By: Dr. Mauro Giusti - Advisor, Site External Network - Eli Lilly Italia
Abstract
Manufacturing sterile parenteral products with aseptic technique has become more complex because of multiple technical, scientific and compliance challenges. This article recommends an overall approach based on structure, competencies, governance and attitude to ensure the best possible outcome
The recent COVID-19 pandemic has brought more attention to the pharmaceutical industry as vaccines and monoclonal antibodies have been developed to help fight the pandemic. Vaccines and monoclonal antibodies are parenteral products filled in vials or syringes and produced through aseptic filling without terminal sterilization. Manufacturing these products is complex because it requires a strong integration of different disciplines. These can include chemistry, biology, pharmacy, engineering, information systems, supply chain, health, safety and environment, quality and more. Therefore, it requires a combination of “hard” elements (e.g., facilities, equipment, process, methods, compliant procedures, etc.), which need to be combined with “soft” elements e.g., structure, competences, governance, attitude), which are typically focused on people.
I would like to focus on these four aspects, providing some suggestions from my experience of aseptic manufacturing operations with more than 15 years of continuous growth in terms of volume, markets, products and employees.
Structure
First is organizational structure. In general, a manufacturing site has the following units:
- A core department called Production or Operations. This includes people on shifts, supervisors and managers who are dispensing, formulating, aseptic filling, inspecting, packaging, or assembling in combination products.
- A quality department, which includes oversight of the process, incoming/in process/final testing and releasing.
- Functional departments, such as:
- Engineering (Utilities, Process and Project, Facility Management)
- Technical Services (Process set-up, New Products, Validation, Sterility Assurance)
- Information Technology (Automation, Manufacturing Execution System, segregated Network, Manufacturing Systems)
- Health, Safety and Environment (Industrial Hygiene, Safety, Environment)
- Supply Chain (Planning, Customer Service, Warehousing, Shipping)
- Manufacturing Finance (Cost accounting, Variances, etc.)
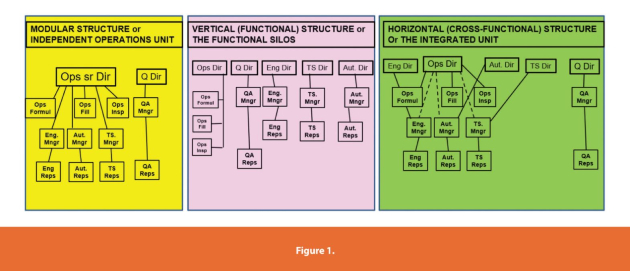
There are usually three ways to organize a manufacturing site: the modular, the vertical and the horizontal. Each are summarized in Figure 1.
All organizational structures have positive and negative aspects, and success also depends on how they are operated. However, our preference is toward the horizontal, cross-functional structure. The main reason is the ability to promote, more than all other, that INTEGRATION is needed in today’s manufacturing sites. This structure does require effective teamwork, starting with the Functional Directors and spreading throughout the entire organization.
The overarching operational philosophy is based on teams and not on hierarchy. Some key aspects and challenges to consider include:
- Leadership style influence and inclusion versus direct control
- Ability of leaders to model, educate, and facilitate the organization
- Clear communications on the shared vision from leadership
- Encouraging prompt and full engagement of Support Functions
- Functional excellence to be an enabler of Operational Excellence
- Acknowledgement that culture change requires time
Manufacturing sites include five layers of organization:
- Site head
- Flow team Leaders/Functional Directors
- Flow team managers
- Process Team Associates/Operations supervisors
- Operators/Technicians
Flow teams are usually led by the Production/Operations Director of that specific area. Process teams are assigned to each key unit of operation for that flow, and they report to the Flow teams (e.g., Formulation, Filling, Inspection). Flow teams and process teams are supported by site technical teams, which are then connected to global support teams or central functions (Figure 2).
Each layer is also assigned a “loop,” which are based on the concept of C4I (in Control, Capable, Compliant, for Continuous Improvement). This is described in Figure 3.
The Zero Loop and the Primary Loop are focused on process monitoring, reducing variability, and solving small problems; the Secondary Loop manages changes and solves difficult problems; the Tertiary Loop manages significant impact/breakthrough changes.
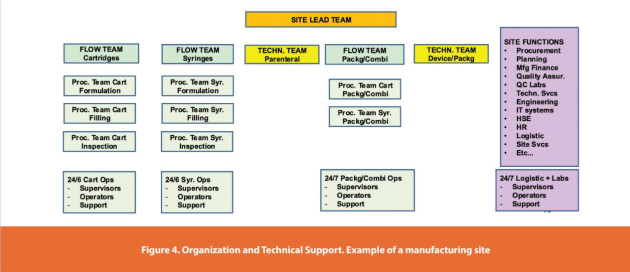
As an example, Figure 4 is for a manufacturing site making parenteral products in cartridges and syringes also packaged or assembled as combination products. It includes one site lead team chaired by the site head, three flow teams each with two to three process teams, and two technical teams. On the right side is the rest of the organization.
Competencies
Next are competencies. Some of these competencies are the transferrable ones such as troubleshooting, writing/presentation skills, statistics, data science, project management, Lean, Six Sigma, etc. If the manufacturing site is part of a large company with multiple similar sites, one key rule is to ensure harmonization of skills and competences for the sites, requiring specific disciplines. The process for developing competences includes these five steps:
- Harmonize competencies - all sites packaging products or assembling combination products should know the key principles of those processes, and this is the same for sites making aseptic products. This means the same set of training materials and experiences.
- Define level of depth for each competency - a good example is the U.S. university system, where we define 100 level (overview) versus the 200 level (good competence) vs the 300 level (mastery).
