Introduction
Single-use components have been a well-established practice in laboratories and even for small-scale manufacturing for many years. Its migration into mid-scale biotechnology production of biopharmaceutical products, particularly for cell culture technology, is now also being promoted heavily. Key drivers are the arguments that it permits very cost-efficient and shorter implementation as compared with conventional stainless-steel components as well as tremendous flexibility with respect to product changeovers.
For many years the focus of suppliers was directed towards bag-based components, namely for the upstream processing/cultivation steps. There are now selected components for downstream processing available, too. However, the limitations for the transition from small-/mid-scale towards large-scale facilities are not the same for bags versus other types on process components.
Attributes Supporting the Attractiveness of Disposable Technology
Faster Implementation
Implementation of single-use technology-based manufacturing facilities requires less process and auxiliary equipment than projects based on traditional stainless steel-based technology do, since the components, usually dealt with, are already vendor sterilized by gamma-radiation. In applications, which can be completely based on that approach, CIP/SIP technology is omitted. Consequently, the entire associated piping, instrumentation and control efforts are significantly lower. The bioreactor control units accordingly show lower levels of automation mightiness. Overall implementation becomes shorter [1,3]. Time for project realization will depend on the project constraints (existing building environment or not) and largely on the installation period for clean/pure media and power supply. Even decommissioning in case of other process requirements goes faster.
Lower Investment
Bottom line, what is not necessary to be designed, constructed, qualified and commissioned, does not consume time and does not cause cost. The overall periods of qualification will become significantly shorter, which results overall in savings in investment in the range of 30 – 35 % [1,3].
Shift from Components’ Multiple-use to Consumables
Process components in contact with the media and the product solution have become consumables and are offered as off-the-shelf material, too. As long as the user accepts off-the-shelf standard components, additional cost saving can be realized.
Connecting sections are created typically for each batch again with hoses and connectors by operators. The same applies for sensors. Overall, omitted primary installation efforts are simply shifted to the operation phase. Additionally, it has to be ensured that they are performed in a reliable manner reproducible for each set-up.
Huge Flexibility/Short Product Change-over
Process containers/equipment in contact with product solution during processing are typically replaced after each batch, connecting hoses included. No cleaning efforts are required, needed time slots in case of product change-over will become similar time periods as for standard batch manufacturing preparation, provided upstream and downstream processing is kept segregated [2,4].
Minimized Consumption of Utilities
It is evident that process components in contact with the media and the product solution have become consumables and suitably pre-sterilized components result in reduced overall cleaning and sterilization efforts. Associated to that, additional mid- to long-term savings are possible since the efforts for re-validation and the general burden of cleaning validation are not necessary and therefore it simplifies plant operation [2,4].
Limiting Constraints
All arguments ring true, but is this the first technology with only advantages? What are other aspects/criteria?
So far the typical advantages have been summarized. However with increasing scale of the units, the lab design derived features disclose limitations or at least inconveniences in daily work. Some of such constraints, which were reported earlier could have been overcome, some principle inconveniences are still valid [4].
Single-use Components Size
Maximum volumes are given by the mechanical properties of the construction material of the bags/containers. Maximum scale of marketed equipment are currently for bioreactors: 2.000 L for media preparation tanks (agitated): 2.000 L. However this limit, which existed for many years is now starting to be passed with 3.000 L and even 10.000 L agitated bags [6,7]. While the 3.000 L bags are supposed be used for preparation as well as for cultivation, the bigger one is offered for media preparation only.
Disposables’ Film Material and Confectioning
Plastic (multi-layer) films used for bag confectioning possess a mechanical strength typical for this type of “construction” material. This limits the maximum allowable head pressure/system pressure. This is not a severe constraint neither for aerated systems in cell culture processes nor for storage bags. However, the negative impact becomes more important during operation of large scale processing systems, in particular when large volume liquid transfers shall be realized by applying overpressure starting from the bags to be emptied. Typical maximum head pressure is < 100 mbar, which is not really sufficient to support liquid transfer.
During confectioning, the plastic film parts need to be welded. While straight welding seems are well-controlled by the manufacturers, X- and Y- weld seems need more attention to ensure bag integrity throughout the entire period of utilization, starting with handling of the new bags, particularly ensuring that they are inserted in the steel container in such a way that no folds occur.
