This article gives an overview of strategies and current technologies that can help to address challenges which arise with the implementation of continuous production of biopharmaceuticals.
Introduction
Cost and time pressure on the development of innovative biopharmaceuticals, the market introduction of several biosimilars and the push of regulatory bodies1 made companies think “out of the box” concerning process development and design during the last few years. One important field of development concerns continuous bioprocessing of products expressed by the means of cell culture systems. Several biopharmaceuticals have been produced by continuous cell culture processes run either in a perfusion mode or as chemostat over the last 35 years, mainly because there was no alternative to produce very unstable molecules.2 Productivity and titers are relatively low for these first-generation processes. Innovative technologies, new materials and adapted media have been developed recently, allowing for high titer perfusion processes.3 Generally continuous processing requires more process knowledge, advanced technologies and controls than batch processes. In this next phase of continuous processing implementation into cGMP environments, advancement of bioprocess monitoring and control using robust, reliable and qualified Process Analytical Technologies,4 implementation of an adapted industrial automation hierarchy will therefore play a crucial role to meet future requirements.
Definitions and Abbreviations
- PAT: Process Analytical Technologies: A system for designing, analyzing, and controlling manufacturing through timely measurements (i.e., during processing) of critical quality and performance attributes of raw and inprocess materials and processes with the goal of ensuring final product quality.
- QbD: Quality by Design: A systematic approach to development that begins with predefined objectives and emphasizes product and process understanding and process control, based on sound science and quality risk management.5
- In-line measurement: Sensor is directly interfaced to the process solution.
- On-line: Measurements are made in a secondary recirculation loop.
- At-line measurements: sample is transferred from the process solution to an analytical instrument in close physical proximity to the process and returns analytical result in a short time cycle.
- Off-line measurements: Sample is removed from the process solution and analyzed at a different location and does not returns analytical result in a short time cycle.
- Alert limit: An established limit of a defined process parameter or quality attribute measurement giving early warning of potential drift from normal operating conditions. Alert limits trigger appropriate follow-up and they are always lower than Action limits .
- Action limit: An established limit of a defined process parameter or quality attribute measurement which an appropriate investigation, corrective and preventive action plans, when exceeded.
- PLC: Programable Logic Controller.
- SCADA: Supervisory Control and Data Acquisition.
- DCS: Distribution Control System.
- MES: Manufacturing Execution System.
- ERP: Enterprise Resource Planning.
- ISA-95: International standard from the International Society of Automation for developing an automated interface between enterprise and control systems.
- OPC: OLE (Object Linking and Embedding) for Process Control; A software interface standard that allows Windows programs to communicate with industrial hardware devices.
- HMI: Human Machine Interface.
Development of a Robust Continuous Process Control
Step by step approach based on QbD principles
The development of a robust continuous process control strategy starts after the early stage development, when process parameters, process performance and product quality attributes are linked together.
Methods of measuring process parameters and quality attributes are listed and critical, non-critical and not necessary ones as well as parameters that can be well controlled are distinguished. Subsequently possibilities for in-line, on-line or at-line measuring techniques are evaluated.
For the definition of preliminary requirements for each necessary measurement and control the following points should be considered:
- Maximal response times
- Maximal processing and measuring duration
- Material compatibility and certificates of materials in contact with product
- Processing environment (e.g.: temperature, pH, composition of fluids) and consequences on sensors, fluid paths, sampling devices as applicable
- Flow path requirements for On-line, At-line measurements (e.g.: sampling line, splits, volumes, additional equipment like pumps)
- Requirements in terms of cleaning, sanitization and sterilization of sensors, fluid paths, sampling devices (as applicable)
- Measuring frequency and places of measurement in the process
- Ratio: sample versus process solution volumes
- Expected quantification limits, accuracy, precision, linearity, robustness (including samples) and specificity as applicable in case of measurements of quality attributes
- Requirements in terms of standards and calibration
- Control mechanisms (e.g.: P&ID control loop or simple threshold algorithm)
- Evaluation of measuring and data exploitation, recording complexity and method robustness in a production environment as well as potential statistical data treatment tools or modeling software
- Implementation and maintenance requirements (e.g.: utilities, space and position, containment, P&IDs, impact on process equipment qualification/software validation, data storage)
- Supplier support and cost studies for the integration in production environment
After the preselection of the measuring and control methods (e.g.: Feed-back or Feed-forward control) together with devices, risk assessments will help to design the process. Based on the results of the robustness studies a preliminary design space together with alarm and alert limits can be set.
