Abstract
Over the last 25 years significant evolution and breakthrough in bioprocess technologies have been achieved, including the many emerging innovative solutions for downstream purification. The advances in downstream technologies have benefited the vaccine industry enormously as purification of vaccine candidates to achieve consistent product purity and quality in a timely manner is an integral part of the vaccine product development process. This article presents case studies to illustrate how advances in purification technologies have facilitated vaccine process development and moved candidates faster to clinical evaluations.
Downstream Purification and Vaccine Development
The vaccine industry is one of the fastest growing sectors in the global economy. Since the year 2000, the global vaccine market has thrived – reaching over $17B in mid-2008, and almost $24B by 2013. Sales are expected to reach $100B by 2025, an approximately 10-fold increase over 2005 ($10B), mainly driven by an increasing demand for existing vaccines plus new vaccine products.1 Based on a WHO report, more than 120 new products are currently in the development pipeline, of which 60 are important for developing countries. Vaccines have become an engine for the pharmaceutical industry.1
The vaccine products are diverse and complex, including live attenuated vaccines; inactivated or detoxified vaccines; subunit vaccines; and therapeutic vaccines, etc. (Fig.1). A general approach of the vaccine process development for drug substance is described in Figure 2. The process development starts at a lab scale for the identification of unit operations and parameters, then step-wise scale up (usually at 20L fermentation or cell culture) for the production of GMP materials for Phase I clinical studies. Process definition studies are performed on the critical unit operation and parameters using Design of Experiment (DoE) before scaling up to 200 L (normally for Phase II). Prior to Phase III (~2000L scale), process validation and engineering runs are required. During the process development and scale-up, biophysical and chemical characterization are performed to demonstrate product comparability and process scalability.
 Figure 1. Diversity and complex nature of vaccines
Figure 1. Diversity and complex nature of vaccines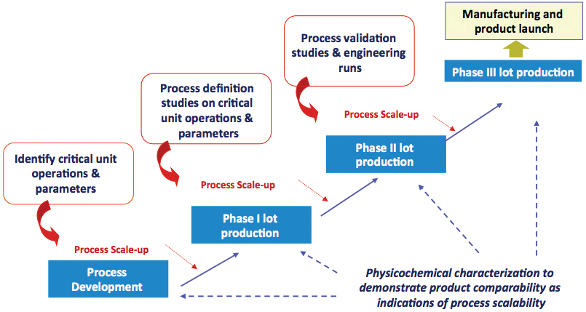 Figure 2. General description of vaccine process development
Figure 2. General description of vaccine process developmentVaccine candidates are typically produced in a multi-component environment consisting of numerous impurities and co-produced contaminant, some of which have properties very similar to the product itself. The concentration of products in the feed streams is typically low and the product stability window is often narrow.
In addition, little information is available on the physicochemical and thermodynamic properties of impurities present in the crude mixture containing the product. On top of all these challenges, regulatory authorities require stringent product quality for vaccines (i.e. to remove or reduce different types of impurities) as the products are for general populations. Thus, the downstream purification of vaccines is recognized to be technically and economically challenging, accounting for a substantial fraction of the total manufacturing cost.2
From cell culture or fermentation harvest to the purified bulk, downstream purification is a multiple-step process with an ultimate goal of removing impurities, such as host cell proteins, DNAs, endotoxin, adventitious agents, etc. There are many challenges in this process. For example, each vaccine candidate is unique and the purification process is complex and technical demanding. Due to the advances in recombinant DNA, metabolic engineering, and cell culture technologies, upstream has achieved large-scale production at increased titers through a fermentation or cell culture route, shifting the overall production process bottleneck to the downstream processing.3,4
Advances in Purification Technologies
Over the last 25 years, significant evolution and breakthrough in bioprocess technologies have been achieved, including the many emerging innovative solutions for downstream purification (Table 1). The vaccine industry has benefited from the advancement of downstream purification technology, such as disposable technology, membrane technology, high throughput process development, process automation, process data tracking and analysis, etc.
Table 1. Examples of purifi cation technologies developed in the last 25 years

High Throughput Technology to Accelerate Vaccine Purification Process Development
Traditionally, vaccine process development is carried out empirically, relying heavily on expert knowledge or numerous trial-and-error experiments, often resulting in sub-optimal processes along with a slow developmental time. For the development of a vaccine purification process (e.g. a protein-based vaccine product), the most time consuming experiments are usually at an early stage, such as 1) identifying proper chromatography media for the separation of product and impurity; and 2) identifying critical process parameters for a unit operation using DoE studies.
