Abstract
This article, the second of two parts , continues the discussion of the application of Quality-by-Design (QbD) principles to freeze-thaw and storage of biologics drug substances. Specifically, we focus on the application of QbD to cryo-celsius bag systems (up to16.6 L) as well as cryo-vessels (125 to 300-L). Establishment of a disciplined QbD program, and the elements that comprise such an approach, are described.
Equipment and Facility Costs and Risks of Frozen Drug Substances
Frozen drug substances are expensive to generate as well as to store and ship. Further, one must ensure that all manufacturing sites involved in the production, storage, shipping and receiving of frozen drug substance (as required) have suitable equipment, training, facilities and expertise to ensure that these processes are performed within their set boundaries.
Freezing and thawing of large volumes of drug substance has become increasingly important during the past 15+ years as expression yields and bioreactor sizes have steadily increased. It is not uncommon for a typical monoclonal antibody to utilize a 12,000 liter bioreactor with a CHO-based expression level of ~1.5 grams per liter, and a 60% recovery yield, to produce 10+ kilograms of drug substance per batch. At a concentration of 100 mg/mL, the resultant volume would be 108-L. These volumes and concentrations will only increase as expression levels improve. With 10 Kg or more of drug substance per batch for a monoclonal antibody, the use of small 1-5 liter bottles can be operationally prohibitive. As a result, in the 1990s, large-scale cryo-preservation systems were developed that utilize stainless steel containers from 125 to 300-L that are systematically frozen and thawed with a well-controlled heat transfer fluid that flows through hollow stainless steel fins within the vessel . These fins efficiently transfer heat into or out of the solution in a manner that attempts to reduce the cryo-concentrating effects of trying to freeze large volumes. These systems are expensive in that they require the purchase of several (dozens to hundreds) of cryo-vessels depending on whether one is working at clinical or commercial scale. In addition, although alternate strategies can be devised, one should purchase two cryo-trols which drive the freezing and thawing processes per manufacturing site (e.g., drug substance site for freezing, drug product site for thawing; may need two systems per site for back-up purposes). Finally, one needs to have access to large walk-in freezer rooms in which to store these frozen vessels. The complete purchase of several vessels and freezethaw skids for commercial production can cost in excess of several million dollars, but for the convenience of working with such large volumes of drug substance, the investment may make sense.
Large-scale cryo-vessels are not without risk and operational challenges. When utilizing cryo-vessels, one must have a strategy for how to manage the volumes of DS as they are thawed and potentially pooled or split prior to filling into drug product. Often, one batch of DS becomes one batch of DP in a ‘thaw-transfer-filter-fill’ type of operation. Repeated freeze-thaw within the stainless steel vessels can result in modification of the surface of the vessel. This modification, often referred to as “pitting,” can result in an increased level of iron and other metals leaching into the protein solution. Often, this is managed by a disciplined preventative maintenance program that calls for routine visual inspection and treatment by passivation. In addition, the size of these vessels and their resultant volumes poses a unique scale-up challenge when trying to marry small-scale freeze-thaw and stability studies in a manner that is representative of what occurs at large scale. Recent papers have discussed the cryo-concentration effects of a scaled-down version of the 300 liter vessels and have demonstrated that substantial protein concentration gradients and shifts in buffer osmolality will occur as a function of the rate of freezing. While this heterogeneity within the frozen state is not unexpected, one needs to take this variability into consideration when assessing the robustness of freezing systems.
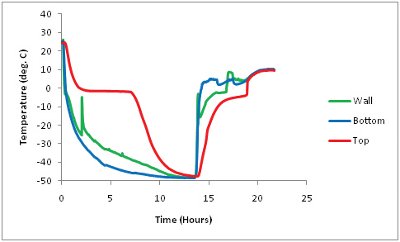
Figure 1 - Heterogeneity of freeze and thaw in a 200-L cryo-vessel. Temperature was recorded at different locations within the cryovessel. The bottom (blue) froze most quickly followed by the wall (green) and the top (red). The top is routinely considered as the last point-to-freeze, and the last point-to-thaw.
Figure 1 presents typical freezing heterogeneity for a 200-L cryo-vessel containing 200 L of protein containing solution. As with the 1-L Teflon bottles previously discussed, substantial heterogeneity is observed. Thermocouples placed near the cooling fins cool most quickly while the solution farthest from the cooling fins has the slowest rate of cooling. In addition to the effect of cooling based on distance from the cooling fins, there is heterogeneity between the top and bottom of the cryo-vessel. This heterogeneity in the rate of freezing and generation of ice will likely result in substantial variation in cryo-concentration of excipients and protein.
