Introduction
Articles like these generally have the same opening – a discussion of increasing expression rates in mammalian cell culture systems, the advent of single use technology, advances in personalized and orphan therapies, etc. and how they all either by themselves or in combination with each other have made smaller scale manufacturing of pharmaceuticals and biopharmaceuticals a growing trend. This trend has led to an increased interest in modular manufacturing. The promise of modular manufacturing has been speed and flexibility. Speed and flexibility in this context are relative, the question generally being, is it faster than and more flexible than traditional brick and mortar facilities? These two low barriers are easily overcome by most modular options. When they are, the next question is, “What’s the cost per square foot?” This question won’t bother some, as they have shaved costs to be the low cost leader. But for those who emphasize quality in their offerings, it hits like a punch in the gut. This paper analyzes whether cost of a cleanroom should be the focal point in the buying decision or whether other factors should be more prominently considered above the cost per square foot data point. We don’t buy filling machines or bioreactors because they are cheap. We don’t buy single use bags and filters because they are cheap. And we certainly don’t buy Apple® products, Samsung appliances and even major purchases like our homes because they are cheap. So the question is-why would we, after investing tens if not hundreds of millions of dollars in research, development and process equipment, decide that the environment where life-saving and life-improving therapies will be made needs to be the cheapest available?
There are a number of key drivers to consider in deciding which facility design option is the best for a particular need. While this paper advances the notion that cost per square foot is not the appropriate center point of that discussion, it won’t be disregarded as a factor. Speed and flexibility will also be considered and not just in the context of a comparison to brick and mortar. Other cost factors will be considered as well. Only after considering all of these factors, can an informed decision be made on the cleanroom option for a project.
Speed
There is a saying in sports that “Speed kills.” What that means is speed makes up for a lot of other deficiencies on the playing field. An error on offense or defense in any of the major sports can be offset by speed. Because of this, a high value is placed on speed in sports. In therapeutics manufacturing, speed has the same level of importance but it might be more appropriate to adjust the adage to “Speed adds.” Why speed is important in this area is examined herein.
Speed in this context is really focused on time to market for the manufacturer’s product. There are a number of reasons why shrinking this timeline as much as possible is to the advantage of the manufacturer. First, being able to produce fast may allow new drugs for unmet indications to reach patients. An ancillary benefit of this is putting the manufacturer in a first to market position. Being the first product to be approved by regulatory agencies and insurers and also be prescribed by care providers is a major advantage. Being second to market requires agencies and insurers to approve an additional therapy for a given condition and requires care givers to change treatment regimens that have already been put in place. The old adage “If it ain’t broke, don’t fix it” applies to the disadvantage of the manufacturer who gets to market second.
Second, producing a product with speed increases the amount of time that the intellectual property of the company can provide returns. While it may be distasteful to some to focus on the monetary aspect of drug development, there are two realities related to this topic: 1) drug developers are in business to generate shareholder value and 2) the cost of drug development is staggering.1 The Tufts Center for the Study of Drug Development estimated in 2014 that the cost of developing a drug was $2.6 billion.2 Processes are generally patented well before a product is approved by the Agency. And patent lives are also limited in time. (In the U.S., the life of a patent is twenty years.) With drug development taking eight years on average, time is precious.3 So being able to get to market in one year versus three years, for example, increases the finite amount of time the developer has to monetize their significant investment.
Third, when a manufacturing facility can be built quickly, capital investment decisions and therefore the actual spending can be delayed.4 This delay not only allows for retaining funds as long as possible, but also provides the opportunity to gauge the success of the drug development, before investing in the capital side. If a decision can be delayed until the end of Phase II, there will certainly be less execution risk in that decision than one made during Phase I.
Having established that speed is a critical factor to consider in the facility approach decision, we must now determine which facility method produces a faster result. A leading A&E firm considered the amount of time to build a 2,000L mAb facility in a recent study. That study considered three types of facility options: prefabricated cleanrooms, stick-built, and a modular panel wall approach. Figure 1 presents their findings.