Requirements During cGMP Operation and Integration of Unit Operations into an Overall Process Flow, Allowing a Seamless Process Stream
In batch processing the product flows consecutively from one-unit operation to the next one and the processing schedule is adapted to the readiness of the product at each step. Therefore, the process control and batch recording can stay at the Level 1 and 2 of the control system hierarchy. (Figure 1) According to ISA-95 Levels 1 and 2 are defined as process control levels to execute production processes. It is necessary to define the communication (e.g.: via ethernet or OPC) with process controllers (e.g.: SCADA) and demonstrate applicability. In the case of continuous processing, unit operations are connected to allow a continuous or semi-continuous product flow and consequently several unit operations need to be controlled at the same time in a way that changes at the outlet of one-unit operation can be handled by the consecutive ones. Therefore, recording systems also need to be capable to register information accordingly. Hence, an additional control Level 3, which could be defined as MES, is necessary as shown in Figure 1.
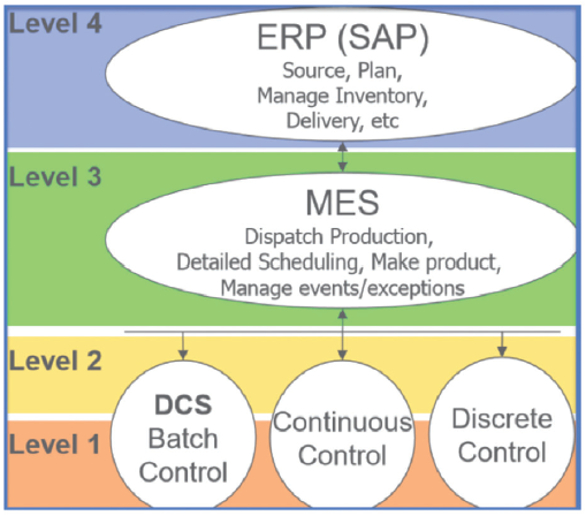 Figure 1. Hierarchy and information exchange of enterprise and control systems according to ISA-95
Figure 1. Hierarchy and information exchange of enterprise and control systems according to ISA-95Furthermore, batch definition, traceability and record reviewing systems and procedures often need to be adapted for continuous processing.
Tools and procedures which identify, segregate and evaluate the impact of material produced during out of range conditions are necessary as well as the definition of procedures to follow in case of equipment failures. Based on the development activities and updated risk assessments the selection of robust and easy to operate control strategies needs to be confirmed and the corresponding equipment qualified.
Finally, the status of each measurement (e.g.: process control, inprocess monitoring, in-process control) and corresponding ranges need to be defined for performance qualification runs.
Measurement and Control of Process and Quality Attributes
Current measuring principles and applications of commercially available or under development in-line, on-line, at-line and rapid off -line sensing technics and test methods applied to continuous cell culture operation are as follows.
In-line and on-line measurement technics
Probes for in-line or at-line measurements are inserted into the bioreactor and provide real-time measurement information. There are several general requirements for a reliable probe as listed above. It must be noted that a few of the following probes exist also in a disposable format.
Recent developments allowed to create micro probes allowing control of cultures of less than 10 mL. In addition to senor-based controls, timer-based controls are also very important, especially for production; e.g.: maximum process duration.
i. Measurement of physical & chemical parameters
For continuously run cell culture and harvesting operations, the following standard batch or fed-batch parameter measurements are necessary: pH, temperature, pressure, differential pressures/ volume and trans-membrane pressure (membrane based harvesting technology), foam detection, flow rates (e.g.: feeds, bleeding and permeate), redox potential, pCO2 , pO2 using in situ probes. However, requirements for sensor robustness and process control are typically significantly higher6 than in batch/fed-batch operation due to longer operation times and back-up instrumentation might be put in place.
ii. Measurement of biological parameters
Important progress in the development of in- and on-line measurements has been made during the last few years to measure biological parameters like cell density and biomass, viability, media components, metabolites (e.g. glucose, glutamine, glutamate, lactate, ammonia), impurity concentrations and even the target product attributes.
