By: Robert Dream - Managing Director - HDR Company LLC
The life sciences continue to represent a highly dynamic area of scientific advancements. Virtually every day, a new discovery opens up new possibilities for treating and monitoring diseases for which up to now treatment options were either limited or many times non-existent.
These discoveries, as a result of amazing developments in genetics, immunology, regenerative medicine, systems biology, data science and analytics, just to mention a few key disciplines, bring hope to patients who so desperately need new therapy options. However, this is only half of the path to success. These potentially life-saving therapies need to be further developed so they can be ultimately manufactured and commercialized for patient access.
Flexible Framework for an Effective Drug Development and Manufacture
To sustain growth and bring to market more effective drugs that target specific population groups, pharmaceutical and biotech companies are segmenting disease categories and patient groups for drug discovery and development. Tailored or personalized medicines could fulfill significant but unmet needs, increasing both consumer compliance and revenue.
These strategies have been made possible by new tools and technologies, as well as the increased availability of relevant data and clinical discoveries. Where will we be by 2025? Will we have moved from a healthcare system that treats people after they’re sick to one built on preventive and diagnostic medicine? Will we treat patients for conditions we know they are likely to develop? Will we redesign our healthcare system around that reality?
Some of the enablers for such a shift will be found in the new ways that biopharmaceutical facilities will be designed, built, and operated. By adopting best-practices from other industries, biopharma has a tremendous opportunity to reduce the average cost of goods sold (aCOGS).
Manufacturing will soon be stretched by the use of companion diagnostics and combination therapies. Tomorrow’s manufacturing systems must be able to deliver more diverse and challenging products. The technology and skillsets needed to manufacture these novel therapies are becoming more complex, requiring significant investment at a time when the industry is experiencing overcapacity and excessive cost. The need to increase fl exibility, productivity, and efficiency while reducing overall operating costs will require drastic changes in facilities and manufacturing methodologies as we know them today.
Drug manufacturing must become more agile and responsive, and drug manufacturers are demonstrating a willingness to relearn established ways of doing business. Plants of the future will be more flexible, with production lines that respond quickly as opportunities arise. Portable and disposable equipment will be automatically incorporated into a wireless network wherever it is needed and configured in the control system for producing batches. Integrated sensors will continuously monitor the performance and quality parameters of each process on a real-time basis, thereby ensuring product quality and generating the data necessary to optimize production. Simulation and data analysis tools will accelerate the transfer from development to full-scale manufacturing.
Holistic lean manufacturing will become common practice. Quicker response times in accordance with market demands will require less warehouse stock (zero warehouse as foreseen in some designs). As patient treatments become increasingly individualized, flexibility in the definition and size of a batch will be required. Some therapies will be made to order, not to forecast.
Manufacturing plants will increasingly utilize modular building strategies. Facilities will include disposable process equipment as appropriate, enclosed clean rooms around process equipment, closed system operation from seed to unit dose to minimize product adulterations and lean design concepts. This approach offers significant cost savings and reduced startup timeframes for new manufacturing systems and facilities.
Designing outcomes into manufacturing processes via Quality by Design (QbD) concepts will be critical to reducing costs, increasing efficiencies, and assuring regulatory compliance. Flexible facility design will contribute to reduce financial risk as products progress from Phase I to Phase III clinical trials. The traditional approaches require large investment in a facility for a product to be manufactured in the hope that it will succeed in Phase III. Though agile and adaptable facility designs will become more widespread, dedicated manufacturing facilities will still be required under certain conditions, including the production of large-volume products with high active pharmaceutical ingredient demands, producing highly potent or toxic/cytotoxic drug substances, and situations requiring specialized processes. More data will be generated, collected, integrated, made available and understandable, and preserved to meet regulatory and process improvement needs. Managing the data and improving its systems will be required to ensure patient safety, product quality, and cost containment. Biopharmaceutical/pharmaceutical quality systems must be able to collect, analyze, trend, and store data generated from process analytical technology applications.
Biopharmaceutical/pharmaceutical manufacturers face monumental financial challenges but also extraordinary opportunities. These forces are combining to change the way the industry does business at its very core. An essential part of this revolution/evolution (more evolution than revolution) will be the transition from current manufacturing processes, technologies, and facilities to a future that is agile, flexible, and universal.
Down the Regulatory Lane
Drug life cycle
The development of a new therapeutic product (i.e., a new drug or biologic) is a long, complex and expensive process which typically takes 10 to 12 years from product identification to commercialization.
Product life cycle
The term product life cycle refers to the length of time a product is introduced to consumers into the market until it’s removed from the shelves. The life cycle of a product is broken into four stages - introduction, growth, maturity, and decline (Figure 1).
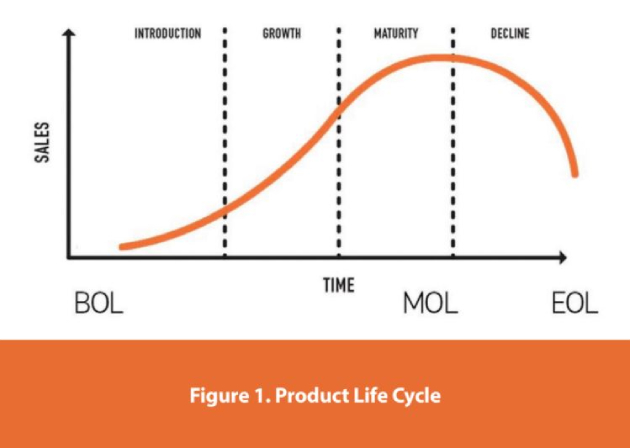
Beginning of Life (BOL), Middle of Life (MOL), End of Life (EOL)
The new drug development process
Research for a new drug begins in the laboratory, drugs undergo laboratory and animal testing to answer basic questions about safety. Then drugs are tested on people to make sure they are safe and effective.