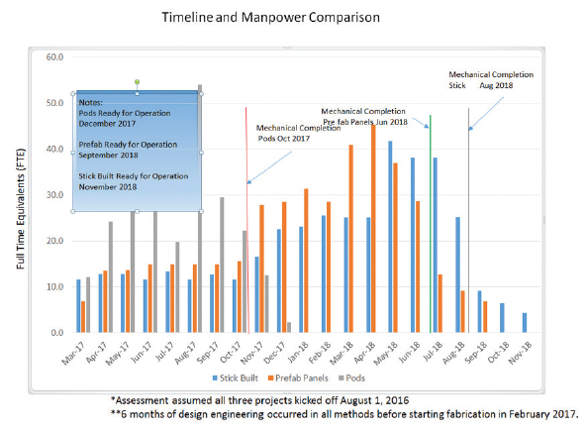 Figure 1. Time to first product run and manpower comparison for facility options.
Figure 1. Time to first product run and manpower comparison for facility options.As can be seen in the chart, the time differences between the three models are substantial, with prefabricated systems being much faster. The prefabricated approach led to a facility being ready for operation sixteen (16) months after the start date compared with twenty-five (25) months for the paneled approach and twenty-seven (27) months for the stick built approach. The prefabricated system solution was faster due in part to the cleanrooms being built in parallel with the building or refurbishment of the host facility. Such an approach is not possible with the other methods, which must be constructed after the host facility is substantially complete. An additional factor that the study did not consider but that also provides time benefits, is the fact that prefabricated cleanrooms allow for abbreviating the typical design timelines. Instead of creating new designs from scratch, standard designs can be utilized to reduce the design time and cost effort. To this extent, facility and infrastructure designs may be available “off the shelf” using the prefabricated approach with minimal or no configuration.
This demonstrated speed of the prefabricated approach leads to significant financial benefits. The study mentioned above considered the same and the results are set forth in Table 1 below. As expected, the simple cost per square foot analysis favored the traditional stickbuilt (typically epoxy coated gypsum wall) approach. The higher quality epoxy coated prefabricated aluminum structures are higher as expected. And the modular built came in between the two in terms of cost alone. Notably though, the cost differences per square foot were not significant top to bottom with prefabricated at $574 versus the stick built at $516.
Table 1. Summary of Cost Buildup for a mAb Facility – Pre-fabricated, Modular and Stick-Built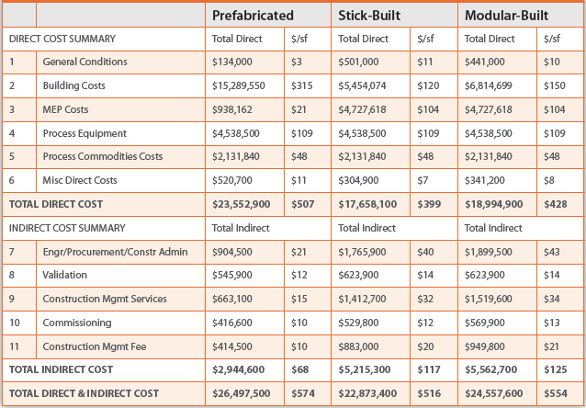
When these costs are considered along with the financial benefits of speed to market, the dollar per foot savings pale in comparison. The following example provides a framework for considering the financial benefits of a faster time to market.
- Batch Size: 2,000L (two production reactors)
- Titer: 2 g/L
- Process Yield: 65%
- Revenue/Gram Mab: $10,000
- Overall Cycle Time/Production Reactor: 21 Days
- Net Profit: 40%
- Facility Size: 45,455 ft2
Based on this hypothetical example and the known construction timeframes above, the difference in overall value of each approach is significant. The revenue realized from getting to market faster substantially outweighs the higher per foot cost of both the modular and prefabricated approaches. See (Table 2).