An alternate type of frozen container includes disposable bags frozen with a controlled freezing process similar to that utilized with a cryovessel. A freeze-thaw system has been developed that utilizes ethylene vinyl acetate (EVA) cryo-celsius bags containing up to 16.6 L of drug substance at full scale. These bags can be frozen to approximately -50 °C in several hours and can be stored at -50 °C to -20 °C in a standard freezer or walk-in freezer room. A concern is that one must be cautious with the shipment and storage of EVA bags because of the fragility of non-rigid EVA film under frozen conditions which has a brittleness temperature in the range of -70 °C to -76 °C. In addition, one must demonstrate care when moving the frozen bags into and out of the freeze-thaw equipment, freezers and shippers to ensure no damage to the bag which may result in lost product. As with the cryo-vessels, the cryo-trol skids are expensive, but the disposable EVA bags carry a much lower cost than the stainless steel cryo-vessels. Given the recent trend toward flexibility and disposables, the use of bags for the storage of drug substance is becoming increasingly popular.
Freezing heterogeneity of a 16.6 L disposable EVA bag is minimal due to the design of the bag and freeze-thaw apparatus. The distance across the bag is substantially reduced relative to both the 1-liter bottle and the 200-L cryo-vessel. This reduction in distance provides for a more robust, less heterogeneous system.

Figure 2 - Freezing and Thawing profiles for 35 L (green), 100 L (red) and 200 L (blue) of buffer in a 200-L cryo-vessel
Freezing rate variability is a consequence that must be characterized and understood, but one must recognize that it is unlikely to be fully controlled. One aspect that should be considered, however, is how one can mimic the full-scale freezing rates at small scale when performing lab-scale freeze-thaw studies. In developing small-scale freeze-thaw models, one must appreciate that we are not “scaling-up” freeze-thaw processes but, rather, we utilize scaled-down processes as characterization tools. In the case of a commercial scale 200-L cryo-vessel, a small-scale cryo-wedge has been developed as a well controlled, small-scale version of the larger 200-L vessel. Similar devices exist to mimic freeze-thaw processes within a cryo-celsius bag. In determining how to mimic the operations of a large-scale vessel, one must characterize the freeze rate heterogeneity within a vessel as well as the ranges of fill volume. This data is essential when designing small- scale repeat freeze-thaw studies that bracket the range of performance. For a 200-L vessel, the typical range is from 200 L to 30 L, the maximum and minimum working volumes, respectively. To begin, one must establish the variability in freezing rates at these two extremes using a standard recipe for temperature set points. Figure 2 presents the freeze-thaw variability for a 35-L, 100-L and 200-L volume within a 200 -L cryo-vessel. Review of this data collected at the last point to freeze (LPF) allows us to determine the freezing rates as a function of working volume. For example, at the maximum freezing rate, a 200-L volume of a typical buffer can take 9.6 hours to go from 5 °C to -20 °C at the LPF; for a 35-L volume, this can be achieved in 2.8 hours. Similarly, thawing time for the 200-L solution is 6.8 hours while for 35 L it is 1.3 hours. These data establish not only how we should program the smaller cryo-wedge to mimic full scale, but also define the ranges we must study in order to describe our process. This information also applies to the definition of design space and robustness of the process. As such, it would be useful to perform a freeze-thaw study over five to ten cycles of freezing and thawing with the cryo-wedge programmed at both the fastest and slowest possible rates. The quality of the protein in solution at the conclusion of the study would then be assessed. This bracketing approach could provide flexibility for operations and help define the design space.
Thawing processes have a similar concern. Two elements that differ from freezing, however, are the dynamic nature of the thawing process, (gentle rocking is applied to enable more rapid thawing) and the hold-times associated with the thawed solution. This gentle rocking will result in the generation of substantial ice-liquid and airliquid interfaces which provide points for denaturation of the protein. In addition, once the thaw is complete, especially at the lower fill volumes, solutions may begin to warm as energy is continuously delivered to the system. If one wishes to establish a single thawing process for a 200-L cryo-vessel regardless of fill volume, as is often the case in a manufacturing setting, then the 30-L volume will spend more time at elevated temperatures than the 200-L volume. This must be supported by small-scale hold time studies. The cryo-celsius bag system, in contrast, provides for a uniform distance between heat transfer plates, therefore the differences in scale that impact the cryovessel systems are reduced in the cryo-celsius systems due to the different geometry of the freezing solution.
