Introduction
For recombinant therapeutic protein production, microbial (e.g. E.coli) and mammalian cells (e.g. CHO-cell) are the most important hosts. Progress in producing high value biologics not only depends on improving the performance of the cells but also of the efficiency of their supply in production-scale bioreactors. The activity of the cells is controlled by their immediate microscopic environment and the task of a macro-scopic bioreactor is to provide the optimal conditions to as many cells as possible for producing the desired product. This does not only mean that broth homogeneity must be approached, this also mean that the optimal conditions for the cells must precisely be adjusted in order to obtain high productivity and batch-to-batch reproducibility. The latter determines the process quality and hence the product quality as well.
High performance bioreactors, thus, keep the environmental conditions of the cells tightly under control. In larger production scale reactors this is primarily a transport problem. The performance of any controller depends not only on the preciseness by which it gets information about the current state of the process but also particularly also on the time it needs to correct for deviations. Deviations in the pH value from its set point, for instance, require fast addition of exactly the amount of base needed for the pH correction, as well as fast homogenization of this corrective.
Mixing
Mixing is the way by which we try to achieve broth homogeneity. Inhomogeneity can be minimized but not avoided in large scale bioreactors, particularly not when the reactors are operated in the fed batch mode, where a feed solution is added to the top surface of the culture. The same applies for additives such as the base or acid addition necessary for pH control. These materials must thus be distributed across the entire reactor as fast as possible. The mixing time tells us how long it takes to achieve 95% homogenization. In a 10 m3 cell culture reactor, this is in the order of minutes.
Quick homogenization requires turbulent flow conditions. They are induced by an agitation system that generates flow structures that are inherently unstable. By a cascade of decaying eddies of different sizes, from the scale of reactor diameter down to 100 microns, homogenization is obtained at the small scale. The rest, down to the cell size, is made by molecular diffusion. Turbulence, however, is highly energy consuming, i.e. it costs a lot of agitation power. Good mixing requires a continuous power input to maintain turbulent flow conditions.
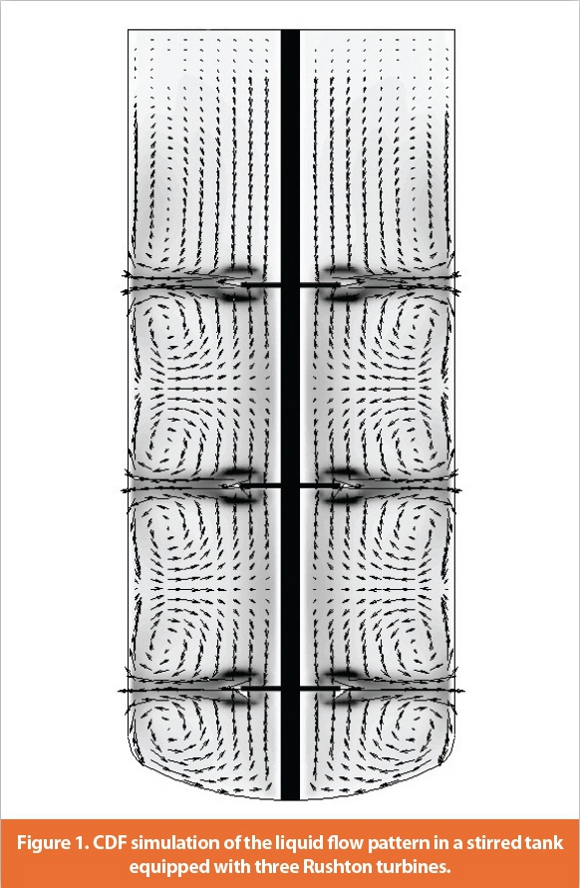
In chemical and biochemical engineering textbooks another aspect is stressed, namely the mean flow patterns, where the turbulent motion which is so important to mixing is averaged away. These structures are also important, but from a different point of view. Figure 1 shows a typical example from a standard bioreactor equipped with three Rushton turbines.
Figure 1 shows, what has not yet been appreciated enough, that quite pronounced flow compartments are developing around each Rushton turbine. As various independent mixing experiments showed, the fluid is captured for some time within these flow compartments. This has an immediate consequence for mixing.
 Decolorization experiments in mixing vessels stirred with three Standard Rushton Turbines showed that top-to-bottom mixing proceeds stepwise from the top to the upper flow compartment to the compartment in the middle to the lower one. This takes time. Hence we should not be surprised that a bioreactor with a smaller number of impellers, and thus less flow compartments, can depict a smaller top-to-bottom mixing time under similar volumetric power input conditions.
Decolorization experiments in mixing vessels stirred with three Standard Rushton Turbines showed that top-to-bottom mixing proceeds stepwise from the top to the upper flow compartment to the compartment in the middle to the lower one. This takes time. Hence we should not be surprised that a bioreactor with a smaller number of impellers, and thus less flow compartments, can depict a smaller top-to-bottom mixing time under similar volumetric power input conditions.