Table 2. Financial value of each facility approach.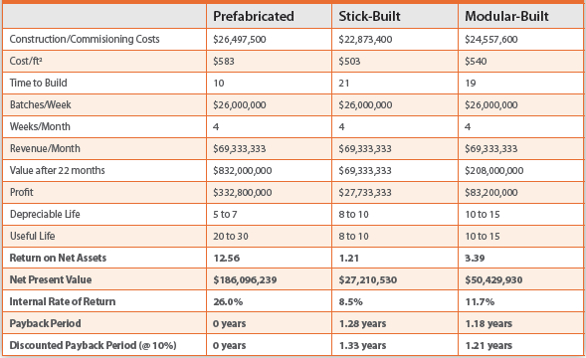
The prefabricated approach leads to an IRR of 26% compared to and 11.7% for modular panels and a mere 8.5% for stick built. The net return on assets of the prefabriacted approach is 10X higher than stick built and almost 4X higher than modular-built. Hence, the money saved by going with a stick built approach is quickly lost via revenue lost from the delayed entry into the market.
Flexibility
Flexibility is another key driver in the facility approach decision. But what does flexibility mean?5 The “flexible facility” description is often used to describe single-use processes within bioprocesses. That however does not speak to the facility. For a facility to be flexible some appropriate questions include:
- Can more than one product be produced, simultaneously and concurrently?
- Can the amount of production change to meet demand without interruption in the ongoing process?
- Can the facility be moved to meet changing global or regional demand?
- Can additional process steps be added without interrupting operations?
Can the facility methodology be deployed in foreign jurisdictions? Considering the main options, stick built, modular panels and prefabricated cleanrooms, it seems obvious that all are more flexible in regard to these areas than the legacy model, where brick and mortar facilities were built and dedicated to a single product.6 Such was the approach of choice in the early pharma days when every product was assumed to be a future blockbuster drug. If the demand was never realized or fizzled to less than what was forecasted, either because the patent expired or a competitor or generic emerged, the facility was typically shut down and mothballed. There was no ability to re-purpose or move the facility. As such, an asset with a depreciable life of 35-40 years became obsolete well before that timeframe. With the increasing amount of mothballed “assets,” which really weren’t assets at all, flexibility of facilities and processes became a key criterion in facility decisions.
The failure of brick and mortar to provide flexibility spawned the stick built, modular panel and prefabricated cleanrooms. Each sought to provide more flexibility. But have they done so? The answers to the following questions shed light on that topic.
Can the facility option support a multi-product and multi-purpose facility to meet a developer’s changing pipeline?
Multi-product, multi-purpose facilities can be provided using prefabricated autonomous cleanroom modules that are not interconnected to other areas of the facility. The lack of common HVAC between the units assures that separate operations can occur within each module cluster. (Figure 2).7
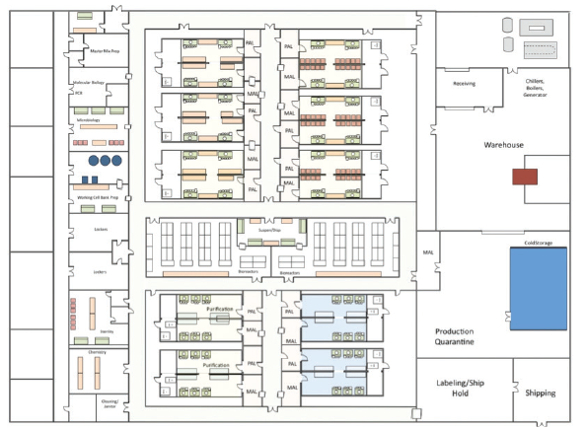 Figure 2. Example of a multi-tenant or multi-product site
Figure 2. Example of a multi-tenant or multi-product siteWith stick-built infrastructures, such an autonomous approach is not likely given the expansive HVAC infrastructure typically required. And even if separate zones were planned, those zones would not be able to accommodate changes once installed, thereby rendering them ultimately inflexible.
Modular wall panels generate a similar outcome. Generally, one HVAC system will serve the entire infrastructure, meaning that changes to the process(es) cannot be accommodated without redesigning, rebuilding and retesting the entire system.
Can the amount of production change to meet demand without interruption in the ongoing process?
Modular panel construction onsite, while initially flexible in terms of size and shape, is not very malleable once it is built. Wall panels, doors, ceilings and the like are permanently placed in position. Ductwork and utilities are provided in intricate detail above the cleanroom structures. Adding to or reducing the footprint of the fixed structures requires onsite construction or demolition, which will interrupt ongoing production. Once construction and/or demolition are complete, rebalancing of the HVAC system and revalidation of the cleanroom space will be required.