Dielectric Spectroscopy (DS)
Also called radio-frequency impedance spectroscopy or capacitance, DS can be applied to measure viable cell volume7 biomass content and certain cell properties (cell diameter and internal conductivity).8 It is a very promising in-line measuring technique for monitoring and control of immobilized and suspension cell cultures under production conditions. Care needs to be taken in case of the presence of particles, variation of conductivity and the presence of non-spherical cells during the DS development. Application of DS can be difficult for cells that contain organelles such as mitochondria or other membrane structures.9 Non-spherical cells, cell protrusions, or cell deformation could probably be included in the mathematical description if independent information is available on these subtle geometric issues to essentially calibrate the DS measurement.10
Raman Spectroscopy
Raman spectroscopy can be used to measure glucose, lactate, glutamine, glutamate, ammonium, osmolality viable and total cell count.11 The measuring principle is based on a rapid vibrational (physicochemical) spectroscopic effect in which the vibrations of chemical bonds within functional groups are measured and can therefore provide quantitative and descriptive data about the biochemical nature of a sample. For industrial implementation specific tools for easy analysis and interpretation of spectral data focusing on biological relevant information need to be developed.12
Near-Infrared Spectroscopy (NIRS)
NIRS is an analytical technique based on absorption measured in the near-infrared region of the electromagnetic spectrum (700–2,500 nm, located between the visible and the mid-infrared) which can be used to measure osmolality and pH. The fundamental absorption bands of functional groups occur in the mid-infrared region, but the very strong nature of these signals usually requires dilutions to lower absorbances in order to be within the linear range of a mid-infrared detector. Multivariate data analyses can provide very accurate results however the technique suffers significantly from possible interference of background compounds like aqueous ionic concentrations and specificity.
Fourier Transform Infrared Spectroscopy (FTIRS)
Instead of NIR absorption measurements FTIS detectors report variation in energy versus time, which are converted with the Fourier transform function into an intensity versus frequency spectrum for all wavelengths simultaneously. A laser beam is superimposed to provide a reference for the instrument operation. FTIR in-line spectra allow users to predict metabolites (including glucose, glutamine, lactate, and ammonia) and antibody concentration by using calibrated partial least square regression models.13 More development is required to overcome interferences, and to reduce the intensive calibration efforts.
Other analytical methods like 2D-fluorescence spectrometry and flow cytometry are currently evaluated as well as real-time measuring technologies applied to cell culture.14
At line measurement techniques
Dye-Based Methods
Off-line cell density and viability dye-based counting methods are currently still standard to monitor and control cell culture processes. Recently automated cell counters based on trypan blue staining have been developed. They are image-based cell analyzers using a fully automated sampling and liquid handling system with an integrated flow through chamber and a high-resolution image scanner. Image analysis adapted to each cell line enables the system to classify detected objects into debris, viable and dead cells, aggregates and other undefined objects. Like for off-line analyses viable, total-cell density and cell diameter can be determined with other parameters such as object-diameter can be examined.15
Filtration Biosensors
Measurement of glucose, glutamine, lactate and other components levels relevant for cell culture processes (e.g.: ammonium, potassium, glutamate, galactose, sucrose) can be achieved by enzymatic reactions with potentiometric or amperometric detection. Lately automated sampling techniques including sample filtration and an integrated liquid handling system have been developed which allow simultaneous at-line analyses of several components.16 Resulting measurements can be available within 60 seconds depending on the enzymatic reaction.
Analyses of Product, Product Related Substances and Process Related Impurities
Biosensors
Surface plasmon resonance (SPR) and Fiber-optic biosensors (FOBS) are optical fiber-derived devices which use optical field to measure specific biological species such as cells, proteins, and DNA. SPR sensors are thin-film refractometers that measure changes in the refractive index occurring at the surface of a metal film supporting a surface plasmon. A surface plasmon excited by a light wave propagates along the metal film and its evanescent field probes the medium (sample) in contact with the metal film.17 First results show the potential of industrial on-line measurement using such biosensors.18 Certainly, regeneration performance and avoidance of interference of the sensors will be important aspects for continuous process monitoring.
At Line Chromatography
At-line HPLC methods with multiple detectors, allowing the determination of antibody concentrations, media components or metabolites need short run times and the possibility for direct measurement.19
Rapid off -line test formats for safety analyses
Shorter analytical methods for determination of contaminants that can have an impact on human safety is of utmost importance for bioprocessing and in particular for continuous processes since current methods can take several weeks until the availability of results.