Case Study 2: Cryo-celsius Bags
Case study #2 (study #1 was frozen bottles, discussed in the previous paper) is designed to provide guidance pertaining to a QbD approach for freezing and thawing of drug substances in a disposable cryocelsius bag. This approach is not specific to a particular vendor and speaks to the general elements of controlled freeze and thaw within a disposable, flexible container. As before, many of the QbD elements pertaining to the freeze-thaw of bottles are applicable here, so the reader should refer to Case study #1 as well [1].
Table 1 - CQAs for frozen bags

As described previously, flexible bags provide ample opportunity to have a controlled freeze and thaw cycle within a defined volume and time period. Particular care should be given to managing how the bags are handled, to avoid damage to the plastic bag or fittings, and new containers should be devised to aid in the transport and storage of these bags. Because of the increased complexity associated with the use of cryo-celsius systems, relative to bottles, the number of operations is roughly doubled in scope. For example, the filtration and filling step for a 16-L bag is similar to that of a 1-L or 3-L bottle. The freezing step, in contrast, is distinct in that the freezing apparatus (suitably qualified for installation and operation) must be brought to the correct temperature by first bringing the heat transfer fluid to room temperature. The filled bag, locked into a frame, is then installed as there are mechanisms for monitoring the temperature of the system. The equipment door is closed and the freeze is performed according to a well-characterized recipe. Once frozen, additional hold time and temperature must be accounted for prior to and during transport to long-term storage.
Table 2 - Risk Assessment for Cryo-celsius Bags

As previously discussed [1], once a QTPP, CQAs, experience with product and equipment, a general process flow diagram and process description are available, one should refine a suitable list of critical quality attributes, specific for the protein in a frozen bag. An example is provided in Table 1. This table organizes the attributes to be harmonized with the FMECA sample provided in Table 2. Please note that the CQAs are likely to be the same regardless of the container or the process, and focus on the specific strengths and risks associated with the product itself. The CQAs and process flow diagram allow one to generate a list of experiments to assess the CQAs against the various process steps. Such a list is presented in Table 3. The list of suggested studies is greater in scope than the list for bottled drug substances due to the controlled method of freezing. For example, in addition to developing freeze-thaw profiles that are suitable for a particular product and formulation, one must pay greater attention to the operational aspects of freeze thaw because it is a slower, more controlled process. Scale-down must be demonstrated between the full scale 16-L bags and smaller bags down to 30 mL in lab scale instrument. Particular concern should be paid to compatibility with the laminate bag to ensure protein integrity as well as assurance that the bags are handled properly during freezing, transport and storage.
Table 3 - List of Studies for Cryo-Celsius Bags

Table 2 provides an outline of a FMECA risk assessment for the freezing, storage and thawing of drug substance in a cryo-bag. The FMECA table lists the process steps, potential failure modes that could occur, potential causes of failure, how the process is controlled and monitored and which CQAs might be impacted by the deviation (see Table 1). Each deviation is then scored from 1-5 in terms of occurrence, severity and detectability and assigned a risk priority number (RPN) value. For example, evaluation of a potential deviation associated with extended time of a thawed bag at the upper heat transfer fluid (HTF) temperature could be due to a controller malfunction. Such deviation can be detected by HTF temperature monitoring as well as routine calibration of the temperature probes and preventative maintenance. This deviation could impact CQAs A, B and F (product integrity,amount of total protein and appearance, respectively). Finally, the deviation is judged as having a low probability of occurrence (2), a high severity if it does occur (5) and a high level of detectability (2) for a RPN value of 20. The pharmaceutical scientist is then guided to assess and possibly implement actions to reduce this moderate risk. Table 4 provides a set of proposed critical process parameters for cryocelsius bags. The CPPs are based on a comprehensive understanding of the manufacturing process as well as operational capabilities of the equipment and facility. One should pay particular attention to equipment qualification and validation because these may drive the majority of the CPPs rather than the product characteristics.
