Given significant costs of producing a freeze-dried product (including equipment, utilities, etc.) along with the desire to decrease development timelines to get products on the market faster, reducing cycle development times and shortening the drying cycles are two significant financial drivers in today’s industry.
Current conventional cycle development still consists of a trial and error methodology. Based on knowledge of the critical temperature of a formulation (glass transition, Tg’, or collapse temperature, Tc), the goal is to narrowly control heat flow into the product to avoid the product temperature exceeding this critical formulation temperature. Exceeding this could lead to melting or collapse of the freeze-dried cake, which compromises the quality attributes of the final drug product. Heat is generally added by shelf temperature adjustment and the process requires the development scientist to make a small change to the shelf temperature, then wait and watch the impact on product temperature. This process is repeated until the scientist finds a shelf temperature resulting in a product temperature close to the critical formulation temperature, controlled typically about 3-5°C below this critical temperature boundary (safety margin). It is also important to not allow this safety margin to be too large, as for each 1°C warmer the freeze dryer is run, primary drying can be reduced by up to 13%.
In practice, collaborations with large pharmaceutical companies have shown that it can take 8-10 attempts (or more) and an average of 60 days to develop a cycle for one product. If a company produces 6-8 new drugs a year that require freeze-drying, this could require the development of as many as 100 cycles per year.
Fortunately, faster and less costly technology is available to develop an optimized cycle. SP Scientific’s Lyostar 3 development freeze dryer incorporates a technology called SMART™ freeze-drying. SMART™ was developed by the University of Connecticut and Purdue University through the Center for Pharmaceutical Processing Research (CPPR) and licensed to SP [1]. Given information that is readily available, such as the number of vials, fill volume, fill weight, freeze dryer chamber volume and most importantly, the critical formulation temperature, SMART™ does the following to optimize a cycle:
- Selects an optimum freezing cycle based on whether the formulation is crystalline or amorphous. For crystalline products, it will automatically run a predefined annealing step.
- Selects the optimum chamber pressure.
- Automatically determines the target temperature of the product (between 3 to 5°C below Tc).
- Dynamically adjusts the shelf temperature during primary drying to keep the product at the pre-determined target temperature.
Simply put, all the researcher has to do is load the dryer and click the “SMART™” icon on the software to achieve an optimized cycle without ever touching the dryer again. When SMART™ was developed, companies showed a reduced cycle development time from an average of 60 days to an average of 13 days.
Another key cycle optimization technology was introduced by Praxair in 2011. This technology is called ControLyo™ Nucleation on Demand Technology, and is also incorporated in SP Scientific’s Lyostar 3 Freeze Dryer [2]. Its function is to control the nucleation of the product solution in the freeze dryer, i.e. the solution in all vials (or bulk, syringes, etc.) nucleates at the same time and temperature, which is predefined by the researcher. This is important to reducing cycle times as nucleation temperatures determine the ice/product morphology. Until the advent of the technology, all freeze dryers exhibited a phenomenon called “supercooling”. When a product supercools, it freezes at a temperature that is below its thermodynamic freezing point [3]. The greater the supercooling, the lower the temperature at which freezing begins (termed nucleation). In a development freeze dryer, nucleation commonly occurs in the temperature range between -10° and -15°. In a clean Class 100 cGMP environment, it may be as low as -40°C. Again, the inherent problem with supercooling is the greater the supercooling, the smaller the ice crystals that form during freezing. As the drying progresses, small ice crystals lead to small pores and greater resistance to mass flow. Therefore, it is more difficult to get the sublimed water vapor out of the freeze-dried cake, and the process of primary drying takes longer. Research has shown that for each 1°C warmer nucleation can take place, primary drying time can be reduced by 3% [4]. Another advantage of the Praxair technology is that it eliminates the random nature of typical uncontrolled nucleation, where vials nucleate at different times and temperatures as the temperature is ramping during the freezing phase. This can lead to a variety of process and product problems. In an industry where vial-to-vial uniformity and product homogeneity is critical, uncontrolled/random nucleation leads to vial-to-vial differences.
Given the availability of these two critical Process Analytical Technology (PAT) tools on one development freeze dryer, SP ran a series of experiments where the nucleation temperature was controlled during the freezing phase and allowed SMART™ to automatically optimize the primary drying cycle. They then compared those results with a run where nucleation was uncontrolled and SMART™ optimized the primary drying cycle.
Figure 1 illustrates the freezing phase in an uncontrolled nucleation of vials containing 5% sucrose. Due to the effect of supercooling, nucleation temperatures ranged from -10.5°C to -13°C. Self-adhesive thermocouples were attached to the outside of the vials to prevent the thermocouple itself from affecting the nucleation event. The subsequent SMART™ cycle is shown in Figure 2. Two points are worth noting. First, after the initial few shelf adjustments, SMART™ held the shelf temperature at -21.5°C throughout primary drying. Secondly, by using Capacitance Manometer/ Pirani differential pressure control to determine the end of primary drying, it was delineated at about 27 hours.