Bioburden Detection and Quantification
Colony forming units are detected with standard membranefiltration and plate count compendial methods under normal growth conditions only after 3-7 days. Thus, alternative methods that detect microbial contamination faster do improve control over the manufacturing process and speed up product release have been developed and validated. One such method is based on fluorescence-based quantitative detection during incubation allowing to determine growth of microorganisms within a few days.20
Mycoplasma Detection and Quantification
Culture methods or indicator cell culture-based methods to detect and quantify mycoplasma suffer from a lengthy overall 28 days testing time. Highly sensitive quantitative polymerase-chainreaction tests became recently commercially available which allow mycoplasma detection within some hours.21
Virus Detection and Quantification
Rapid methods for the detection of viruses use either immunological interactions based on antigen detection and employ immunofluorescence or hemagglutination, or they are based on molecular techniques like real-time PCR. Timewise these methods present an important advantage over current methods of infectivity or transmission electron microscopy testing and results can be delivered within hours compared to days or even weeks.22 Attention needs to be paid on regulatory acceptance of such rapid testing procedures as formal release methods.
B. Continuous cell culture control strategies
Continuous cell culture can fulfill multiple essential functions. Freshly supplied media provide limiting nutrients to the cells. Toxic by-products can be eliminated, and residence times of target products are reduced and can be controlled, which is key for the production of instable products and the control of product quality consistency. Culture duration can be prolonged and process scales importantly reduced especially with high cell density cultures. Therefore, the following process control strategies can be applied to perfusion cultures:
Cell density can be controlled for example by temperature adjustment, which impact cell growth rate.23
Another way is to adjust the perfusion rate, based on a defined cell density range; e.g.: linear function of the cell density.24 Perfusion rate can also be regulated based on the availability of a main substrate present in the medium such as the glucose or/and glutamine, Figure 2. Cell bleed is used in perfusion cultures to improve the overall cell culture viability and prevent accumulation of dead cells; hence this parameter needs to be controlled as well.25
 Figure 2. Example of and auto-sampling system with a glucose feed-back control loop of a perfusion culture
Figure 2. Example of and auto-sampling system with a glucose feed-back control loop of a perfusion cultureControl of continuous cell culture can also be based on the oxygen uptake rate since it is a good indicator of the physiological state of the cells.26
By increasing perfusion rates toxic byproducts like lactate or ammonia concentrations can be adjusted to acceptable levels.27. Since perfusion media is quite expensive and high product concentration should be targeted it is important to include these factors into the design of the process control strategy.
The control of the switch from the growth to the production phase is essential as well and can be based on the glucose consumption rate; Figure 3.23 Certainly, a multivariate control strategy could be applied as well to assure high quality production. Finally, more sophisticated approaches such as improvement of cell metabolism and adjusted process control can help to increase productivity and be very helpful during process development.25
 Figure 3. Real-time glucose consumption rate as a trigger to temperature switch of a packed- bed perfusion CHO cell culture run over 60 days.23
Figure 3. Real-time glucose consumption rate as a trigger to temperature switch of a packed- bed perfusion CHO cell culture run over 60 days.23Conclusions and Perspectives
The development of control strategies following QbD principles for an industrial bioproduction requires multiple evaluation already during the early stage. Numerous in-line, on-line, at-line and rapid off-line measurements techniques giving information on viable or total cell count, metabolites and nutrients, impurities and even target product quality attributes are currently under development or have already reached commercialization. Some of the most promising ones are Dielectric Spectroscopy, Raman Spectroscopy and more complex at-line dye-based methods which could deliver close to realtime information on cell growth and viability. Furthermore, the use of at-line measurements based on enzymatic reaction can provide valuable information on metabolite and nutrient concentration during development. The application of rapid off-line safety tests reduces a lot the risk of contamination and helps to save time, which is important for continuous bioprocessing.
Implementation of control and recording strategies in an industrial environment also requires increasing the level of automation hierarchy allowing the simultaneous multistep operations, eventmanagement and electronic batch recording. Finally, it is important to capitalize real-time monitoring data of cell culture behavior and product characteristics during development in order to put in place a simple, robust and easy to handle compliant process control system in the production environment.
Acknowledgments
I gratefully acknowledge Dr. Henri Colin (managing director of Ulysse-Consult) and Alain Bernard, PhD (Founder & General Manager ABConsulting) for their contributions.
