Abstract
Ultra-fast HPLC provides faster analysis time and higher efficiency compared to conventional HPLC. However, a method that is truly optimized for ultra-fast HPLC cannot be run directly on a conventional HPLC system, mainly due to pressure limitations. A systematic approach to convert ultrafast HPLC conditions to conventional HPLC conditions will be discussed. In this approach, compute-assisted method development and optimization software was used to facilitate translation of ultra-fast HPLC conditions to conventional HPLC conditions.
Introduction
Since it was introduced about 40 years ago, high-performance liquid chromatography (HPLC) has become a well-established technique and is widely used in industry and academia. HPLC is the standard technique routinely used in the pharmaceutical industry for the quantitation of impurities and degradation products. During drug development, HPLC is often used for potency and impurity/degradation assays in active pharmaceutical ingredients (API) and formulations. For potency assays, isocratic is often utilized whereas for impurity/degradation assays, a common practice is to use gradient elution. The typical gradient assay time may vary from 30 minutes to more than one hour, depending on the complexity of the sample while isocratic potency assays generally have assay times of 10 minutes or less. Though HPLC is already defined as “high performance,” it still lacks truly high performance with respect to separation efficiency as compared to gas chromatography (GC) [1] and capillary electrophoresis (CE) [2]. In theory, the performance of HPLC in regards to efficiency and speed can be further improved.
Ultra-fast HPLC is a young technology, which employs a smaller particle size for column packing to achieve higher column efficiency and fast linear flow rates at very high back pressures to reduce analysis time [3, 4]. On the other hand, HPLC is a well-established technique and many HPLC instruments and associated methods are routinely used in industry and they provide reliable results. Both HPLC and ultra-fast HPLC instruments will coexist in laboratories and industry for many years. So it would be desirable to have flexibility to utilize existing and new technologies to the fullest extent (for example, sharing methods between platforms). At present, there is no easy way to transfer (or translate) methods between ultrafast HPLC and HPLC to ensure equivalent selectivity for impurity assays, particularly in the pharmaceutical industry. It can be a dilemma for analysts or laboratory managers when deciding which technique will be used for a routine analytical method since they are essentially considered two different techniques, especially for a pharmaceutical company working in a cGMP environment.
It is desirable at times to transfer a conventional HPLC method to an ultra-fast HPLC method to speed up analysis time and this conversion has been discussed [5]. Similarly, it might also be desirable to transfer an ultra-fast HPLC method to a HPLC method to take the advantage of the readily available instruments but this conversion has not been reported in the literature. However, it should be noted that a method that is truly optimized for ultra-fast HPLC cannot be run directly on a conventional HPLC system, mainly due to pressure limitations of conventional HPLC systems. To this end, a systematic approach for ultra-fast HPLC and HPLC method conversion is desired so that the retention times and elution order of analytes can be predicted both in HPLC and ultra-fast HPLC conditions. Then, equivalent method conditions for ultra-fast HPLC or HPLC could be outlined and either method could be used for routine assay.
The computer-assisted simulation software allows analysts to predict retention time and separation of analytes through limited scouting runs. After entering peak retention time, peak area, mobile phase, etc. information into the software, the computer-assisted method development software can establish a retention model. After establishing the retention model, the software can facilitate separation optimization [6, 7, 8]. The simulation software also can be used to predict separation behavior as column dimensions are changed [9].
In this paper, a systematic approach to convert ultra-fast HPLC conditions to conventional HPLC conditions will be discussed. Computer-assisted method development and optimization software was used to facilitate both the optimization of and translation of ultra-fast HPLC conditions to conventional HPLC conditions. The experimental design consisted of a combination of four temperature and gradient scout runs performed under ultra-fast HPLC conditions. The retention times and peak areas of each component for each experimental run were entered into the computer-assisted method development and optimization software in order to establish a retention model for ultra-fast HPLC conditions. This retention model was verified by comparing the actual verification run chromatograms to those predicated by the software. Next, the column parameters and flow rate were changed from ultra-fast HPLC parameters to conventional HPLC conditions within the computer-assisted method development and optimization software in order to establish a new retention model under HPLC conditions and subsequently to predict separation in HPLC conditions.