The latest trend in speeding-up purification process development is to complement the trial-and-error experiments by high-throughput technologies.5 There are several high throughput instruments available to support the downstream process development. For example, automated liquid handling systems using predictor plate or robo columns for the screening of chromatography resins or DoE studies; high throughput sample preparation (e.g. compact liquid handling systems); and high throughput analytical tools (e.g. microfluidic electrophoresis, UPLC, or bio-layer interferometry- label free technology) to provide timely feedback to process development. The combination of these high throughput tools has facilitated vaccine purification development (Figure 3).
 Figure 3. High throughput technology to accelerate purification process development
Figure 3. High throughput technology to accelerate purification process developmentCase study: High throughput technology to accelerate DoE studies during purification process development
Figure 4 describes the purification scheme for a recombinant proteinbased vaccine candidate at SanofiPasteur. The purification process consists of two chromatography steps with a pH conditioning step in between. After the process development and scale up, we need identify the range of unit operation to support the process industrialization. Table 2 describes the first 14 experiments (out of 24) as part of the DoE study design. The experiments were carried out to evaluate the effect of salt concentration in the wash and elution of the 1st column, the pH and fold of dilution in the conditioning step, and the pH and salt concentration in the wash and elution of the 2nd column.
 Figure 4. Purification scheme for a recombinant protein-based vaccine candidate
Figure 4. Purification scheme for a recombinant protein-based vaccine candidateTable 2. The first 14 experiments of DoE study design

To demonstrate the feasibility and benefit of using high throughput technology to accelerate purification process development, the DoE studies were performed in parallel using a conventional approach (e.g. 50mL column and a chromatography system with SDS-PAGE and HPLC for analysis), and the high throughput system (600 μl robo columns run on the a liquid handling system with analysis using an automated electrophoresis system and UPLC).
Figure 5 presents an overlay of chromatograms generated from the 14 experiments using miniature robo columns. An example of the virtual gel image from the microfluidic electrophoresis system (a 96-well based high throughput system) is shown in Fig 6. It was found that the product loss increased with an increasing salt concentration in the wash step of the 1st column, and that no significant differences in product purity of recovery among the three salt concentrations tested in the elution step (Fig. 6, A to C). The experimental results obtained from the conventional approach and the high throughput system were analyzed for purity, yield, and step recovery. A fit model was obtained and comparable results were obtained between the two approaches. However, significant time and material saving were achieved using the high throughput system. For example, while it took ~ 2 months to complete the 24 studies under the conventional approach, only 8 days were required with the application of a high throughput system (Table 3).
 Figure 5. Overlay of chromatograms from the first 14 experiments
Figure 5. Overlay of chromatograms from the first 14 experiments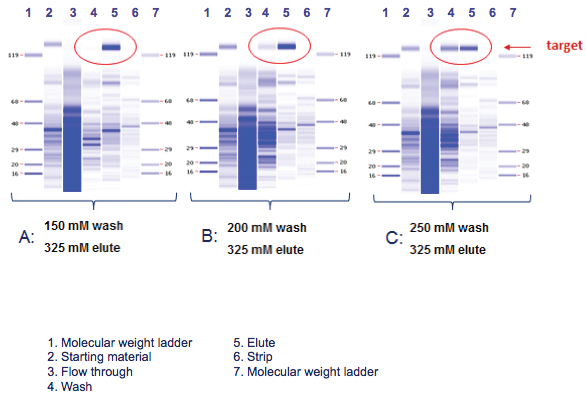 Figure 6. Virtual gel image from Lab chip GXII analysis of Q Sepharose FF fractions
Figure 6. Virtual gel image from Lab chip GXII analysis of Q Sepharose FF fractionsTable 3. Significant time saving achieved in performing DoE studies using high throughput approach

Single Use Technology and Closed System for Flexible Manufacturing of Vaccines
In recent years, there has been a paradigm shift for bio manufacturing (including vaccines) from steels piped construction and stainless steel equipment to flexible, compact, modular, cost effective facilities, and disposable process equipment.6-8 This is driven by the widespread adoption of single-use technologies and the demand of multiproduct manufacturing, improved throughput and reduced turnover time.