Transfer Times
Another potential restriction arises during transfer of process liquids, media included, from the tube diameter resulting eventually in overly long transfer and filling times [5]. Tube diameters are determined by the connectors sealed to the bags and the plasticity of the hose material. For many years 3/4” was considered to be the maximum viable connector size; more recently, however, a diameter of 1” has been possible. The greater the hose diameter, the more complicated the handling of the material becomes. A thinner wall thickness may facilitate handling but has a disadvantage in that, if the medium is drawn off from the container by means of a pump, this may cause the hose to contract, thus reducing the flow. This is supported by observations, that a higher flow rate through 3/4“ rigid tubing could be obtained as compared to a 1” diameter hose. The 1” hose collapsed under vacuum when fluid is pulled from the buffer tank by the chromatography test. If pumping is applied or using air over pressure, it may not affect the 1” hose tubing.
Process Control
Based on historical business evolution, development of bags for cell culture applications has been performed by vendors, which have been bags’ manufacturers. Current industry requirements suggest also the request to meet expectations of long years process owners. This means that it is beneficial to offer standardized units for Upstream Processing (USP)/cell culture with interfaces to the processing control unit. Use of either wave bags, agitated SUB components or even the classical stainless steel cultivation reactor might then be a user’s option.
Process control systems in single-use components facilities possess a significantly lower mightiness than the ones installed for stainless steel designs. As described above, this is due to the lapse of CIP/SIP installations. Single–use sensors and non-intrusive measurements, such as mass flow meters or load cells for level measurements, represent the typical instrumentation technology. However, it is often ignored, but also a fact, limited real online instrumentation technology limits the options for standard process control. Sampling in association with off-line analyses may partially substitute such gaps.
Approaches for Single-use Components in Downstream Processing
Biomass Separation
While dead-end filtration systems are broadly applied in biopharmaceutical manufacturing, the use of the competing principle at large scale, i.e. centrifugation, is still in the emerging phase. Lab-scale and small pilot-scale solid bowl centrifuges, alternative principles suitable for a SUB approach, had already been developed and are still in the early phase of commercialization for larger scale.
Chromatography Systems
The concept of establishing an entire process chain based on single-use technology can be extended to isolation and purification by chromatography. For several years, pre-packed chromatography columns are marketed, which can be used for one life-cycle of the gel (column volume < 20 l). The advantage of such systems is even bigger if complete package units are used, i.e. aligned components for buffer handling, processing skids including pumps and prefabricated/ pre-sterilized manifolds for the unit and finally the column itself.
The column capacity is defined by the biopharmaceutical product binding capacity, according to the specific gel capacity and column volume, the hydrodynamic performance, and acceptable number of sub-runs per batch.
The maximum size of the USP equipment, which could be combined with such single-use chromatography technology is defined by the USP-productivity, in particular the volume of the main bioreactor and the cell line productivity. This performance indicator could be used to bridge to needed performance of suitable chromatography column capacity. Some distinct assumptions on the USP systems’ productivity may allow to derive the limitations on the utilization of such systems, e.g. either:
• 1.000 L bioreactors @ poor productivity (≈ 1 g/l), or
• 500 L bioreactors @ moderate productivity (≈ 2 g/l), or
• 100 - 200 L bioreactors for high producer (≈ 5 g/l).
The more cycles per batch for a specific chromatography step is acceptable, the higher is the system productivity which fits to larger scale single-use USP components. Or the other way round: if few batches are needed (in development), the higher the number of sub-runs should be accepted by applying reduced column diameters/capacities (resin cost dilution).
Bulk Drug Substance Fill, Storage and Shipment
Typically, bulk drug substance is manufactured in a different site where drug product manufacturing takes place. This implies a filling into suitable containers prior to shipment. Also for these manufacturing steps single–use components are attractive options as compared to stainless steel tanks. Depending on the bulk volume to be handled, aside polycarbonate bottles or bags are available in different sizes.
