Continuous Granulation Process
Wet granulation is a widely used process in the pharmaceutical industry since this improves the flow properties, homogeneity and compressibility of the powder mix. Fluidized bed granulators and high shear mixers are typically used in traditional batch wet granulation processes. These two techniques differ from each other in terms of the technique used for solid agitation and on the mode of granule growth, as described by Faure et al. [1]. In recent years, the opportunities for applying quasi-continuous and continuous granulation have been investigated as a means to reduce time-to-market and to increase cost-effectiveness of production since the traditional batch granulation is both time-consuming and expensive [2-4]. It must be noted that scale-up problems related to the batch granulation processes can be avoided by applying a continuous granulation process since the same equipment using similar process parameters can be used for the lab-scale and large-scale production. The drawbacks of continuous processing in the pharmaceutical industry include the possibility of material waste if a long time is required until the process reaches steady state. In addition, the traditional batch definition is not applicable for continuous processing.
A fully continuous tableting process, starting with the dispensing of the individual formulation components and ending with the packaging of the tablets, requires a continuous and consistent mixing and granulation of powders which can be immediately used for tableting [4]. Continuous wet granulation techniques include extrusion, fluid bed agglomeration, instant agglomeration and spray drying, although at present extrusion has been the most popular for pharmaceutical applications. Extruders were introduced by Gamlen and Eardey (single screw) [5] and Lindberg et al. (twin-screw) [6] for use in pharmaceutical granulation about 25 years ago. The development of extruders as a tool for the continuous pharmaceutical granulation from 1986 until today has been summarized elsewhere [7-9]. Interestingly, in a comparative study, where a formulation containing excipient (different lactose grades) and active pharmaceutical ingredient (acetaminophen and cimetidine) were granulated by both extrusion granulation and high shear granulation, the granules and tablets produced by the extrusion granulation displayed better properties than those produced by high shear granulation [10]. However, few studies comparing the batch and continuous wet granulation processes have been published.
Properties of Granules Produced by Continuous Granulation
The properties of granules produced by twin-screw granulation are affected by the equipment variables, formulation, granulating liquid and process variables [11]. Studies have been conducted on the effects of screw speed, total powder input rate and extruder type on the properties of granules prepared from two typical pharmaceutical excipients, namely lactose and dicalcium phosphate, using either water or polyvinylpyrrolidone as the granulating liquid [11-12]. Overall, the results indicated that twin-screw granulation is an efficient method for producing lactose and dicalcium phosphate granules for tableting. The properties of lactose granules (particle size, friability and bulked and tapped density) were not affected by either increasing the screw speed from 200 to 450 rpm or the total powder input rate from 5.5 to 9.5 kg/h using one type of co-rotating twin-screw extruder [12]. A comparison of two co-rotating twin-screw extruders for the continuous lactose granulation revealed that the amount of oversized agglomerates was influenced by the extruder type and total input rate (2 – 6 kg/h) [11]. For dicalcium phosphate granules, the amounts of fines (<125 micrometers), median granule size and granule friability were affected by the extruder type and total input rate (2 -6 kg/h) whereas the screw speed (150 – 300 rpm) had no significant influence on the properties of the granules [11]. As expected, the water concentration during the granulation played a crucial role on the continuous wet granulation process and thus on the granule yield [12]. These studies clearly reveal that extruders are not simply interchangeable for a given formulation.