Advantages of utilizing single use disposables includes reducing downtime for cleaning, sterilization, and process engineering, as well as improved equipment lead time and process utility requirements that meet quality and compliance standards. The use of single use, disposable components decreases capital investment, decreases cost of goods and labor, improves operability, flexibility, and optimizes utilization of space.8,9 The savings in capital investment with building a facility equipped with disposable bio-production systems and the reduction of overall manufacturing cost while using disposable technology have been documented.9,10
Case study: a completely closed purification system for viral vaccine using disposable technologies
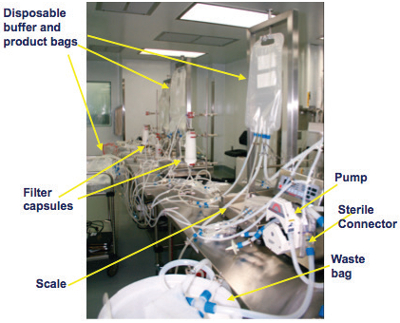 Figure 8. A completely closed purifi cation system in a GMP setting for the production of clinical material at 20L scale.
Figure 8. A completely closed purifi cation system in a GMP setting for the production of clinical material at 20L scale.At SanofiPasteur, single use, disposable components have been routinely used in the manufacturing of vaccine candidates to support clinical evaluations, including bioreactors for cell culture, depth filters for clarification, membrane absorbers for purification, membrane or hollow fiber filters for tangential flow filtration, and disposable bags for buffers and / or product storage. In recent years, we have taken the application one step further and explored the feasibility of developing a production process into a completely closed system through sterile connectors, sterile sensors, tube welders and tube sealers. A sterile production process of live viral vaccines from cell culture, harvest, clarification, purification, to formulation in a completely closed system has now become a reality (Fig 7). In this case, the live viral vaccine candidate is a large virus, with a size greater than 200 nm. Thus, the purified product cannot go through the routine sterilization method by 0.2 um filtration. The availability of a completely closed production system has allowed us to shift the production activity from a class A/B environment (which requires extensive cleaning, decontamination, environmental monitoring, gowning, operator training/ retaining, etc.) to a class C environment with reduced preparation time and reduced risk of cross contamination (Fig. 8).
 Figure 7. A completely closed purification system with pre-sterilized disposable components assembled using sterile connectors or tube welder
Figure 7. A completely closed purification system with pre-sterilized disposable components assembled using sterile connectors or tube welderThe result of purification is summarized in Table 4. Similar product yield and purity (in terms of residual proteins and DNA) was achieved between the two systems with product sterility demonstrated in the closed system. The process was further scaled up to a 200L scale (Fig 9). The viral vaccine candidate is now undergoing clinical studies- an example of how the availability of single use, disposable technology has allowed us to overcome facility requirement constrains and move candidate faster to clinical evaluation.
Table 4. Summary of purification results from open and closed system
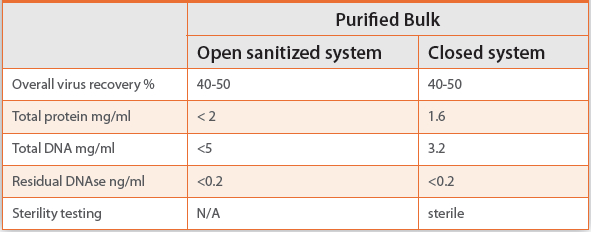
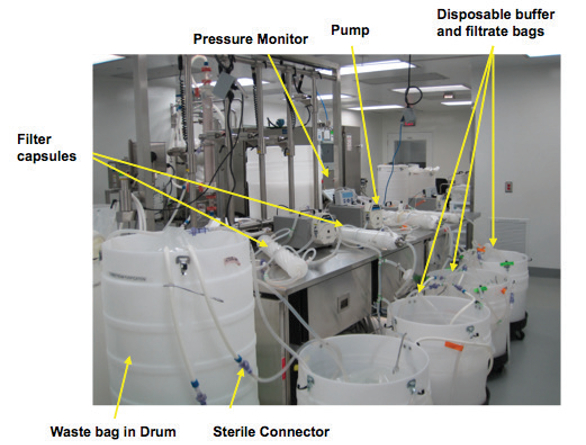 Figure 9. Disposable filtration train: A completely closed purification system in a GMP setting for the production of clinical material at 200L scale.