The selection is also impacted whether the product solution shall be kept in liquid state or transferred to frozen state. Bottles are typically more robust, however there is the phenomenon of freeze concentration to be considered, which may impact products’ stability. Single bags reduce such adverse impacts; they might be frozen in standard freezers, but multiple bags batch size recommend to use adapted technology in order to ensure reproducibility of the freeze (and later the thawing) procedure. The principle looks promising, however, handling of bags to freeze, ship and thaw requires some specific precautions and careful handling. Ice drops on the bag surface originating from frozen condensate or drops of product solution may penetrate the bags’ fi lm and hence lead to leakage during and after thawing. Other potential damages may arrive during the preparation of bags containing frozen product solution for shipment by manipulating the filling or sampling hoses with frozen material in the attempt to avoid damage during transport.
Multi-layer packaging with different materials (rigid plastic shell, closed cell polyurethane foam interior, foam bumpers) will minimize the risk damage for such (long-distance) shipments. Together with the refrigerant to be added (dry ice), the entire package for one bag will be at almost 100 kg per package (for 16 L bags). Shipment needs to be validated, too. Thermal testing should reflect: +20 - +40 °C (external) and product mass < -40 °C (internal) for 120 hours (5 days). Beside air freight, road transport conditions shall be included (“Australian road train”-Test).
Bags with product manufactured according to GMP (clinical trials and commercial material), which are affected in one or the other way will typically be refused by quality assurance and hence represent significant economic losses. Proactive protective measures are well designed bag holders with defined positions of all components. Finally, operator training will minimize the risk for bag/product losses by improvement of all aspects the bag loss rate should come down from 10% to a target of 1%. But even for the targeted best case it is worthwhile to commemorate the value of each single bag in case of damage and subsequent loss, based on bags e.g. of 16 l at a product concentration of 50 g/l and product values in the range of 100 -1.000 $/g, depending on the scale of manufacturing and status of the material, i.e. material manufactured at small/mid-scale for development purposes or even material for commercial use manufactured at full commercial scale. The back-side of the coin are non-negligible shipping cost with each added protection level, particularly if intercontinental air cargo is considered.
Health, Safety & Environment (HSE) Considerations
Single-use components are typically connected by hoses which are either prepared by internal staff or provided by off-the-shelf or customized pre-assembled manifolds. A safe operation requests professional preparation of connectors/hoses combinations in order to avoid slipping of hoses from connecters and thus flushing the manufacturing and lab zones. The risk for such failures may increase with increasing hose diameters due to the plasticity properties of the hose material. Connecting components provided by specialized suppliers should suppress such risks, but for aseptic processes they need to be purchased for each batch, of course, and thus pushing operational expense.
Single-use components quite often are introduced for small or mid-scale batch manufacturing. In such cases, manual handling of bags filled with process fluids is typically not an issue. If necessary, bags still filled with contaminated process fluids can be manually lifted to an inactivation autoclave. Such incident scenarios have to be considered too for large scale bags. But in such situations the well-proven principle of retention tanks would help, provided it has been considered during implementation of single-use components at larger scale.
Similarly to steam sterilization of stainless steel systems, single-use process components need to be inactivated in autoclaves prior to final disposal. Final disposal may happen by either incineration or simply by dumping on land-fills, depending the products which have been processed and local governmental requirements.
Regulatory Aspects
Initial licensing of a single-use components facility should not provide significant timely advantage as compared to facilities built in conventional stainless steel. The initial benefits may diminish when after licensing a facility that uses a disposable, changing that disposable may be more work than adding new stainless steel piping because one has to qualify a new material (bag or assembly), re-evaluate extractables, re-evaluate animal risk assessments, re-order new supplies, changing receiving specification and finally completing the entire change control documentation. The advantage remains that there is no plant down-time for welding or construction.
If after processing a batch non-product related residues or even particles are detected, route cause analyses have to be performed and corrective actions to be discussed starting with quality assurance, and most probably, with the components’ supplier. A careful verification of the components design, but also manufacturing conditions, but also the operating/handling conditions is recommended.
Conclusions
Single-use components are offered by vendors as part of a comprehensive toolbox lasting from simple storage and shipping bags to agitated tanks/bioreactors, as well as tube manifolds and connectors. Even selected components for downstream processing steps are marketed.