Screw design is critical in the performance of the twin-screw extruder but only a few researches have studied the influence of screw design on the wet granulation process and granule properties [7,8,13]. The three main classes of screw elements include conveying elements, combing mixer elements and kneading blocks [7,8]. Interestingly, the study of Thompson and Sun [8] proposed that it could be possible to tailor the particle shape by the choice of screw element in the twin-screw extruder. They produced lactose granules by co-rotating a twin screw extruder using polyvinylpyrrolidone as the granulating liquid. If one used a conveying element this resulted in the formation of oblong particles, a forwarding combing mixer element produced round to oblong particles while kneading block elements created the elongated platelike (ribbon shape) granules [8]. Djuric and Kleinebudde [7] produced lactose granules using water as the granulating liquid with the co-rotating twin-screw extruder; they evaluated the influence of the conveying, combing mixer and kneading (two lengths and three different angles) elements on the granule and tablet characteristics. The conveying elements produced the most porous (50.6%) and friable (38.5% mass loss) granules while with the kneading blocks the densest (porosity values less than 30% with all configurations) and least friable (less than 6 % mass loss with all configurations) granules were created.  All granule batches showed easy or free-flowing characteristics [7]. This study suggested that tablet tensile strength could be modified by the screw configuration since the compressed granules with the higher granule porosities resulted in tablets with higher tensile strength values and vice versa. Van Melkebeke et al. [13] evaluated the effect of modifying of the screw configuration (number of mixing zones, configuration of kneading block) on the granule and tablet properties. By changing the staggering angle of the kneading block from 30° to 90°, one could decrease the yield from 71 to 58% and the granule friability from 23 to 11%. Neither the porosity of granules nor the tensile strength and friability of tablets were affected by the screw configuration. However, the disintegration of tablets could be accelerated when an extra conveying element was placed at the screw end [13].
All granule batches showed easy or free-flowing characteristics [7]. This study suggested that tablet tensile strength could be modified by the screw configuration since the compressed granules with the higher granule porosities resulted in tablets with higher tensile strength values and vice versa. Van Melkebeke et al. [13] evaluated the effect of modifying of the screw configuration (number of mixing zones, configuration of kneading block) on the granule and tablet properties. By changing the staggering angle of the kneading block from 30° to 90°, one could decrease the yield from 71 to 58% and the granule friability from 23 to 11%. Neither the porosity of granules nor the tensile strength and friability of tablets were affected by the screw configuration. However, the disintegration of tablets could be accelerated when an extra conveying element was placed at the screw end [13].
In our studies, the continuous wet granulation process was performed with a horizontal high-performance ring-layer mixer [14]. The formulation consisted of starch (20%) and lactose (80%) with 2% polyvinylpyrrolidone solution being used as a granulating liquid. The granules were dried with a fluidized bed apparatus for 15 minutes. The shaft speed (1500–2500 rpm), powder feed rate (204–228 kg/h), binder flow rate (20.6–47.2 kg/h) and position of the discharge door had some influence on the properties of the dried granules but each granulation run (total number 13) produced granules with excellent or good flowing properties, as indicated by the overall values of Carr´s index (8.8– 16.9%) and Hausner ratio (1.10–1.20) [15]. Typically unimodal particle size distributions were achieved although some runs resulted in bimodal particle size distributions, depending on the flow rate of the granulating liquid. The bimodal size distributions were probably caused either by incomplete distribution of binder or by too vigorous drying.
Real-time Monitoring of Continuous Wet Granulation Process
Real-time monitoring and control of a continuous process is essential for high-quality end products. The moisture content and particle size of granules are critical quality attributes for the wet granulation. Raman and near infrared (NIR) spectroscopies have been widely applied in the in-line monitoring of water content, particle size distribution, solid state transformations and endpoint of batch wet granulation processes, as recently reviewed by de Beer at al. [16]. The optical methods have many advantages but attachment of the wet powder to the probe window (fouling) may complicate the collection of representative and accurate data. Acoustic emission is an example of non-invasive method which can be utilized for the in-line monitoring of batch wet granulation process. This technique does not require any windows or orifices since the sensor can be attached to the outer surface of the granulator chamber [17-20].