References
- National priorities: Continuous Manufacturing of Medical Countermeasures; Jean HuPrimmer FDA; Hansonwade Boston; January 2017
- A Brief History of Perfusion Biomanufacturing; John Bonham-Carter and Jerry Shevitz Saturda; BioProcess Internationa; October 2011
- Very high cell density perfusion of CHO cells anchored in a non-woven matrix-based bioreactor; Ye Zhang, Véronique Chotteau et. al; Journal of Biotechnology; November 2015
- Guidance for industry: PAT – A framework for innovative pharmaceutical development, manufacturing and quality assurance; September 2004
- ICH Q8(R2) Pharmaceutical Development; August 2009
- Long-Term Reliability of an Aseptic On-line Glucose Monitoring & Control System for Perfusion CHO Cell Culture; Konstantin B. Konstantinov, and W. Miller; BioProcess International; December 2017
- On-line monitoring of nutrient feed additions by multi-frequency permittivity measurements in fed-batch cultivations of CHO cells; Sven Ansorge, Georg Schmid, Geoffrey Esteban;
- Optimization and control of perfusion cultures using a viable cell probe and cell specific perfusion rates; J. Dowd, A. Jubb, K. E. Kwok, J. M. Piret; Cytotechnology, May 2003
- Dielectric spectroscopy in the cultivation of suspended and immobilized hybridoma cells; Noll T, Biselli M; Journal of Biotechnology; August 1998
- On-Line Monitoring of Physiological Parameters of Insect Cell Cultures during the Growth and Infection Process; Zeiser A, Elias CB, Voyer R et al., Fermentation and Bioindustrial Chemistry; October 2000
- Use of In-Line Raman Spectroscopy as a Non-Destructive and Rapid Analytical Technique to Monitor Aggregation of a Therapeutic Protein; Mungikar A, Kamat M.; American Pharmaceutical Review; December 2010.
- Potential and limitations of microscopy and Raman spectroscopy for live-cell analysis of 3D cell cultures; Verena Charwat et. al; Journal of Biotechnology; July 2015
- Real time monitoring of bioreactor mAb IgG3 cell culture process dynamics via Fourier transform infrared spectroscopy: Implications for enabling cell culture process analytical technology; Huiquan Wu, Erik Read, Maury White, Brittany Chavez, Kurt Brorson, Cyrus Agarabi and Mansoor Khan; Front. Chem. Sci. Eng.; September 2015
- Online flow cytometry for monitoring apoptosis in mammalian cell cultures as an application for process analytical technology; Darrin Kuystermans, Mohd Aves, Mohamed Al-Rubeai; Cytotechnology; May 2016
- Using cell size kinetics to determine optimal harvest time for Spodoptera frugiperda and Trichoplusia ni BTI-TN-5B1-4 cells infected with a baculovirus expression vector system expressing enhanced green fluorescent protein; Sander L, Harrysson A; Cytotechnology; May 2007
- Online glucose-lactate monitoring and control in cell culture and microbial fermentation bioprocesses; H. Weichert, Mario Becker; 23rd European Society for Animal Cell Technology (ESACT) Meeting; December 2013
- Surface Plasmon Resonance Sensors for Detection of Chemical and Biological Species; Jiri Homola, Chemical Reviews; 2008
- Surface plasmon resonance fiber sensor for real-time and label-free monitoring of cellular behavior; Yanina Shevchenko et al.; Biosensors and Bioelectronic; June 2014
- Implementation of Online Amino Acid Analysis for Medium and Feed Optimization in Mammalian Cell Culture; Polina Rapoport, Szu-Han Wang, Deborah Pascoe; IFPAC Annual Meeting; January 2008
- Validation of Milliflex® Quantum for Bioburden Testing of Pharmaceutical Products; Oliver Gordon, Marcel Goverdeb, Alexandra Staerka and David Roesti; PDA J Pharm Sci Technol; May/June 2017
- Lessons Learned from Validation of a Real-Time PCR Mycoplasma Test for Autologous Cell Therapy Products; John Duguid; American Pharmaceutical Review; October 2013
- Methods for Rapid Virus Identification and Quantification; Kumar Pankaj;
- Use of glucose consumption rate (GCR) as a tool to monitor and control animal cell production processes in packed-bed bioreactors; F. Meuwly, F. Papp, P-A Ruffieux, A.R. Bernard, U. von Stockar; Journal of Biotechnology; April 2006
- Engineering challenges in high density cell culture systems; Ozturk SS; Cytotechnology; January 1996
- Use of cell bleed in a high cell density perfusion culture and multivariable control of biomass and metabolite concentrations; J-S Deschênes et al. Asian; Pasific Chemical Engineering; October 2009
- High density culture of mammalian cells with dynamic perfusion based on on-line oxygen uptake rate measurements; Yun-Seung Kyung, Madhusudan V. Peshwa, David M. Gryte, Wei-Shou Hu; Cytotechnology; January 1994
- Real-time monitoring and control of glucose and lactate concentrations in a mammalian cell perfusion reactor; Ozturk SS. et al.; Biotechnology & Bioengineering; February 1997
Other Works Cited
Cytotechnology; April 2010
11. [1.7] Optimization and control