While for systems smaller than one cubic meter, the single-use approach quite often can be considered as a competitive alternative option. For clinical production, the disposables are highly flexible. The situation is different if the targeted scale exceeds a few cubic meters. In these cases, the advantages of conventional stainless steel systems are worthwile to be considered and balanced.
A decisive criterion in the selection of the technology to be used will therefore be the expected volume requirements of the product(s) to be produced and resultant capacity planning.
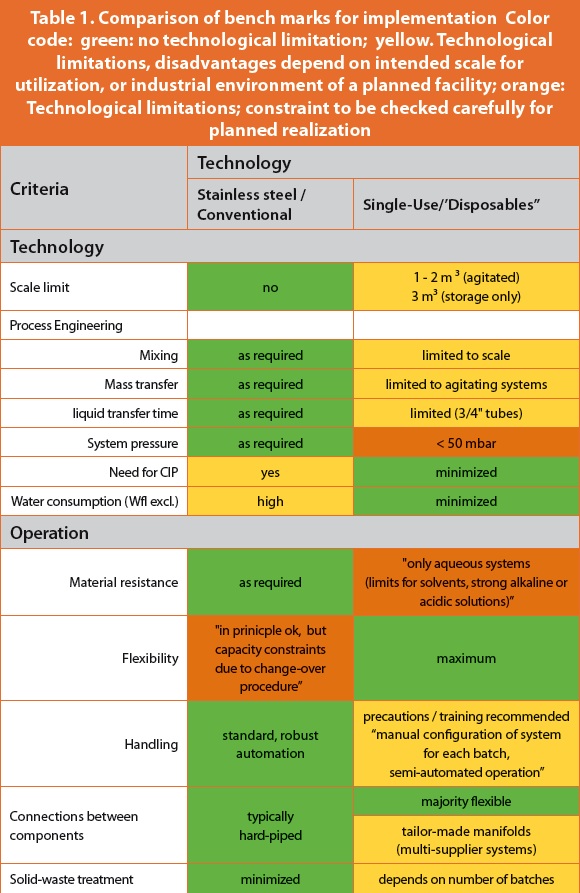
Finally, a comparison for most of the described criteria on single-use process components versus established stainless steel design is shown in Tables 1 & 2 [1,2].
References
1. “Single-Use/Disposables-Prozesskomponenten: Eine Technologiealternative, Teil 2
2. Wirtschaftlichkeitsbetrachtungen“; Peter Kraemer and Robert Mueller; Pharm. Ind. 74, 3(2012), 483-486 2. “Single-Use/Disposables-Prozesskomponenten: Eine Technologiealternative, Teil 1; Technologiosche Einsatzgrenzen aus bioverfahrenstechnischer Sicht“ Peter Kraemer & Robert Mueller; PharmInd. 2(2012), 323/327
3. Concept Facility Based on Single-Use Systems, part,2, Andrew Sinclair and Miriam Monge, BioProcess Int. Oct 2005, Supplement page 8-12
4. SU/DT: Considerations for Biopharmaceuticals Facility Design; Craig Sandstrom, Pharma Focus Asia, Issue 15 (2011).
5. Bioprocessing Tutorial: Mixing in Large Scale Disposable Containers, Considerations for theory and Practice; Vijay Singh; GEN 24 (2004) Vol. 24, Feb. 1st.
6. http://www.abec.com/products-single-use-systems-csr.html http://www.hollandapt.com/static.asp?path=8852
Author Biography
Peter Kraemer is currently in charge of Engineering for Process Development (since 2001) and of Bio-/Chemistry (France) manufacturing (since 2012) within SANOFI’s Chemistry & Biotechnologies Corporate Technical Services Department. Until 2001 he was in charge for Aventis’ Biotech Engineering at Frankfurt (D), dealing with implementation, start-up and maintenance of large scale (microbial) recombinant proteins manufacturing processes. Industrial career started at HOECHST AG in 1990 (process engineer for antibiotics recovery and semi-synthetic derivatization). Before joining HOECHST AG, he worked with DECHEMA, Frankfurt, and gained experience in research & science management. Peter KRAEMER studied Chemical and Process Engineering at Stuttgart (D) University.
This article is based on a presentation given at the BioProcess 2012 Conference, Prague, April 2012