Experimental evidence for that is shown in Figure 2. This does not only apply for Rushton turbines but also for other impellers. The message is: When compartments around the impellers develop, top-to-bottom mixing is impaired.
The mixing manufacturers responded with no problem, then we proposed using specialists for axial transport, modern hydrofoil impellers and combined them with a Rushton turbine (the latter for air dispersion, discussed later). This was carried out in such a way that only a single big circulation flow pattern covering the entire vessel should be induced and hence a fast top-to-bottom flow close to the impeller shaft.
This looked promising but the experimental result in Figure 3 shows that something was overlooked. In between the two down-pumping hydrofoils, where the liquid velocity was expected maximal in downward direction, the bubbles rise unexpectedly with a high velocity.

This happened because the axial flow impellers change their flow characteristics when the liquid is strongly aerated. Then gas cavities develop behind the impeller blades which do not only drastically reduce the power that is transferred into the liquid motion by the impellers at a given stirrer speed, but also its flow characteristics. The result is that again flow cavities develop around the individual impellers and, hence, this arrangement suffers from the same problem as the conventional ones. This can only be avoided when the axial flow impellers are installed with a relatively small clearance to each other. 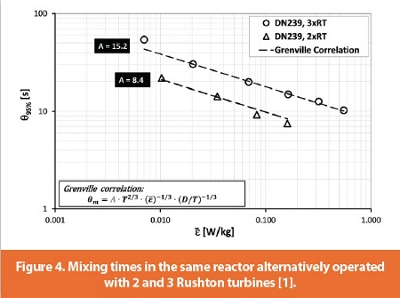
There are practical consequences that can be drawn from these insights. The first is not to use more impellers than really needed. Two impellers are sufficient for slender tanks of an aspect ratio between 1 and 2 that are usually employed in recombinant protein production as shown in Figure 4. But one should also think of the flow baffles: with larger baffles the same power input is obtained at smaller stirrer speeds.
The second is that substrates and additives should not be dripped onto the top surface but pressed at least between the impellers into the dispersion. Even better would be to supply these solutions at more than a single point to drastically reduce the mixing requirements. With the substrate component air, we already have nearly a century experience in doing this. On the laboratory scale it was shown that this measure significantly improves the performance of pH and dO control [2] which is essential for a high batch-to-batch reproducibility of the protein production process.
Mass Transfer
Oxygen Mass Transfer
We must carefully distinguish between adding a substrate component to the culture and distributing it homogeneously to the benefit of all cells. Glucose can be put into the culture at a practically arbitrary rate, not, however, oxygen. Thus, the possible oxygen mass transfer rate, or its decisive transport coefficient, the kLa value, was ever considered a key performance characteristic for bioreactors.
The maximal kLa value a bioreactor can provide primarily depends on the energy that can be transferred per volume V into the random fluid motion by the agitator and the aeration system. The first correlation a bioprocess engineer learns in this respect is used since Cooper at al. [3].

It essentially assumes that the power is transferred integrally into the culture of a given volume V, independently of (a) the scale and (b) any local reactor property. This needs some correction: The power must be introduced locally where it is needed. In coalescence repressing media, such as culture media, gas dispersion mainly takes place at the impellers not significantly within the bulk of the culture.
Increasing the stirrer speed is of limited success: Upon aeration, the power that can be transferred into the culture broth at a given stirrer speed drops. The most often used Rushton turbine for instance, suffers from a power drop of about 50% at the aeration rates that are common in cultivation processes. The reason for that drop is well known: In the low-pressure areas behind the impeller blades gas cavities develop that change the effective blade geometry with the aeration rate and the stirrer speed. Consequently, the dispersion no longer flows around sharp blade edges but obstacles of varying size and thus varying flow resistances.

There are many experimental evidences for this fact. The first is that the mass transfer at a given power input by the agitator is larger when one or two impellers are mounted on the shaft as compared with a three-impeller arrangement. Then the agitation power is distributed on less impellers and hence the local energy dissipation density is higher at each impeller.
The idea of concentrating power input to increase mass transfer is not new. Several designs in large scale units are already in practice. One important example is the momentum exchange chamber in the gas liquid dispersers used in waste water treatment tanks of ‘Bayer Tower Biology’ or ‘Hoechst BioHoch’ constructions. Also in yeast and acetic acid production systems local moving dispersers were installed worldwide.