- Assign the proper level -- each job should have assigned the required competency but at the appropriate level. For example, people working on visual/electronic inspection may not require a detailed level of knowledge in sterility assurance, except the container closure system.
- Use the appropriate delivery approach. We suggest:
- For Level 100, primarily Computer Based Training (CBT) Courses.
- For Level 200, on top of CBTs, assign technical mentor and leverage internal complex documents, industry references, regulations, etc.
- For Level 300, on top of level 200, include job rotations, participation in projects/issues, hands-on experiences, international assignments, etc.
- In case of job rotation/change, perform assessment to identify gaps to deliver targeted education.


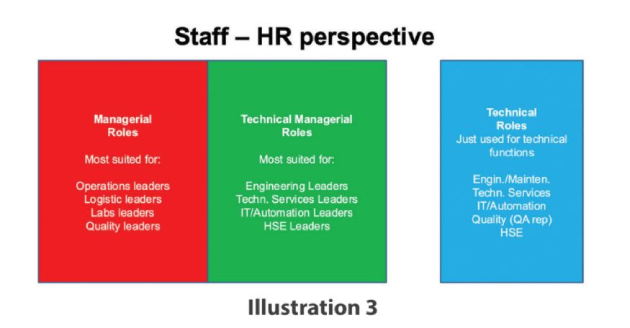
The focus on competencies needs to be associated with the evaluation of people performance and potential. Assuming performance is not a problem (which is not always the case), and therefore focusing on potential, we find there are typically two types of potential, a managerial one and a technical one. Managerial potential can be divided in a Pure managerial path versus a Technical managerial path. These criteria may include:
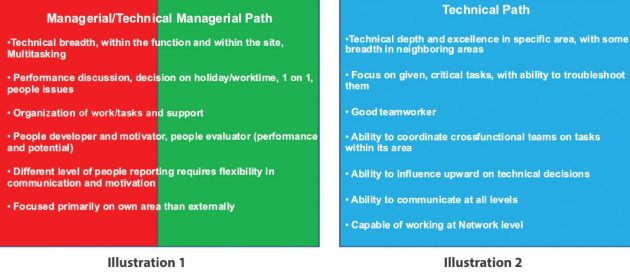
A complex business requires the right organization with motivated and competent people performing at their best, so it is important to understand where each of us can perform at the maximum of our potential.
Governance
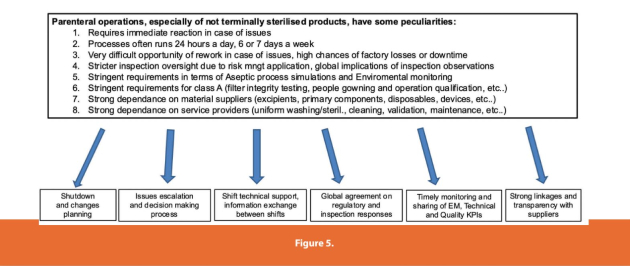
Governance is how the information is circulated, who is consulted versus who is only informed, and how decisions are made. This also includes rules for escalation and for communicating top-down decisions. The reasons to have a defined governance with a strong discipline is explained in Figure 5.
For parenteral operations, well-defined meetings involving the correct individuals and a specific purpose is important. Figure 6 summarizes the various organizations/teams, which would use their own online depository to store and share information related to the specific meeting. Each team would have their own charter, indicating its purpose, composition, deliverables, and rules of meetings.
The business processes of the site also would be summarized in a table, indicating the R.A.C.I., meaning the Responsible, Accountable, Consulted, Informed for a specific business process. For example:
- For the business plan and strategic plan processes, the site head would be accountable while the other directors would be each responsible of a given section, flow team members consulted, primary and zero loop people informed.
- For answering Good Manufacturing Practices (GMP) inspection observations, the quality leader would be accountable, with each area leader impacted by the observation responsible to provide initial answer. Global compliance would be consulted to ensure answer appropriate and aligned with the rest of the company.

Attitude
I used the word attitude, but perhaps the best word is CULTURE. An example of the mission for a manufacturing organization could be:
“Manufacture products for patients with Safety First and Quality always”
This sentence outlines three aspects:
- The central role of patients as people receiving products that we manufacture.
- Safety needs to be a top priority.
- Quality should be a relentless pursuit. Therefore, we must ensure that people’s attitudes are clearly leaning towards safety and quality, never forgetting about the critical role we play for patients.
There is a common path to ensure all manufacturing site people move toward a safety and quality culture. It is the Dupont approach, based on three steps related to the Bradley Curve, which include:
- Dependent approach -- people follow the procedure because it is a rule and because of fear of punishment.
- Independent approach -- people follow the procedure unsupervised and with no need of control because understand the reasons and follow rules.
- Interdependent approach -- not only do people follow procedures for themselves, but they also look after their colleagues and help each other identify risks, issues and contribute to further elevate safety and quality.
In a site with interdependency, if something does go wrong, it is likely to be caught by a colleague, thus minimizing, or avoiding an impact.
The attitude/culture journey requires time, and it requires a strong leadership by example, starting from the site head down through the rest of organization.
Conclusions
In summary, we believe that Structure, Competencies, Governance and Attitude are four pillars for any successful manufacturing organization, and this is even more important in parenteral manufacturing, due to the complexity and challenges.
While there is no magic formula for being successful, some specific suggestions can help set a manufacturing site in the right direction. However, it ultimately depends on people interpretation and implementation of those suggestions, which is determined by their motivation, engagement, and their devotion to teamwork and integration.
Subscribe to our e-Newsletters
Stay up to date with the latest news, articles, and events. Plus, get special offers
from American Pharmaceutical Review – all delivered right to your inbox! Sign up now!