There are few studies investigating the in-line monitoring of continuous wet granulation [9,21]. Chablani et al. [21] used in-line real-time NIR to measure the moisture content of granules manufactured using a production scale continuous twin-screw granulator fluid-bed dryer milling process. By using multivariate analysis a significant correlation was detected between in-line NIR and off -line (Karl Fischer and loss on drying) moisture determinations. Fonteyne et al. [9] utilized Raman and NIR spectroscopy and a particle size analyzer for the in-line monitoring of continuous wet twin-screw granulation. 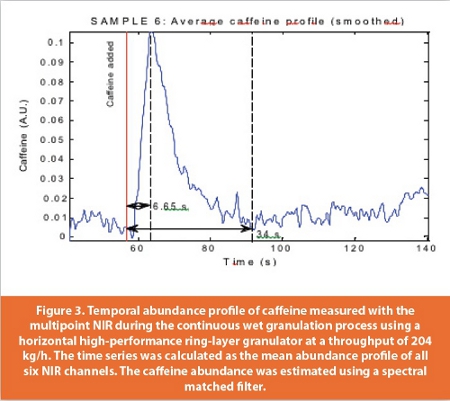 The process variables were liquid concentration, temperature of the granulator barrel, powder feed rate and screw speed. The in-line particle size analyzer provided a very rapid image of the particle size distribution of wet granules but sticking of the wet granules to the probe window did complicate the measurements. Real-time Raman and NIR spectroscopy together with the design of experiments were valuable tools in clarifying the solid state transformations in wet granules.
The process variables were liquid concentration, temperature of the granulator barrel, powder feed rate and screw speed. The in-line particle size analyzer provided a very rapid image of the particle size distribution of wet granules but sticking of the wet granules to the probe window did complicate the measurements. Real-time Raman and NIR spectroscopy together with the design of experiments were valuable tools in clarifying the solid state transformations in wet granules.
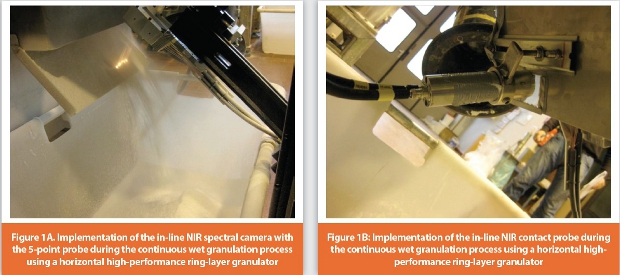
In our studies, a continuous wet granulation process was conducted with a horizontal high- performance ringlayer granulator. The formulation consisted of starch (20%) and lactose (80%) with 2% polyvinylpyrrolidone solution used as the granulating liquid. An NIR spectral camera with a multichannel fiber-optic front module using diff use reflectance probes, was utilized for measuring the moisture content of granules and the residence time of an active pharmaceutical ingredient within the continuous granulator. The multi-channel NIR probe with five contiguous measurement spots at 1-cm intervals and a probe-to sample distance of 9 cm was placed above a tilted plane at the granulator output and the NIR measurements were conducted on the flowing granule stream from above (Figure 1A). In addition, a cylindrical single-point probe was placed below the plane and the measurement was conducted through a sapphire window (Figure 1B). Both measurement geometries were suitable for the in-line determination of the moisture content of the granules. Figure 2 shows an example of the temporal moisture profiles of the granules measured with the multipoint NIR instrument during a test run. However, for practical reasons, the single-point probe placed below the plane proved to be the better option since the dustiness of granules complicated the measurements with the five-channel probe above the granule stream. The multipoint NIR instrument may also be utilized in studying the dynamical properties and mixing efficiency of the continuous granulator. This is demonstrated in Figure 3 where the residence time distribution (impulse response) of active pharmaceutical ingredient is measured with NIR at the granulator output after the insertion of a 50-g caffeine in the granulator input.
Conclusions
The continuous wet granulation process has been proven to be an effective technique for producing pharmaceutical granules e.g. for tableting. In-line, real-time monitoring of the continuous wet granulation process not only ensures a high-quality end product but also increases understanding the chemical and physical phenomena occurring during the process. Both NIR and Raman spectroscopy and a particle size analyzer have been tested successfully for the in-line monitoring of the continuous wet granulation processes using twin-screw granulators and a ring-layer granulator.
Acknowledgements
The authors thank the Finnish Funding Agency for Technology and Innovation for financial support.
