BioPharm Applications R&D
BioPharm Applications R&D
BioPharm Applications R&D
BioPharm Applications R&D
BioPharm Applications R&D
Introduction
Continuous bioprocessing initiatives have accelerated in recent years. The transition from batch to continuous bioprocessing offers numerous advantages, including process time savings and lower capital costs due to smaller equipment, tanks, and tubing sizes. Additionally, hold tanks may no longer be needed between unit operations, which can be especially valuable for facilities with limited manufacturing floor space. Furthermore, reduced system hold-up volumes improve product recoveries and also contribute to the smaller system footprint of continuous bioprocessing systems.
Continuous bioprocessing solutions were initially developed for upstream processes (i.e. perfusion bioreactors), but continuous downstream unit operations have recently progressed as well. One unit of operation that is especially beneficial for continuous bioprocessing initiatives is the ultrafiltration (UF) step, which can be accomplished through the use of Pall’s patented single-pass tangential flow filtration (SPTFF) technology[1,2,3,4]. SPTFF eliminates the conventional TFF recirculation loop and utilizes a staged flow path design, allowing concentrations of 2 to 30X to be achieved continuously in a single-pass through the module. The single pump pass reduces minimum working volume concerns and is ideal for processing of fragile biomolecules.
SPTFF modules are also ideal for coupling with other unit operations and enabling a wide range of opportunities for continuous bioprocesses. For instance, they can be coupled with the chromatography step, where the concentrated retentate of the TFF device loads directly onto the column. The lower volumes and higher titers subsequently decrease the chromatography column loading time, while also reducing the tubing and equipment sizes of all other unit operations downstream of the TFF device.
The reduced volumes also enable the utilization of disposable, single-use technologies. There is currently a single-use initiative for bioprocessing due to large savings in capital costs, reduced risk of crosscontamination, and elimination of cleaning validation studies compared to processes utilizing stainless steel equipment. However, the single-use space has size limitations; thus, continuous bioprocessing unit operations with SPTFF reduce volumes such that single-use biocontainers and systems can be used in place of stainless steel systems.
The main objective of this study is to showcase the versatility of SPTFF technology during processing of various feedstocks and coupled with chromatography steps. In addition to the evaluation of stable operational windows, case studies will also be discussed to show the application benefits at larger scales.
Experimental Setup and Run Conditions
A 4-in-series SPTFF module comprised of seven T01 TFF cassettes with regenerated cellulose (Delta) 10 kDa membrane (0.065 m2 total membrane area) was utilized for all tests. As shown in Figure 1, the retentate of the TFF module was loaded directly onto the chromatography column with appropriate sorbent chemistry, in which the flow rate was precisely controlled with the piston pump of an AKTA♦ chromatography system.
 Figure 1. Coupled SPTFF Module and Chromatography Column
Figure 1. Coupled SPTFF Module and Chromatography ColumnAs shown in Table 1, four runs were studied in detail to showcase the versatility of SPTFF technology, including its ability to be coupled with both column and membrane chromatography steps with several different feedstocks / molecules, namely, a monoclonal antibody (MAb), an antibody fragment (Fab), bovine immunoglobulin (IgG), and α-amylase.
Table 1. Experimental Run Conditions
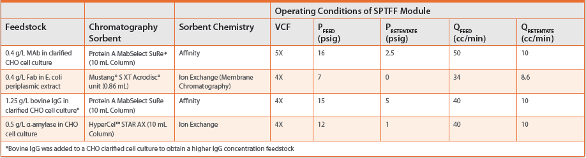
The feedstocks were concentrated 4 to 5-fold with the SPTFF module, and the concentrated retentate was loaded directly onto the chromatography sorbent. The Mustang S membrane was loaded at 10 membrane volumes per minute (MV/min), while the Protein A and HyperCel columns were loaded at 1 column volume per minute CV/min). The SPTFF flows were calculated according to flow rates used on chromatography devices. Further feasibility studies were performed with the Fab feedstock, during which a range of volumetric concentration factors (VCF) and flow rates were evaluated.
Finally, case studies were analyzed to highlight the process and economics benefits of coupling SPTFF with one of several chromatography steps (i.e., before capture column or ion-exchange membrane chromatography) at process scale.
Results and Discussion
Process Stability
As shown in Figure 2, all four molecules/ feedstocks were concentrated 4-5 fold. The SPTFF processing of all molecules resulted in stable operating conditions as evidenced by constant pressures and flow rates.