Experimental
Ultra-fast HPLC experiments were performed using an ultrafast HPLC system with an ultra-fast HPLC ethylenebridged hybrid C18 column (2.1 x 100 mm, 1.7 μm). The dwell volume for the ultrafast HPLC was estimated at 0.11 mL. Mobile phase A contained 0.5 mL of formic acid in 1000 mL of water and mobile phase B contained 0.5 mL of formic acid in 1000 mL of acetonitrile. The experiment was carried out using the experimental design for gradient LC method development. Four scout runs using gradient elution from 10 percent B to 90 percent B in three and 10 minutes at 0.8 mL/min with the combination of column temperatures at 40ºC and 60ºC. A mixture of acidic (2), neutral (2) and basic (3) compounds comprising seven in total representing the typical compounds seen in the pharmaceutical industry were used as probe compounds. Uracil was also added in the mixture for void time determination.
HPLC experiments were performed on an HPLC system with a ethylene-bridged hybrid C18 column (4.6 x100 mm, 3.5 μm). The dwell volume of the HPLC system is estimated at 1.2 mL. The mobile phases were the same as in the ULTRA-FAST HPLC experiments.
Results and Discussion
Verification of the Validity of Computer- Assisted Development and Optimization Software in Ultra-Fast HPLC Conditions
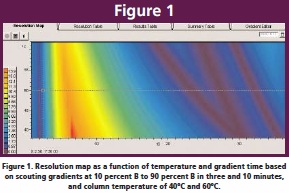
Four scouts run using gradient time of three and 10 minutes from 10 percent B to 90 percent B with the combination of column temperatures at 40ºC and 60ºC were run. The individual compounds were also injected in each scout run condition for peak identification. The total scout run time was about 4.5 hours for the total of 32 injections (16 injections at five minutes and 16 injections at 12 minutes, including equilibration times between injections). To perform same experiment design using regular HPLC, it would take about 36 hours to finish all 32 injections for the scouting run gradient times of 30 and 90 minutes (these are generic starting conditions for HPLC scouting runs for software calibration). The peak retention time and area information was entered into the computer-assisted method development and optimization simulation software. The column efficiency was estimated at about 50,000 for the simulation. The resulting resolution map of gradient run time (tG) versus column temperature is shown in Figure 1. The color scale in the plot represents the minimum resolution among all peaks. The red color region indicates the maximum resolution among peaks and the blue area represents lesser resolution. The color bar in the left corner indicates the relationship between color and minimum peak resolution value. The software will show the predicted chromatogram at the conditions indicated by the cursor in the resolution map (in this case, represented by Figure 2). An optimal resolution of nearly 14 among all peaks (for the least resolved pair) can be achieved by the ultra-fast HPLC separation at about 38ºC with gradient from 10 percent B to 90 percent B at about seven minutes.
 To evaluate the validity of computer-assisted development and optimization software in ultra-fast HPLC optimization, sim ulated chromatograms predicted by the software were compared to actual verification (laboratory) chromatograms acquired under the same nominal conditions. The retention times for all peaks in the actual laboratory run chromatogram were compared to that from the software predicted chromatogram. Condition A was selected at 50ºC with gradient from 10 percent B to 90 percent B in 2.5 minutes. It was expected that lesser resolution among some peaks would be observed based on simulation prediction. Condition B was at 45ºC with a gradient from 10 percent B to 90 percent B in five minutes. Better resolution was expected at this condition as predicted by the simulation software. Condition C was at 40ºC with a gradient from 10 percent B to 90 percent B in eight minutes. Very good resolution among peaks was expected at this condition as predicted by the simulation software.
To evaluate the validity of computer-assisted development and optimization software in ultra-fast HPLC optimization, sim ulated chromatograms predicted by the software were compared to actual verification (laboratory) chromatograms acquired under the same nominal conditions. The retention times for all peaks in the actual laboratory run chromatogram were compared to that from the software predicted chromatogram. Condition A was selected at 50ºC with gradient from 10 percent B to 90 percent B in 2.5 minutes. It was expected that lesser resolution among some peaks would be observed based on simulation prediction. Condition B was at 45ºC with a gradient from 10 percent B to 90 percent B in five minutes. Better resolution was expected at this condition as predicted by the simulation software. Condition C was at 40ºC with a gradient from 10 percent B to 90 percent B in eight minutes. Very good resolution among peaks was expected at this condition as predicted by the simulation software.