Figure 9. Disposable filtration train: A completely closed purification system in a GMP setting for the production of clinical material at 200L scale.Continuous Bioprocessing
The vision of continuous manufacturing is of an industry with processes that are integrated, based on a systems approach, having model-based control, and making use of continuous flow. A continuous manufacturing process is designed as a whole and the distinction between upstream and downstream or drug substance and drug product would ultimately disappear. Over the past decade there have been significant investments in continuous manufacturing development,11 as it holds great promise to lead the reduction of process steps, smaller footprint, smaller equipment, higher product quality, cost savings, and in the end, better pharmaceuticals for patients.12,13
In upstream process, continuous perfusion process is not new. Perfusion cell culture has been widely used in the biotechnology community as it has enabled the production of unstable proteins, which is difficult or impossible to accomplish with traditional fedbatch technology. Relatively speaking, the development of continuous downstream purification is lagging in the field, but this is about to change. In recent years, an increasing number of technologies have become available to support the continuous downstream processing.
While it’s still in its early stage, the vaccine industry has embraced the concept of continuous processing and is ready to explore the full advantages that are associated with this approach. Many technical challenges still remain for implementing a continuous process in downstream purification, including the needs of developing continuous steps for viral inactivation and removal; continuous ultrafiltration and diafiltration; and in-process analytical tools that are required to monitor and control the entire downstream purification process.
Conclusion
The vaccine industry is challenged to develop high quality products at lower cost and within a shortened timeline. The necessity of being ‘first on the market’ highlights the importance for fast process development strategies and techniques. These pressures have driven the industry to embrace the significant advantages of innovative technologies. Since downstream purification is a critical, technical challenging, and time consuming step in the overall vaccine process development, by accelerating the purification development will shorten the overall timeline for vaccine process development and move candidate faster to clinical evaluation. In return, shortening the process development time will accelerate the overall vaccine product development timeline and deliver safe and quality products faster to market.
The case studies presented in this article demonstrated the benefit of applying high throughput technology to accelerate purification process development, and of employing single use, disposable technology to increase manufacturing flexibility and agility. The implementation of such technologies are anticipated to reduce process development time, manufacturing costs, increase process and facility flexibility, thus facilitating the expansion of manufacturing activities and accelerating clinical entry for a wider range of innovative vaccine candidates.
References
- Kaddar M. 2012. Global Vaccine Market Features and Trends. WHO, IVB, Geneva. file:///H:/Publications/American%20Pharmaceutical%20Review/Vaccien%20market%20WHO%20kaddar.pdf
- Lightfoot EN. & Moscariello JS. 2004. Bioseparations. Biotechnol. Bioeng. 87: 259-273.
- Gottschalk U. 2006. The renaissance of protein purification. BioPharm Int June suppl p 8-9.
- Bolton, GR., Violand, BN., Wright, RS., Sun, S., Sunasara, KM., Waltson, K., Coffman, JL., Gallo, C., Godavarti, R. 2011. Addressing the Challenges in Downstream Processing Today and Tomorrow. BioPharm Int Suppl 24 (4): s8-s15.
- Ahamed T. 2008. High-Throughput Technologies for Bioseparation Process Development. ISBN 978-90-9023391-8. 83: 124-132.
- Samavedam R. 2013. A risk-based life cycle approach to implementing disposables for facility flexibility. BioProcess Intl. 11 (2):24-29
- Niazi SK. 2012. Disposable bioprocessing systems. CRC press.
- Howard L. et al. 2013. Single-use technology and modular construction. BioProcess Intl. 11 (2):40-45
- Shukla A. and Gottschalk U. 2013. Single-use disposable technologies for biopharmaceutical manufacturing. Tends in Biotech. 31(3) 147-154
- Pearce R. 2013. Building and operating a single-use facility: reducing time, cost, and risk. BioProcess Intl Convention 2013. Chicago. April 22-25, 2013
- DePalma A. Continuous Bioprocessing: upstream, downstream, ready for prime time ? BioProcess International 14(5)i May 2016 Special Report
- Konstantinov K, Cooney C. 2014. White Paper on Continuous Bioprocessing . White papers from International Symposium on Continuous Manufacturing of Pharmaceuticals, at MIT, May 2014. http://iscmp.mit.edu/white-papers
- Zydney AL. 2015. Perspectives on Integrated Continuous Bioprocessing - Opportunities and Challenges. Curr. Op. Chem. Eng. 10, November 2015: 8–13
Acknowledgement
The author wishes to acknowledge Cindy Li, Elizabeth Srokowski, and Yelin Xiong who had contributed to the case studies presented in this article.