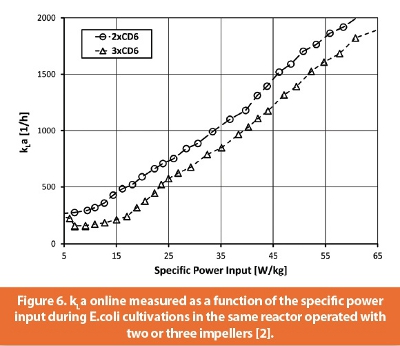
The relevance of this technique in stirred tanks for recombinant protein production can easily be seen by running the same process at the same specific power input with one or two impellers on the same shaft. When operated with two impellers, the power input is concentrated on two areas, while with three impellers the same power is provided by three impellers, i.e. the local dissipation density is lower. With this model we expect a smaller kLa. Experimental evidence is provided in Figure 6 from kLa measurements during real E.coli cultivations.
CO2 Removal
 Mass transfer cannot only be discussed by means of the oxygen supply to the cells. An important counterexample is the CO2 removal, which is of high practical importance to large scale cell cultures. There the carbon dioxide produced by the cells accumulates and finally inhibits biomass growth and product formation. Although the kLa values for CO2 and for O2 do not differ much and the amount of CO2 produced is roughly the same as O2 consumed, the carbon dioxide is not removed by the bubbles in large reactors at the same pace as oxygen is taken up.
Mass transfer cannot only be discussed by means of the oxygen supply to the cells. An important counterexample is the CO2 removal, which is of high practical importance to large scale cell cultures. There the carbon dioxide produced by the cells accumulates and finally inhibits biomass growth and product formation. Although the kLa values for CO2 and for O2 do not differ much and the amount of CO2 produced is roughly the same as O2 consumed, the carbon dioxide is not removed by the bubbles in large reactors at the same pace as oxygen is taken up.
Sieblist et al. [4] showed that the reason for this effect is not the kLa but the driving force for the CO2 mass transfer. Since the Henry coefficient for CO2 is more than 25 times larger than for O2, the rate by which bubbles accumulate CO2 is initially very much larger than the rate by which O2 is transferred into the culture. The consequence is that the bubbles become saturated with CO2 within seconds and once they are saturated, the driving force for mass transfer vanishes. For bubbles in big bioreactors that need much more time before they disengage from the broth, CO2 uptake is only a part-time job.  Consequently they cannot remove more CO2 than they can carry, hence, the apparent kLa drops. Then the true kLa value becomes immaterial.
Consequently they cannot remove more CO2 than they can carry, hence, the apparent kLa drops. Then the true kLa value becomes immaterial.
The only way to cope with this problem is enhancing the amount of gas passing through the culture, i.e. increasing the aeration rate. In small scale cell cultures, this effect does not appear at all, as there the bubble residence times are in the order of a second. Experimental evidence for the accumulation effect is given by Sieblist et al. [4]. As shown in Figure 7, even at reactors as small as 400 L volume, the apparent kLa is only dependent of the aeration rate but not of the power input as the kLa for O2 still is.
Conclusions
- Mixing and mass transfer, the most important characteristics of bioreactors, primarily depend on the amount of energy supplied and dissipated within the culture broth.
- Oxygen mass transfer in cultivation media, which are coalescence repressing, predominantly depends on the bubble size and thus the specific interfacial area term of the transport coefficient kLa. Hence, energy dissipation is required where the bubbles are generated. In stirred tank reactors the most important places for gas dispersion are the tips of the impeller blades. This insight is supported by experiments in the same bioreactor with 1, 2 and 3 impellers. Counter-intuitively, at the same power input, kLa is higher at a smaller number of impellers.
- Some mass transfer problems need a more structured approach. The removal of CO2 from large scale reactors is an important example. In large reactors, sufficient removal rates require high gas throughputs, which, however, may influence the transport behavior of the impellers.
- Mixing in currently used aerated stirred tank reactors suffers from the formation of flow compartments around the impellers. Their number must be kept low. Experimental evidence was given by comparing the mixing times measured in bioreactors equipped with two and three impellers. Contrary to the general assumption, the mixing time was higher with the three impeller arrangement. Hence, the advantage in mass transfer by using two impellers is not paid for by higher mixing times as one might suspect.
- As complete homogeneity cannot be obtained in real production scale bioreactors, the performance optimization is not only a problem for bioprocess engineers but also one of biologists. They must provide cells that are robust with respect to quick variations in the changing environments the cells experience within a large technical reactor.