Prefabricated cleanrooms – While it may seem that changes in capacity would not be possible with such discrete units, the contrary is true. New units can be added when needed and without interrupting the existing process. They can be added in a linear fashion or added to the existing cluster via the use of a corridor or previously placed “knock-out” panel. A reduction in capacity in this context does not mean that previously placed units are shut down. Rather, they can be disconnected and moved out of the facility for deployment elsewhere.
Stick Built – Similar to modular construction onsite but is even less flexible than the paneled approach. In the paneled approach, walls can be moved more easily than a stick built wall which is most often gypsum board covered with epoxy. Moving a wall in this option means demolition. Centralized HVAC distribution requires adding or taking away capacity and rebalancing if rooms are added or taken out of commission.
Can the facility be moved to meet changing global or regional demand?
Up until recently, asking if a facility or facility infrastructure could be relocated would at least get you an odd stare and at most get you a trip to your friendly neighborhood behavioral health clinic. But now moving cleanroom infrastructures is readily considered as an advantage to certain approaches.5 Flexibility in this regard could be moving capacity to meet demand in another country and even for production of another product. With stick built infrastructures, this flexibility simply is not present. Once built, the infrastructure cannot be disassembled and moved or simply moved without disassembly. For modular panels, while the panels themselves can be disassembled and moved, the non-modular mezzanine structure housing the HVAC equipment cannot be. So moving this type of facility is not possible either. In the prefabricated approach, the prefabricated units are mobile. Some even employ air bearings for easy movement into, around and out of facilities. Their minimal connection to the facility and onboard HVAC equipment makes them fairly autonomous within the larger facility as well. As such, these units can be relocated with ease. Disconnecting the units from each other and the host facility takes a matter of days. Then the units can be individually moved on a standard eighteen wheeler to the next site or port of choice.
With the mobility of prefabricated units, one can even imagine a centralized storage location of the units, which would serve as the supply center for cleanroom capacity when needed. When the cleanroom infrastructure is no longer needed at a particular location, it can be shipped back to the central site for cleaning, sanitization, service, maintenance and re-calibration if needed. This centralized area could also be used if cleanroom assets from disparate regions require retrieval due to political unrest or unfavorable changes in tax structure/economic incentives. With the increasing need to supply the patient base on a local level, the ability to move cleanrooms may go from a “nice to have” to a “need to have” in very short order. As such, cleanrooms may take on even more mobility in the future. (Figure 3)
 Figure 3. Truck or trailer based example of a mobile processing system.
Figure 3. Truck or trailer based example of a mobile processing system.Can additional process steps be added without interrupting operations?
With pre-fabricated units, if additional production capacity is needed, an additional autonomous production suite can be added without interrupting the existing unit operations. The same is true for filling capacity. Due to the autonomous nature of each unit, an overall HVAC rebalance is not required. On site construction is not required. Shutdowns to accommodate the onsite construction are not required. As such, adjusting the process to add or take away steps is not an issue.
For the modular paneled approach and the stick built approach, a change in process would result in onsite construction, a shutdown to accommodate that construction, additional or different HVAC design and a rebalancing of the HVAC system upon completion. As such, the process cannot be readily changed with either approach.
Can the facility methodology be deployed in foreign jurisdictions?
The ability to produce internationally has become an area of more interest for pharma and biotech recently. Multi-national production provides developers with numerous benefits: 1) avoiding import duties and transportation costs; 2) being able to produce to actual demand instead of forecast; 3) not relying on a single site for worldwide production; and 4) opening markets where importing was not allowed. So the question of whether any of the three options being considered can be reliably and rapidly deployed into numerous foreign jurisdictions is very relevant today.
With prefabricated cleanrooms, the infrastructures are built at a central site by an experienced workforce and shipped to the location. A small crew from the manufacturer arrives with the structures and installs and connects the modules to each other. This process can be completed in a matter of days. The modules are then commissioned by the manufacturer’s quality team over a two to three week period and the process is complete.