References
1. Faure, A., York, P., Rowe, R.C., (2001) Int. J. Pharm. 52:269-277
2. Leuenberger, H., (2001) Eur. J. Pharm. Biopharm. 52:289-296
3. Werani, J., Grunberg, M., Ober, C., Leuenberger, H., (2004) Powder Technol. 140:163-168
4. Vervaet, C., Remon, J.P., (2005) Chem. Eng. Sci. 60:3949-3957
5. Gamlen, M.J., Eardley, C., (1986) Drug. Dev. Ind. Pharm. 12:1701-1713
6. Lindberg, N.O., Myrenas, M., Tufvesson, C., Olbjer, L., (1988) Drug. Dev. Ind. Pharm. 14:649-655
7. Djuric, D., Kleinebudde, P., (2008) J.Pharm.Sci. 97:4934-4942
8. Thompson, M.R., Sun, J., (2010) J. Pharm. Sci. 99:2090-2103
9. Fonteyne, M., Vercruysse, J., Cordoba Diaz, D., Gildemym, D., Vervaet, C., Remon, J.P., de Beer, T., (2011) Pharm. Dev. Technol., in press
10. Keleb, E.I., Vermeire, A., Vervaet, C., Remon, J.P., (2004) Drug Dev. Ind. Pharm. 30:679-691
11. Djuric, D., van Melkebeke, B., Kleinebudde, P., Remon, J.P., Vervaet, C., (2009) Eur. J. Pharm. Biopharm.71:155-160
12. Keleb, E.I., Vermeire, A., Vervaet, C., Remon, J.P., (2004) Int. J. Pharm. 273:183-194
13. Van Melkebeke, B., Vervaet, C., Remon, J.P., (2008) Int. J. Pharm. 356:224-230
14. Jarvinen, M., Meyer, T., Boppert, A., Sander, D., Ketolainen, J., Juuti, M., Jarvinen, K., (2010) Fourth pan-European PAT Science Conference, P 10 http://www.eufeps.org/document/ koupio_presentations/Final_Programme_and_Book_of_ Abstract.pdf
15. Staniforth, J.N., Aulton, M.E., (2007) Chapter 13 in “Aulton’s Pharmaceutics – The Design and Manufacture of Medicines, 3rd ed.”, Churchill Livingstone/Elsevier, Ed. M.E., Aulton
16. de Beer, T., Burggraeve, A., Fonteyne, M., Saerens, L., Remon, J.P., Vervaet, C., (2011) Int. J. Pharm. 417:32-47
17. Papp, M.K., Pujara, C.P., Pinal, R., (2008) J. Pharm. Innovation 3:113-122
18. Tsujimoto, H., Yokoyama, T., Huang, C.C., Sekiguchi, I., (2000) Powder Technol. 113: 88-96
19. Tok, A.T., Goh, X., Ng, W.K., Tan, R.B., (2008) AAPS PharmSciTech 9:1083-1091
20. Matero, S., Poutiainen, S., Leskinen, J., Jarvinen, K., Ketolainen, J., Poso, A., Reinikainen, S-P., (2009) J. Chemometrics 24:464-471
21. Chablani, L., Taylor, M.K., Mehrotra, A., Rameas, P., Stagner, W.C., (2011) AAPS PharmSciTech 12:1050-1055
Author Biographies
Kristiina Järvinen, Ph.D., is a professor at the University of Eastern Finland, Kuopio, School of Pharmacy. Her research goals include the implementation of PAT tools in pharmaceutical processes and polymer and nanotechnology applications for drug delivery systems.
Maunu Toiviainen, Research Scientist, has a Master’s degree in Engineering Physics from Helsinki University of Technology, Finland. His current research work at VTT Technical research center of Finland is focused on implementation of PAT tools in pharmaceutical processes.
Maiju Järvinen, Ph.D. student, has a Master’s degree in Pharmaceutical Sciences from University of Kuopio, Finland. Her current research work at the University of Eastern Finland is focused on continuous pharmaceutical processes.
Mikko Juuti, Ph.D. in Optics, has specialized in industrial optical measurement technologies and applied optics (spectroscopy). He is working at VTT Technical research center of Finland as a program manager for VTT Sensing solutions commercialization program and key account manager for sensing technologies for process and electronics industry. His research topics include spectroscopy, optics, optical engineering and application studies for a multitude of optical measurement devices, mainly for inline and online industrial applications.