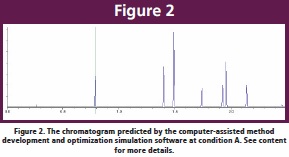 Figure 2 shows the chromatogram predicted by computer assisted method development and optimization simulation software at condition A. The actual verification run chromatogram at condition A is shown in Figure 3. As predicted by the software, the resolution between two peaks at retention times of about 1.9 minutes was minimal with respect to all other peaks. The retention times of the predicted and actual verification runs are listed in Table 1 for experiments A, B and C.
Figure 2 shows the chromatogram predicted by computer assisted method development and optimization simulation software at condition A. The actual verification run chromatogram at condition A is shown in Figure 3. As predicted by the software, the resolution between two peaks at retention times of about 1.9 minutes was minimal with respect to all other peaks. The retention times of the predicted and actual verification runs are listed in Table 1 for experiments A, B and C.
Clearly, the simulation software predicted the retention times very well under ultra-high HPLC conditions. The experiment demonstrates that computer-assisted method development and optimization simulation software is valid to simulate separation optimization under ultra-fast HPLC conditions.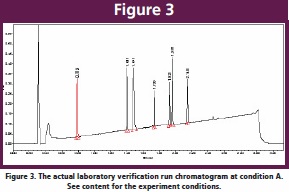
Transfer Ultra-Fast HPLC Conditions to Conventional HPLC Conditions
Based on the four scout runs with the combination of gradient time and column temperature, the separation model has been established with the selected ultra-fast HPLC column and mobile phases. Provided the column selectivity remains the same, the software should be able to predict the separation if the column dimension changes. It is important to note that when transforming ultra-fast HPLC conditions to conventional HPLC conditions, linear velocity cannot necessarily be maintained. If the ultra-fast HPLC linear velocity (0.8 mL/min on 0.21 mm ID column) was maintained on HPLC, a flow rate of 3.8 mL/min on the column (4.6 mm ID column) would be needed. However, the backpressure would be prohibitive, but fortunately the computer-assisted method development and optimization software can predict this constraint. The BEH column for ultra-fast HPLC and ethyline-bridged hybrid column for HPLC have the same stationary phase (except for particle size) and should have the same selectivity. The important parameters, which need consideration for method transformation work, are listed in Table 2.

In the computer-assisted method development and optimization simulation software, the column parameters were changed from ultrafast HPLC to conventional HPLC conditions except for the injection volume. A new resolution map was predicted as shown in Figure 4 for the conventional HPLC conditions. This model was based on the data entered from four ultra-fast HPLC scout runs. Compared to Figure 1, the area of red color is smaller than in Figure 2 (i.e., resolution is decreased).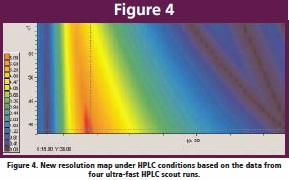 This is consistent with the fact that ultra-fast HPLC has higher column efficiency and the expected peak resolution in ultrafast HPLC is higher than in HPLC. The optimum resolution that can be achieved under conventional HPLC conditions is about seven for the least resolved pair of peaks. The cursor in Figure 4 indicates the conditions for maximum resolution among peaks, which corresponds to a gradient from 10 percent B to 90 percent B in 18 minutes at a column temperature of 39ºC. Figure 5 (a) is the computer-assisted method development and optimization software that predicted the chromatogram and 5(b) shows the actual laboratory verification run chromatogram at these conditions. The comparison of retention times for the predicted and actual run, shown in Table 3, show excellent agreement. The experiment demonstrates that it is possible to transfer ultra-fast HPLC conditions to conventional HPLC conditions with the help of computer-assisted method development and optimization software.