Table 4 - CPPs for Cryo-celsius bags

Case Study 3: Cryo-vessels
Case study #3 is designed to provide guidance pertaining to a QbD approach for freezing and thawing of drug substances within a cryovessel. The example does not take into account the volume of the vessel and takes advantage of CQAs, risk analysis, suggested studies and CPPs already presented for cryo-bags (Tables 1-4, respectively). These tables can be modified to be suitable for a cryo-vessel. Figure 4 describes the various unit operations and variables associated with the freezing, storage and thaw of drug substance within a cryo-vessel. Relative to a frozen bottle or cryo-celsius bags, the process for cryovessels is indeed more complex due to the equipment-intensive nature of the process as well as the scale of operation. A key difference is the reusable aspect of cryo-vessels which is a particular consideration when preparing for a freezing process. Cryo-vessel preparation should consider inspection training and criteria, clean-in-place and steam-in-place operations and transport to the filling area. Another consideration is the source of power depending on whether freezing or thawing processes can be performed in the United States or Europe with different voltages and cycles. This is a particular concern when running parallel processes in different power regions. Finally, packing and shipping these large heavy vessels requires special consideration and custom shippers which often require up to a ton of dry ice. Qualification of appropriate packaging and shipping conditions, as well as accompanying side samples, should be considered.
Summary
Freezing, storage and thawing of protein based-drug substances have been utilized for several decades in the biotechnology industry. While the technology for these processes has evolved from frozen bottles to cryo-vessels to cryo-bags, there is still a need for all three systems depending on the nature of the drug substance, its volume and storage temperature. As such, all three configurations are viable for many years to come. Recent developments with the regulatory agencies pertaining to quality-by-design have suggested that a more disciplined approach to process and product development is required throughout the lifecycle of a product.
References
- N. Warne; Trends in Lyophilization: Am. Pharm. Rev. 2010, 13(2), p24-28.
- J Wilkins, D Sesin, R Wisniewski; Large-scale cryopreservation of biotherapeutic products Innovations in Pharmaceutical Technology 1, 174-180.
- Cleaning and Descaling Stainless Steels. Designer Handbook Series No. 9001. August 1998, Nickel Development Institute.
- S. Zhou, L. Lewis, and S. Singh, Metal Leachables in Therapeutic Biologic Products, Am. Pharm. Rev, 2010, 13 (4), P76-80 .
- P. Kolhe, E. Holding, A. Lary, S. Chico, S. Singh; Large-Scale Freezing of Biologics: Understanding Protein and Solute Concentration Changes in a Cryovessel – part 1; (2010) BioPharm International, June 1, 2010.
- J. Brydson; Plastics Materials, 7th Edition (1999) Elsevier.
- Overview – Ethylene Vinyl Acetate Copolymer (EVA), Film Grade. www.matweb.com
Author Biographies
Dr. Warne is the Senior Director of the Formulations Group at Pfizer BioTherapeutics R&D in Andover, Massachusetts. Nick has been at Pfizer, formerly Wyeth BioPharma and Genetics Institute, for 20 years and has focused on protein stabilization, formulation development and drug product process development. Nick holds numerous protein formulation patents and, with his group, has made over 100 presentations at national meetings and in journals.
Angela Kantor is a Senior Principal Scientist in the Pharmaceutical Sciences R&D Group at Pfizer in Andover, MA. Ms. Kantor leads a group in development of dosage forms for therapeutic proteins. Her responsibilities include formulation, drug substance storage, drug product process development and technology transfer for projects in all phases of development. Ms. Kantor’s projects have included both lyophilized and liquid dosage forms for high-concentration proteins. Her interests also include implementation of Quality-by-Design for drug product. She has been at Pfizer (formerly Wyeth) for the last thirteen years. Ms. Kantor holds an MS from the University of Wyoming and was previously employed at Seragen, Collaborative Research, and Dana Farber Cancer Institute.
Dr. Serguei Tchessalov is a Principle Scientist at Pfizer Pharmaceutical R&D (Andover, MA). He received his Ph.D. from Institute of Applied Biochemistry (Moscow) on development of novel methods for formulation and process control during lyophilization. For the past 20 years (in Russia and US) he was working on formulation and lyophilization process development of bacterial and viral vaccines, proteins and different biological materials. His current research is focused on lyophilization process scale up as well as processing of parenteral dosage forms (filtration, filling, freezing/thawing and etc).
Mrs. Shannon MacMillan is a formulation scientist with a M.S. in biochemistry and molecular biology from University of New Hampshire. She has worked in industry for 15 years with experience in practical and analytical support of frozen drug substance processes.
Kin Ho is a Senior Process Engineer in the Global Biologics, Pharmaceutical Research & Development at Pfizer, Andover, MA. She has been with Pfizer (formerly Wyeth) since 1998. She is responsible for the development, scaleup, technical transfer and support of the drug product manufacturing processes for clinical and commercial protein-based biologics, as well as physical characterization of these products. Kin’s current interests include sterile filtration, freeze - thaw and lyophilization cycle development, as well as scale-down of the production scale stainless steel and disposable cryo systems.