With stick-built, the drug manufacturer has to identify a new contractor and engineer for each project who will design and build a custom facility each time. Costing, design, permitting and building will be specific to the site for each project. There will be little to no institutional knowledge in the design and build from one project to the next.
In the use of a paneled approach, some efficiency is gained in the use of standard materials, but the exercise of choosing engineers, contractors, designing, costing, etc. is largely the same and is subject to the same issues and delays.
A Real Life Example
The perspective of cell and gene therapy is a good example in considering flexibility of the options being considered. In cell and gene therapy production rigorous containment is required. Typically, a cell therapy application requires a relatively small processing space, for a patient by patient drug production. Patient samples must be handled with the utmost care. The cleanroom structure must be sanitized frequently, generally with vaporized or ionized hydrogen peroxide. And cross contamination from other process spaces must be avoided.
Reviewing the options with this example in mind, it is clear that the pre-fabricated autonomous, segregated cleanroom units stand well above the others. Each unit having its own HVAC and providing unidirectional flow achieves the results required. (Figure 4). The autonomy of the HVAC units allows for cleaning runs to occur in each unit when needed, e.g., after every patient sample is processed is even possible. While the other systems can be designed to achieve unidirectional flow, neither of them will be able to provide autonomy of HVAC for each process space. As such, cleaning will have to occur during facility wide shutdowns. Containment between process spaces will not be feasible either given the shared HVAC design.
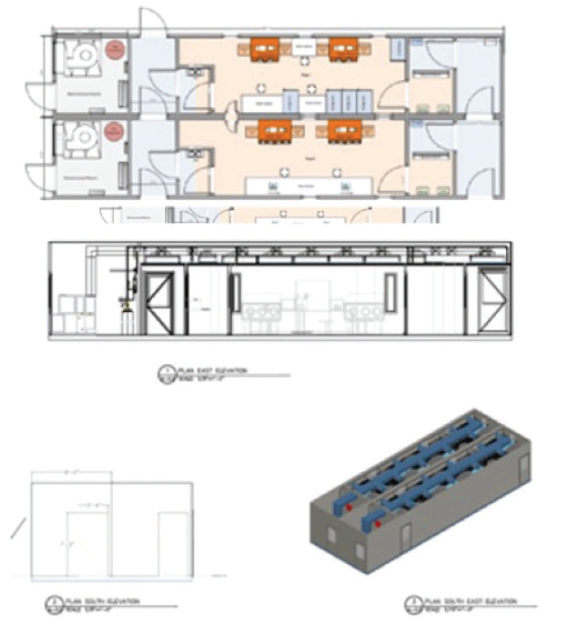 Figure 4. Cell therapy example - prefabricated units can be scaled without interrupting other units.
Figure 4. Cell therapy example - prefabricated units can be scaled without interrupting other units.Cost
As noted at the beginning of this paper, cost is a factor but should not be the sole factor in the facility decision making process. This is especially true when, as shown above, costs for the three considered approaches are fairly in line with each other.
There are other elements of cost that should also be considered. One such factor is project scope. Because of the similarity in pricing between the various options, many vendors battle each other in a race to the bottom, seeking to have the lowest cost per square foot price. In the process, many vendors quote a scope that is only a portion of the overall project. As an example, some providers of wall panels simply quote the walls and ceiling and not the mechanical and utility equipment and design and installation of the same, just to name a few. Unsuspecting customers may only realize later, when they have already paid for the limited scope, that more is needed to complete the project. For this reason the legacy cost per square foot approach should be viewed with a fair amount of skepticism. The end user should ensure that all costs are considered including electrical, HVAC, fire suppression, flooring, commissioning costs, onsite insurance, etc. In addition, for onsite built projects, health and safety insurance, project oversight, permitting costs (and potential delays) and laydown area requirements should be considered and included into the overall cost calculation.
The cost of project changes should be considered too if a total cost of ownership analysis is being performed. With respect to onsite construction methods, in this case stick built and modular panel, if a change is required, the project timeframe will be extended leading to additional disruption of the existing processes or the need for additional oversight. With prefabricated structures, most changes will occur off-site, before the systems are placed into the final facility. Hence, additional direct and indirect costs are avoided.