References
1. Sieblist, C. (2012), Transport processes in currently used bioreactors, Ongoing PhD dissertation, Martin-Luther-University Halle-Wittenberg, Germany
2. Schaepe, S. (2012), Bioreactor performance revisited, Ongoing PhD dissertation, Martin-Luther- University Halle-Wittenberg, Germany
3. Cooper, C.M.; Fernstrom, G.A.; Miller, S.A. (1944), Performance of agitated gas-liquid contactors, Ind. Eng.Chem., 36, 504-509
4. Sieblist, C., Hageholz, O., Aehle, M., Jenzsch, M., Pohlscheidt, M., Lubbert, A. (2011), Insights into Large Scale Cell Culture Reactors: II. Gas-Phase Mixing and CO2-Stripping, Biotechnology Journal, 6/12, 1547-1556
5. Sieblist, C., Jenzsch, M., Pohlscheidt, M., Lubbert, A. (2011), Insights into Large Scale Cell Culture Reac-tors: I. Liquid Mixing and Oxygen Supply, Biotechnology Journal, 6/12, 1532-1546
6. Buche, W. (1937), Leistungsbedarf von Ruhrwerken, VDI-Zeitschrift, 81, 1065-1069
Author Biographies
 Christian Sieblist studied material science engineering at the Martin-Luther University in Halle, Germany. Since 2009, he has worked at Roche Diagnostics GmbH in Penzberg, Germany, as a manager of the Manufacturing Science and Engineering laboratory. His expertise is in the field of equipment characterization, scale-up and CFD.
Christian Sieblist studied material science engineering at the Martin-Luther University in Halle, Germany. Since 2009, he has worked at Roche Diagnostics GmbH in Penzberg, Germany, as a manager of the Manufacturing Science and Engineering laboratory. His expertise is in the field of equipment characterization, scale-up and CFD.
 Sebastian Schäpe studied biochemical engineering at the Martin-Luther University in Halle, Germany. Currently he is finishing his Ph.D. thesis at the Center of Bioprocess Engineering, Martin-Luther-University Halle-Wittenberg under the guidance of Prof. A. Lübbert.
Sebastian Schäpe studied biochemical engineering at the Martin-Luther University in Halle, Germany. Currently he is finishing his Ph.D. thesis at the Center of Bioprocess Engineering, Martin-Luther-University Halle-Wittenberg under the guidance of Prof. A. Lübbert.
 Michael Pohlscheidt received his diploma in bioengineering in 2001, University of Applied Sciences Aachen, Germany. His Ph.D. thesis was performed at Bayer HealthCare AG and Bayer Technology Services and guided by the University of Magdeburg, Germany (2005). From 2005 to 2010 he worked in different positions at Pharma Biotech Production & Development, Roche Diagnostics GmbH, Penzberg, Germany. Since 2010 he is working at Genentech Inc, Oceanside, CA, first as an associate Director Manufacturing Science and Technology and since 2012 as Director Manufacturing Operations.
Michael Pohlscheidt received his diploma in bioengineering in 2001, University of Applied Sciences Aachen, Germany. His Ph.D. thesis was performed at Bayer HealthCare AG and Bayer Technology Services and guided by the University of Magdeburg, Germany (2005). From 2005 to 2010 he worked in different positions at Pharma Biotech Production & Development, Roche Diagnostics GmbH, Penzberg, Germany. Since 2010 he is working at Genentech Inc, Oceanside, CA, first as an associate Director Manufacturing Science and Technology and since 2012 as Director Manufacturing Operations.
 Marco Jenzsch studied biochemical engineering at the Martin-Luther University in Halle, Germany where he finished his Ph.D. in 2006. Afterwards he started his career within Roche Diagnostics GmbH in Penzberg, Germany, where he first worked as a plant manager and since 2010 as a Director of Fermentation in Pharma Biotech Production. His expertise is in the field of GMP production of therapeutic proteins, scale-up and tech transfer.
Marco Jenzsch studied biochemical engineering at the Martin-Luther University in Halle, Germany where he finished his Ph.D. in 2006. Afterwards he started his career within Roche Diagnostics GmbH in Penzberg, Germany, where he first worked as a plant manager and since 2010 as a Director of Fermentation in Pharma Biotech Production. His expertise is in the field of GMP production of therapeutic proteins, scale-up and tech transfer.
 Andreas Lübbert received a diploma in physics from the Technical University Hannover, Germany in 1971, and a Ph.D. under the guidance of Prof. K Schügerl in 1975. In 1986, he received his habilitation in the field of technical chemistry from the University of Hannover. He has worked in the Institute of Technical Chemistry, University of Hannover (1971–95) and Center of Bioprocess Engineering, Martin-Luther-University Halle-Wittenberg (1995–2008). Currently, he is Professor Emeritus at the Institute of Biochemistry and Biotechnology, Martin-Luther-University Halle- Wittenberg, Germany.
Andreas Lübbert received a diploma in physics from the Technical University Hannover, Germany in 1971, and a Ph.D. under the guidance of Prof. K Schügerl in 1975. In 1986, he received his habilitation in the field of technical chemistry from the University of Hannover. He has worked in the Institute of Technical Chemistry, University of Hannover (1971–95) and Center of Bioprocess Engineering, Martin-Luther-University Halle-Wittenberg (1995–2008). Currently, he is Professor Emeritus at the Institute of Biochemistry and Biotechnology, Martin-Luther-University Halle- Wittenberg, Germany.