
Low density particles – low aerodynamic particle size despite large particle size
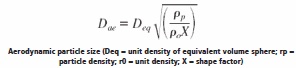 Particle size data describe a standardized particle size, based on the analytical technology used. Especially in pulmonary use, this value does not necessarily reflect the effective particle size defining the behavior in an airstream in the lung. Equation 1 shows two main contributing factors affecting the effective aerodynamic particle size. A decreased density and an increased particle shape factor are opportunities to decrease the effective particle size. This principle is employed when using needle-like particles or large low-density particles. A well described processes to achieve low density particles is the pulmosphere technology, where an emulsion containing the drug substance, phospholipids and a propellant is spray dried, yielding large porous particles. Aerodynamic particle size (Deq = unit density of equivalent volume sphere; rp = particle density; r0 = unit density; X = shape factor)
Particle size data describe a standardized particle size, based on the analytical technology used. Especially in pulmonary use, this value does not necessarily reflect the effective particle size defining the behavior in an airstream in the lung. Equation 1 shows two main contributing factors affecting the effective aerodynamic particle size. A decreased density and an increased particle shape factor are opportunities to decrease the effective particle size. This principle is employed when using needle-like particles or large low-density particles. A well described processes to achieve low density particles is the pulmosphere technology, where an emulsion containing the drug substance, phospholipids and a propellant is spray dried, yielding large porous particles. Aerodynamic particle size (Deq = unit density of equivalent volume sphere; rp = particle density; r0 = unit density; X = shape factor)
Crystallization / precipitation of micronsized particles
Recently an increased effort to develop techniques for precipitating or crystallizing micron-sized particles has been made.
Superior aerodynamic properties are described for microcrystals manufactured via an in-situ-micronization technique [6]. Micronsized drug powders can be prepared using a controlled crystallization technique in the presence of a protective hydrophilic polymer followed by spray-drying of the formed suspension.  The product is characterized by a homogeneous particle size distribution. As drug particles and surfaces are naturally grown, critical effects resulting from milling processes are avoided. Compared to jet-milled drug substance, a superior pulmonary performance and thermodynamic stable particle surfaces are described for different drug substances (Fig. 4). Due to the modified physicochemical powder and surfaceproperties, even in case of a similar particle size (analyzed via laser light diffraction), the fine particle fraction was described significantly increased [7], being stable over storage time. As no amorphous surfaces are generated, postmicronization treatment processes for surface relaxation are not required.
The product is characterized by a homogeneous particle size distribution. As drug particles and surfaces are naturally grown, critical effects resulting from milling processes are avoided. Compared to jet-milled drug substance, a superior pulmonary performance and thermodynamic stable particle surfaces are described for different drug substances (Fig. 4). Due to the modified physicochemical powder and surfaceproperties, even in case of a similar particle size (analyzed via laser light diffraction), the fine particle fraction was described significantly increased [7], being stable over storage time. As no amorphous surfaces are generated, postmicronization treatment processes for surface relaxation are not required.
Several precipitation processes are described [2, 4]. A precipitation technique which is called EPAS (Evaporative Precipitation into Aqueous Solution, a solution of the drug heated above its boiling point is sprayed into a heated aqueous phase) enables the production of small drug particles which are coated. The “spray freezing into liquid” process represents another spray-based precipitation technology. All processes have in common that particle formation occurs by a rapid change of the environmental conditions.
Modified sono-crystallization techniques represent another approach to crystallize small particles, due to “ultrasonic seeding” several nuclei are formed, beside this some milling effect can be caused by the ultrasonic treatment.
As in case of the wet milling technologies, particles are formed from most bottom-up approaches in a suspension which makes a particle collecting process necessary. In order to stabilize the formed small particles, some technologies use stabilizers such as polymers or surfactants which are so for not used for pulmonary application. Additional toxicological studies are required.
Due to the advantageous particle properties, especially in the inhalation area, where usually drug substance batch sizes are much lower than in case of drug substances for oral use – in future a further increasing importance of these technologies is to be expected, not only in academia but also in pharmaceutical industry.
Conclusion
There is a high need for a detailed understanding and control of physicochemical drug substance properties, and a high potential of particle engineering/crystal engineering efforts– especially within the special field of drug substance processing for inhalation use.
However, not only special technologies are employed to well control and optimize the drug substance properties. There is a high need and a great opportunity also within the established technologies (such as the crystallization process delivering the unmicronized drug substance, the micronization process, and the postmicronization treatment process) to be well controlled in order to define the optimal design space for the drug substance processes and the drug product processes. A close drug substance and drug product interface during development is the basis for a robust product and process, justified specifications of properties and process design space.
The use of designed tailor made particles can optimize the physicochemical properties, the pharmaceutical processability, and the biopharmaceutical performance.
Especially in inhalation formulation, the drug substance particle properties are key parameters of the drug product, a joint drug substance / drug product development and a strong interface between the last DS-forming step(s) and drug product development is the key for a successful pulmonary development project.
References
1. Telkao, MJ. and Hickey AJ, Dry Powder Inhalation Formulation. Resp. Care 50 (9), 2005, 1209-1227
2. Chow, A. et al., Particle Engineering for Pulmonary Drug Delivery. Pharm. Res. 24 (3), 2007, 411-437
3. Ragab, D. et al., Particle Engineering Strategies via Crystallization for Pulmonary Drug Delivery. Organic Process Res. and Dev., 2009
4. Rasenack, N. and Mueller, B.W., Micron-sized drug particles – common and novel micronization-techniques. Pharm. Dev. Tech. 9 (2004) 1-13
5. Rasenack, N. and Mueller, B.W., Poorly water-soluble drugs for oral delivery – a challenge for pharmaceutical development. Part II: Micronization technologies and complex formation. Pharm. Ind. 67(4) (2005)
6. Rasenack, N., et al., Preparation of microcrystals by in-situmicronization. Powder Technology 143 (2004) 291-296
7. Rasenack, N., Steckel, H. and Mueller, B.W., Micronization of anti-inflammatory drugs for pulmonary delivery by a controlled crystallization process. J. Pharm. Sci. 92 (2003) 35-44
Dr. Norbert Rasenack is pharmacist by education. He holds a PhD in Pharmaceutical Technology from the University of Kiel. Working several years in different pharmaceutical companies in technical research and development, Dr. Rasenack gained substantial broad experience within CMC development covering Drug Product formulation- and process development for pulmonary, liquid and solid oral dosage forms, Particle Engineering / Drug Substance process development and Physicochemical Characterization, and representing the CMC-functions as project leader within international project teams. Key areas of expertise are the formulation development of poorly soluble compounds and physicochemical powder characterization. He authored several patent filings and publications. Currently, Dr. Rasenack is working at Novartis Pharma AG as Fellow within Global Pharmaceutical Development.