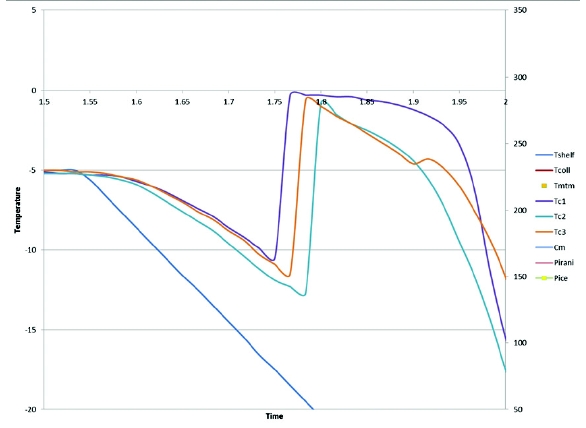 Figure 1 - Uncontrolled Nucleation (-10.5°C to -13°C)
Figure 1 - Uncontrolled Nucleation (-10.5°C to -13°C)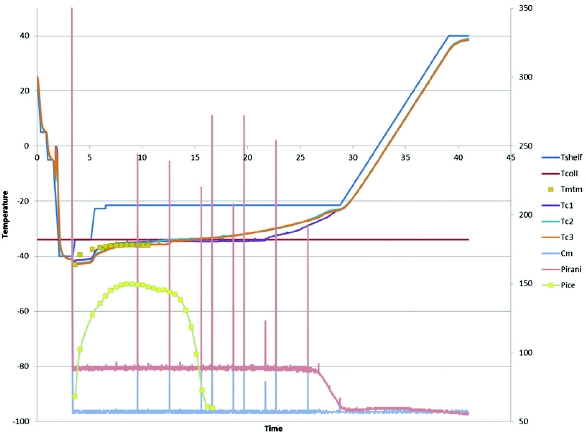 Figure 2 - Uncontrolled Nucleation and SMARTTM Cycle Optimization
Figure 2 - Uncontrolled Nucleation and SMARTTM Cycle OptimizationFigure 3 shows a graph of the freezing phase in a run where nucleation was controlled at -3°C. All vials nucleated at exactly the same time and temperature. Figure 4 shows the subsequent SMART™ cycle. There are two significant differences between this and the SMART™ cycle in the uncontrolled nucleation run. The final shelf set-point determined by SMART™ was -9°C which is 12.5°C warmer than the uncontrolled run. The end point of primary drying, (again determined by Capacitance Manometer/Pirani gauge convergence), was approximately 17 hours.
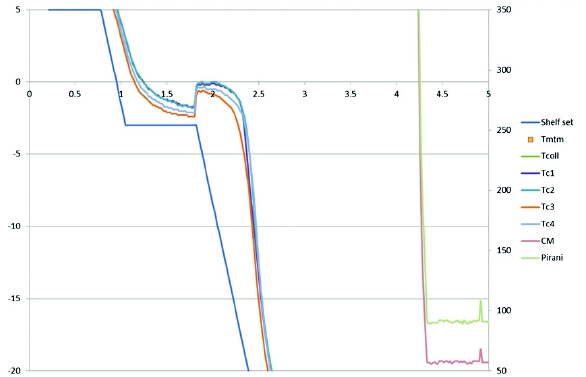 Figure 3 - Controlled Nucleation at -3°C
Figure 3 - Controlled Nucleation at -3°C Figure 4 - Controlled Nucleation at -3°C Followed by SMARTTM Cycle Optimization
Figure 4 - Controlled Nucleation at -3°C Followed by SMARTTM Cycle OptimizationThe controlled nucleation cycle was more than 40% shorter than the cycle run without controlling nucleation. In the controlled nucleation run, larger ice crystals were formed that resulted in larger pores, less resistance to mass flow, and higher sublimation rates during the freeze-drying process, resulting in reduced cycle time. Additionally, because of the higher vapor flow, there is a greater “self-cooling” effect, allowing more heat to be put into the product without collapse. Hence the higher shelf set point was automatically determined and set by SMART™.
Conclusion
Subsequent to the research in this paper, a number of biopharma research and production groups have scaled-up the ControLyoTM Technology by retrofit of existing production dryers. These groups have demonstrated that the technology is both scalable and can result in significant commercial benefits. We believe the industry is moving rapidly to adopt controlled nucleation as a critical step in the freeze-drying process.
References
- Tang, X., Nail, S.L., Pikal, M.J. (2005). Freeze-Drying Process Design by Manometric Temperature Measurement. Design of a Smart Freeze Dryer. Pharm. Res. 22(4), 685-700.
- Sever, R.R., (2010). ControLyo™ Nucleation On-Demand Technology. SP Scientific Lyolearn Webinar. http://www.spscientific.com/ControLyo-Improvement
- Pikal, M. (2011). Quality by Design and Scale-Up Issues in Freeze Drying: The role of controlled ice nucleation. SP Scientific Lyolearn Webinar. http://www.spscientific.com/QbD-and-Scale-Up
- Searls, J.A., Carpenter, T., Randolph, T.W. (2001). The Ice Nucleation Temperature Determines the Primary Drying Rate of Lyophilization for Samples Frozen on a Temperature Controlled Shelf. J. Pharm. Sci., 90:860-871.
Mark Shon is Vice President of Technology Development for SP Scientific. His career includes over 20 years of managing businesses that primarily develop and manufacture equipment for Life Sciences research, development and production. Previous positions include: President, CEO Savant Instruments; President, CEO, E-C Apparatus; and Director of Business Development for Thermo Fisher Scientific. Mark holds graduate degrees in Molecular/Cellular Biology and Business.