Qualification costs should also be considered. These costs are much more predictable in the prefabricated system. Prefabricated modular cleanroom units undergo prequalification in an offsite factory acceptance test. Within this prequalification phase, all functions are tested and issues can be corrected off-site. In the other approaches, qualification occurs on-site and if corrections are required additional cost, time, contractor traffic and disruption to the entire site will occur. With prefabricated, the owner can expect approximately six people on site for 2-5 days to move the prefabricated units into place and connect them to each other. In the build on site approaches up to 100 FTEs can be expected on-site for eight months and beyond to build a traditional cleanroom structures.
Another cost factor to be considered is depreciation. Traditional fixed installed infrastructures are depreciated over 30-40 years, as they are considered part of the facility for tax purposes. Prefabricated, modular and mobile cleanroom units are depreciated as equipment over a time period of 7-8 years.8 This accelerated depreciation provides real economic advantages as it relates to taxes and cash flow. This benefit is typically not considered by those only concerned with the lowest cost per square foot.
Finally, cost considerations cannot be made in a vacuum. The quality being supplied has to be considered.9 A quote often attributed to Benjamin Franklin brings the point home - “The bitterness of poor quality remains long after the sweetness of low price is forgotten.” With the advent of single-use process equipment, process equipment has become more mobile, e.g., pallet tanks. When these systems are moved through the cleanroom space, it is inevitable that contact is made with wall structures. If the walls are epoxy coated gypsum walls, as are often provided in stick built structures, hairline cracks result providing a conduit for moisture into the permeable wall material. Modular wall panels and prefabricated cleanroom systems do not allow such moisture penetration. Moisture penetration has to be avoided at all costs, as it promotes mold growth. Resulting unplanned repair, interruption and shut-down costs will more than offset the cheaper purchase price.
Conclusion
Modern facility designs are changing due to the demand for more agile, smaller footprint and flexible facilities. The evolution of the offerings available requires new thinking when it comes to making a facility decision. To determine which facility design and cleanroom infrastructure is best for the specific application, cost, speed and flexibility of the options should be considered. As we have seen, speed in this context generates significant value. Flexibility is also important as a flexible option becomes a renewable asset within the buyer’s overall production capability, for one or multiple products, domestically or otherwise. And cost must not only consider the initial cost per square foot but the overall project cost, the quality, and the indirect cost ramifications of the chosen option. In analyzing the options of stick-built, modular wall panels and prefabricated cleanrooms in this comprehensive manner, we have seen that prefabricated cleanrooms stand well above the other options and should be given due consideration for facility projects.
References
- Herper, (2002) Solving the Drug Patent Problem, Forbes
- Silverman (2014) “What Does It Cost to Develop a New Drug? Latest Study Says $2.6 Billion” Wall Street Journal
- Jornitz, M., Backstrom, S. (2016) Evaluating the Benefits of Prefabricated Cleanroom Infrastructure Designs and Costs, Pharmaceutical Engineering, 77-81
- Jornitz, M. (2013) Defining Flexible Facilities, Pharmaceutical Processing, 22-23
- For additional thoughts on what constitutes flexibility in facilities, see Backstrom, (2017) Analyzing the flexibility of Pharmaceutical and Biopharmaceutical Options, International Journal of Pharmaceutical Science Invention.
- Sutton, S. (2017) Podifying Cleanroom Processes, the Medicine Maker, 40-43
- One can even envision a facility fit out with prefabricated modules being multi-stakeholder where multiple entities operate on their own programs independent of one another. Certain costs could be shared such as quality, shipping/receiving, maintenance, etc. In this way the sharing of administrative costs would lower the overhead for each stakeholder.
- Markarian, J. (2014) Continuous Solid-Dosage Manufacturing Platform Nears Prototype Installation, Pharmaceutical Technology, 52-54
- Jornitz, M. (2013) Cleanroom Construction: Materials Matter, Blogs/Pharmaceutical and Biopharmaceutical Manufacturing, Pharma Evolution