 Figure 2. Stability of Four Feedstocks When Processed with a SPTFF Module [a] MAb in CHO Cell Culture (5X) [b] Fab in E. coli Periplasmic Extract (4X) [c] IgG in CHO Cell Culture (4X) and [d] α-amylase in CHO Cell Culture (4X)
Figure 2. Stability of Four Feedstocks When Processed with a SPTFF Module [a] MAb in CHO Cell Culture (5X) [b] Fab in E. coli Periplasmic Extract (4X) [c] IgG in CHO Cell Culture (4X) and [d] α-amylase in CHO Cell Culture (4X)The SPTFF volume reduction targets will reduce batch and tank sizes by 4-5 fold for all downstream unit operations. This will also eliminate the need for a product hold tank between the TFF and chromatography steps. Additionally, the chromatography load times will be reduced by 4-5 fold, which could result in significant cost savings. One potential cost saving is achieved through reduced process time and buffer costs. Alternatively, the higher titers could also enable the use of smaller columns when operated in multiple cycles for the same load, resulting in significant resin cost savings.
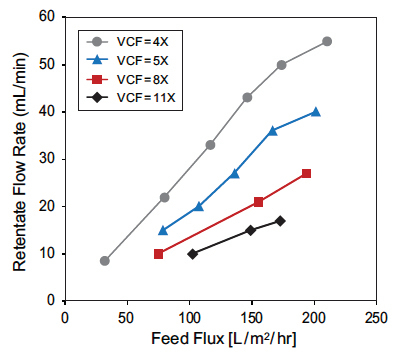 Figure 3. Retentate Flow Rate Versus Feed Flux for Fab in E. coli Periplasmic Extract.
Figure 3. Retentate Flow Rate Versus Feed Flux for Fab in E. coli Periplasmic Extract.Additional feasibility work was performed with the Fab feedstock. The feed pressure of the SPTFF module was only 7 psig when operating at a 4X VCF and 10 MV/min. However, the SPTFF modules have an upper pressure limitation of 60 psig, signifying that the module could have potentially been operated at higher flow rates and VCFs if the volume of the chromatography sorbent was sufficient. Therefore, the Fab feedstock was also run at several higher VCFs and flow rates to showcase the range of conditions that are achievable with the 4-in-series SPTFF module (Figure 3). These conditions can be achieved by setting the feed pump and retentate valve to the desired flow rates/ fluxes. As can be inferred from Figure 3, the SPTFF module could be operated at VCFs of 4-11X and retentate flow rates up to 55 mL/ min with the 0.4 g/L Fab feedstock. Thus, the smallest SPTFF module (0.065 m2) can be coupled with membrane chromatography volumes ranging from 0.86 to 5 mL when processed with this feedstock over the 4-11X VCF range.
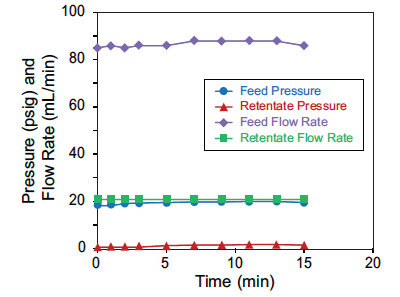 Figure 4. Stability of Fab Feedstock When Processed at QFEED=80 mL/ min and 4X with a Delta 10 kDa 4-in-series SPTFF Module (0.065 m2).
Figure 4. Stability of Fab Feedstock When Processed at QFEED=80 mL/ min and 4X with a Delta 10 kDa 4-in-series SPTFF Module (0.065 m2).Processing at a higher flow rate range with the utilization of a larger sorbent volume is showcased in Figure 4. The module was stably operated at a 4X VCF at feed and retentate flow rates of 80 and 20 mL/min, respectively. The higher flow rates allow the module to be coupled with even higher chromatography sorbent volumes for faster processing times. Conversely, a smaller chromatography volume could have been chosen, which would result in sorbent cost savings.
Case Studies
Case studies were studied to highlight the process and economics benefits of coupling SPTFF with the chromatography steps at larger scales.
The first case study was concentration of a 1000 L batch of 0.4 g/L MAb in clarified CHO feedstock before a capture step utilizing an existing chromatography column and hardware (i.e., 60 cm column), under a total chromatography processing time of 4 hours (Table 2). However, existing chromatography column is noticeably oversized for the target application and will result in low capacity utilization. Although switching to a smaller size column is possible and will provide cost savings, the manufacturing process will suffer a 2-fold increase in process time. In order to address manufacturing workflow constraints, a 5-fold MAb concentration was considered with a 17.5 m2 SPTFF module before loading onto the smaller size (i.e., 30 cm) column (Figure 5).
Table 2. 1000 L Bioreactor
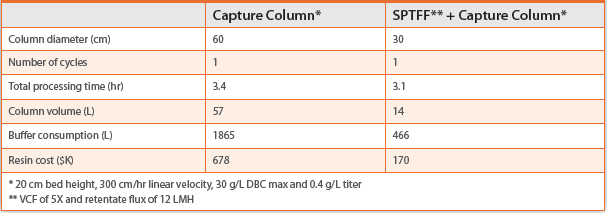
 Figure 5. Capture Chromatography Column at 1000 L Scale With and Without SPTFF Coupling.