This is consistent with the fact that ultra-fast HPLC has higher column efficiency and the expected peak resolution in ultrafast HPLC is higher than in HPLC. The optimum resolution that can be achieved under conventional HPLC conditions is about seven for the least resolved pair of peaks. The cursor in Figure 4 indicates the conditions for maximum resolution among peaks, which corresponds to a gradient from 10 percent B to 90 percent B in 18 minutes at a column temperature of 39ºC. Figure 5 (a) is the computer-assisted method development and optimization software that predicted the chromatogram and 5(b) shows the actual laboratory verification run chromatogram at these conditions. The comparison of retention times for the predicted and actual run, shown in Table 3, show excellent agreement. The experiment demonstrates that it is possible to transfer ultra-fast HPLC conditions to conventional HPLC conditions with the help of computer-assisted method development and optimization software.
Conclusions
 Based on the above experiment results, a systematic approach to transfer ultra-fast HPLC conditions to conventional HPLC conditions is demonstrated using computer-assisted method development and optimization modeling. The software will accurately predict separation behavior. Ideally, if an ultrafast HPLC method is developed using computer-assisted method development and optimization chromatography modeling software, HPLC behavior can be accurately predicted. Otherwise, for an existing ultra-fast HPLC method, it should be possible to “reverse engineer” a retention model with software, again allowing translation to equivalent conventional HPLC conditions. This approach (i.e., developing methods under ultra-fast HPLC conditions) would allow for flexibility in method development. For example, as necessary (in which speed or extraordinary separation efficiency is required), ultrafast HPLC conditions can be utilized directly from the developmental experiments. However, when possible, conventional HPLC conditions may also be developed from the same set of experimental data in order to fit the needs of the laboratory.
Based on the above experiment results, a systematic approach to transfer ultra-fast HPLC conditions to conventional HPLC conditions is demonstrated using computer-assisted method development and optimization modeling. The software will accurately predict separation behavior. Ideally, if an ultrafast HPLC method is developed using computer-assisted method development and optimization chromatography modeling software, HPLC behavior can be accurately predicted. Otherwise, for an existing ultra-fast HPLC method, it should be possible to “reverse engineer” a retention model with software, again allowing translation to equivalent conventional HPLC conditions. This approach (i.e., developing methods under ultra-fast HPLC conditions) would allow for flexibility in method development. For example, as necessary (in which speed or extraordinary separation efficiency is required), ultrafast HPLC conditions can be utilized directly from the developmental experiments. However, when possible, conventional HPLC conditions may also be developed from the same set of experimental data in order to fit the needs of the laboratory.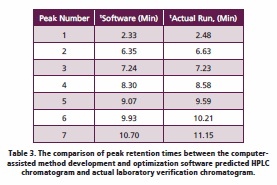
References
1. H. McNair, Book “Basic Gas Chromatography,” J. Wiley, New York, 1997
2. J. W. Jorgenson and K. D. Lukacs, Anal. Chem., 53 1298 (1981)
3. J. E. MacNair, K. C. Lewis, and J. W. Jorgenson. Anal Chem. 71 (1999), 700-989.
4. S. A.C. Wren and P. Tchelitcheff. J. Chromatogr A, 1119 (2006) 140-146.
5. Y. Yang and C. C. Hodges, LC-GC Europe (2005), 28-32
6. D. Powers, M. McBrien, and E. Kolovanov, The Application Notebook (LCGC) - February 2003: 52,
7. E.F. Hewitt, P. Lukulay, and S. Galushko, J. Chromatogr, A (2006), 1107(1-2), 79-87.
8. J. W. Dolan, L. R. Snyder, N. M. Djordjevic, D. W. Hill, D. L. Saunders, L. Van Heukelem, and T. J. Waeghe, J. Chromatogr. A, 803, 1(1998)
9. T.Wennberg, J. P. Rauha, and H. Vuorela, Chromatographia, 53 (suppl.), S240-S245 (2001)
Xiaowei Sun is a principle research scientist II in the Analytical and Quality Sciences department at Wyeth Research. Dr. Sun received his Ph. D. at Virginia Tech with Professor Harold McNair in 1996. He was worked at Wyeth Research since then. Loren Wrisley is a director in the Analytical and Quality Science department at Wyeth Research and has been with Wyeth since 1983. His research interests include experimental design, HPLC separation optimization using modeling, quantitative HPLC-MS, and Quality by Design.