FDA drug-approval process
A company seeking FDA approval to sell a new prescription drug product must complete a five-step process: discovery/concept, preclinical research, clinical research, FDA review and FDA post-market safety monitoring.
Collaborative Strategic Focus
- Accelerating change
- Dynamic response
- Globalization
Biopharma Portfolio Drives New Technologies
While regulators seek assurance of technically sound, risk-based, reliable, and predictive processing that is relevant to product quality, today’s regulatory environment also provides traction for the ongoing advancement of innovation. Authorities in the three ICH regions and beyond are encouraging industry to adopt new technology as supported by ICH Q8(R2), Q9, Q10, Q11, and Q12 along with the introduction of QbD concepts. This may lead manufacturers to adopt cleaner, more flexible, and more efficient closed systems.
Many biopharmaceutical manufacturers are investing in:
- Continuous manufacturing, which can improve scalability, shorten time to market, and enhance quality, while reducing capital and operating costs
- Process analytical tools that streamline and fortify processes, accelerate production scale-up, and ensure resources are used efficiently
- Single-use systems that improve flexibility and reduce production lead times, yet reduce capital investment and energy consumption
- Alternative downstream processing techniques that increase yields and reduce costs
- Green chemistry to diminish waste
- Improving capacity, scalability, and flexibility with new vaccine and therapy production methods
- Products that increase patient compliance and increase the effectiveness of medicines, such as drug-device combinations or improvements in drug-delivery systems
These products require new manufacturing techniques both at the facility and throughout the supply network. When combined with changes in biopharmaceutical portfolios, these new technologies affect biopharmaceutical companies in several ways:
- They look for increasingly specialized employees. Some organizations are working with university biomanufacturing centers to design training programs that teach relevant skills.
- They collaborate on manufacturing innovation with academic institutions and diagnostics developers as well as production equipment and medical device manufacturers.
- They consider location and ecosystem advantages in strategic manufacturing decisions as a result of the new portfolios and technologies required to produce them.
Biopharmaceutical drugs have become standard therapy for multiple diseases, a trend that has spurred both increasing demand for biotechnology and the emergence of small biopharmaceutical manufacturing companies.
Companies hoping to ride the wave created by these trends will face new challenges, however. The world’s regulatory agencies are expected to further tighten their guidelines and will continue to call for the serialization of drug production.
But as the global market continues to expand, the future looks bright. Indeed, market research firm IMS Health estimates the global sales of biological products reached $390 billion in 2020, as much as 28% of the worldwide pharmaceutical market.
Process and Innovation for the Life Sciences Industry
Bispecific antibodies have experienced a dramatic interest and growth for therapeutic applications, with more than 80 molecules in clinical development; e.g., in oncology, immuno-oncology (I-O), but also for non-oncology applications. The making of bispecific antibodies and the various therapeutic concepts and applications, e.g., for dual targeting strategies, retargeting of immune effector cells, and substitution therapy by mimicking the function of natural proteins.
Unbiased functional screening for the identification of effective and safe T-cell engagers
Clinical studies highlight the role of empirical functional screening. Examples include both I-O and targeted therapies demonstrating that diverse functional readouts can be incorporated into bispecific antibodies screens.
Selection-based development of a heavy chain-light chain pairing technology
A significant challenge in the development of multivalent bispecific antibodies involves solving the “heavy chain-light chain pairing problem.” While most heavy chain-light chain pairs possess a preference for their cognate partner, noncognate mispairing occurs. Avoiding these undesired mis-pairs is a relevant challenge in the field of bispecific antibody manufacturing.
A novel class of fully human co-stimulatory bispecific antibodies for cancer immunotherapy
T-cell activation is initiated upon binding of the T-cell receptor (TCR)/CD3 complex to peptide-MHC complexes (“signal 1”); activation is then enhanced by engagement of a second “co-stimulatory” receptor, such as the CD28 receptor on T-cells binding to its cognate ligand(s) on the target cell (“signal 2”). Recently described CD3-based “bispecific antibodies” act by replacing conventional signal 1, linking T-cells to tumor cells by binding a tumor-specific antigen (TSA) with one arm of the bispecific, and bridging to TCR/CD3 with the other.
Individualized neoantigen-specific immunotherapy (iNeST)
An investigational individualized approach to mobilizing an immune response through a deeper understanding of cancer immunology and technological improvements in genomic sequencing and bioinformatics, Genentech, in collaboration with BioNTech, are advancing the development of Individualized Neoantigen-Specific Immunotherapy (iNeST). iNeST is designed based on each patient’s particular tumor mutations (neoantigens), with the goal of inducing high-affinity immune T-cell responses against cancer.
mRNA vaccines take on immune tolerance
Suppressing autoimmunity with mRNA vaccines. The key to treating autoimmune diseases is to generate antigen tolerance without compromising the normal immune response. Vaccines based on mRNA have dominated the headlines during the COVID-19 pandemic owing to their high efficacy and unprecedented speed of development and manufacture. In a recent paper in Science, Ugur Sahin (CEO, BioNTech), who led the development of a COVID-19 mRNA vaccine, and coauthors have now harnessed this vaccine technology to suppress, rather than prime, antigen-specific immune responses.
Conclusion
- Positive disruption is driving the industry prosperity and health
- Digital transformation is a business imperative
- Smart sourcing is improving outcome across the value chain network
- Lessons learned are driving enhancements in product design, approval and delivery
- Demand due to accelerated need is driving the accelerated finding of efficacious and safe drug supply
Subscribe to our e-Newsletters
Stay up to date with the latest news, articles, and events. Plus, get special offers
from American Pharmaceutical Review – all delivered right to your inbox! Sign up now!