Figure 5. Capture Chromatography Column at 1000 L Scale With and Without SPTFF Coupling.As highlighted in Table 2, within the target processing time of <4 hours, a 4-fold reduction in sorbent volume can be achieved through utilization of the SPTFF module, resulting in approximately $500,000 savings in sorbent costs. Further cost savings can be realized through a 4-fold reduction in buffer consumption, considering identical number of CVs used for the non-load (i.e., wash, CIP, re-equilibration, etc.) steps. Moreover, all of these benefits can be achieved without any change in the total processing time.
A second case study explored coupling a 3.5 m2 SPTFF module, operated at a 4-fold volume reduction capacity with a membrane chromatography step for capturing recombinant proteins at a 500 L scale (Figure 6).
 Figure 6. Membrane Chromatography at 500 L Scale With and Without SPTFF Coupling.
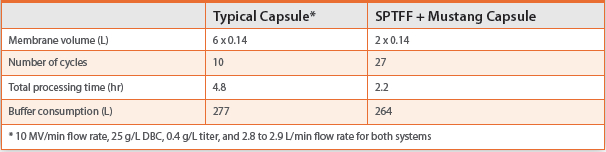
Figure 6. Membrane Chromatography at 500 L Scale With and Without SPTFF Coupling.By placing a 3.5 m2 SPTFF module before the membrane chromatography step, significant savings can be realized with a 3-fold reduction in chromatography membrane costs and 2-fold reduction in the total processing time. Meanwhile, buffer consumption can marginally be reduced and therefore, results in an overall reduction in total process time, as summarized in Table 3.
Table 3. 500 L Bioreactor
Conclusions
Pall’s SPTFF technology enables continuous bioprocessing by eliminating the conventional TFF recirculation loop and allowing concentration factors of 2 to 30X to be achieved in a single-pass. Therefore, it can be coupled with a variety of unit operations and operated virtually anywhere within a given bioprocess. One potential placement for the SPTFF module is prior to loading onto a chromatography sorbent (i.e., affinity, ionexchange, membrane, etc.) to reduce batch volumes and shorten load times. The ability to concentrate four different feedstocks/ molecules (Fab, MAb, bovine IgG, and α-amylase) before the chromatography load step was demonstrated in this application note. All four molecules were concentrated 4 to 5 fold at retentate flow rates matching chromatography loading conditions. The four processes demonstrated stable pressures and flow rates at the target conditions.
The Fab feedstock was further evaluated to generate a performance map for attainable concentration factors and flow rates to showcase the versatility of the SPTFF module with 0.065 m2 total membrane area. The feedstock was concentrated 4-11X at retentate flow rates ranging from 8.6 to 55 mL/min., signifying that the same SPTFF device could be utilized with chromatography membrane volumes up to 5 mL when challenged at a flow rate of 10 MV/min.
Additionally,two case studies were studied to highlight the process and economics benefits of coupling SPTFF and chromatography steps (i.e., before capture column or ionexchange membrane chromatography) at manufacturing scales. The case studies demonstrated that coupling could result in significant sorbent/buffer cost savings and/ or reduced processing times. Additionally, the reduced volumes will also help to downsize all future unit operations. As a result, smaller equipment, tank sizes, and hold-up volumes will reduce system footprints, which is especially beneficial for manufacturing spaces where facility fit is a concern. The reduced volumes also increase the likelihood adoption of other single-use technologies (i.e., single-use biocontainers, flow paths, equipment, etc.) for additional cost savings via the elimination of non-value added process steps (i.e., cleaning, etc.) and enhanced flexibility and handling on the manufacturing floor.
References
- Leon Mir and Gaston de los Reyes. Method and apparatus for the filtration of biological solutions. US Patents 7,384,549 B2 (June 10, 2008), 7,682,511 B2 (March 23, 2010), 7,967,987 B2 (June 28, 2011) and 8,157,999 B2 (April 17, 2012).
- Casey, C., Gallos, T., Alekseev, Y., Ayturk, E., and Pearl, S. Protein concentration with Single-Pass Tangential Flow Filtration, Journal Membrane Science, 384(1-2) (2011) 82-88.
- Application Note (USD2789): Cadence Systems Employ New Single-Pass TFF Technology to Simplify Processes and Lower Costs. Pall Life Sciences.
- Dizon-Maspat, J., Bourret, J., D’Agostini, A. and Li, F. Single Pass Tangential Flow Filtration to Debottleneck Downstream Processing for Therapeutic Antibody Production. Biotechnology and Bioengineering, 109(4) (2012) 962-970.