Introduction
The biotechnology and pharmaceutical industries continue to face pressure to reduce the time from discovery to product launch and minimize the costs associated with manufacturing and process development. Innovation through automation and single-use technology has led to efficiency improvements of process development with throughput that is two to three times faster. This paper outlines efficiency improvements for both cell line development and upstream process development. To increase the throughput of cell line development, the manual manipulation of shake flasks was replaced with an automated spin tube system. For high throughput upstream process development, a novel small scale single use bioreactor system was developed for automated multi-vessel experimentation with robotic liquid handling for sampling, feeding, and control. To accommodate the increased number of samples, high-throughput, automated, user-friendly sample purification and analytic systems are integrated into the cell line development and upstream process development workflows. The integration of these systems allows for rapid end-to-end development.
Results and Discussion
Cell Line Development
A key step in process development of biologics is finding a highproducing cell line [1-2]. The traditional cell line development workflow, shown in Figure 1A, includes many time-consuming, manually-intensive steps that limit the number of clones evaluated at each stage [3]. For example, one scientist can typically maintain ~500 clones at the 96-well stage, ~250 clones at the 24-well plate stage, ~120 clones at the T-25 flask stage, and ~60 clones at the shake flask stage. Increasing the automation of this process workflow would allow more clones to be screened, while using fewer resources. This improved workflow is shown in Figure 1B.
 Figure 1. Comparison of the traditional, labor intensive, cell line development process (A) and the automated cell line development process (B)
Figure 1. Comparison of the traditional, labor intensive, cell line development process (A) and the automated cell line development process (B)Traditionally, after transfection, single cells are plated out into 96-well plates. After single cell cloning, the cells can be expanded from 96-well plates to 24-well plates to T-flasks. We have automated the sampling and passaging of the cultures at the 96-well and 24-well plate stages by using a liquid handling robot with a robotic arm. This system can sample each well containing a single colony and place the supernatant in an assay plate that can be used as the source plate for titer determination. After sampling, the system replenishes the wells that were sampled with the appropriate media. Wells with the highest titers are then expanded by importing the sample list into the software, and the robot then transfers the cells to the 24-well plates and adds the media.
After the 24-well plates, the T-25 flasks and shake flasks were replaced with spin tubes, which are small conical tubes that have fi ltered caps to allow for gas exchange. Spin tubes have previously been shown to enable similar cell growth, productivity, and product quality compared to shake flasks and bioreactors [4-5]. The spin tubes can be used for regular cell line maintenance and initial fed batch process evaluation. Using spin tubes, hundreds of clones can be evaluated with suffi cient volume to enable sample purification for product quality analysis. This enables clone selection for the next stage of development using both titer and product quality attributes.
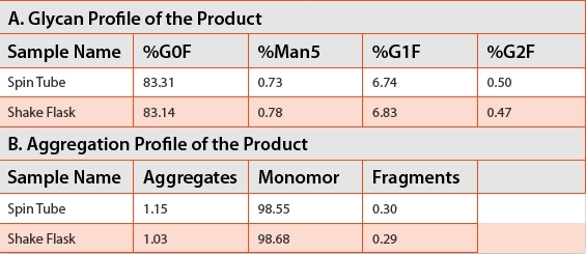
The flask size, flask shape, shaker speed, and working volume in the flask are all important parameters that affect cell growth and viability [6-7]. To ensure confidence in the application of spin tubes, a number of statistical design of experiment (DOE) tests were run to define the operating conditions of shaker speed and working volume to obtain equivalent growth, productivity, and product quality between the spin tubes and shake flasks. Once the optimal operating conditions were established, the growth, productivity, metabolic profiles, and the quality of the product were similar between the spin tubes and the shake flasks (Figure 2 and Table 1).
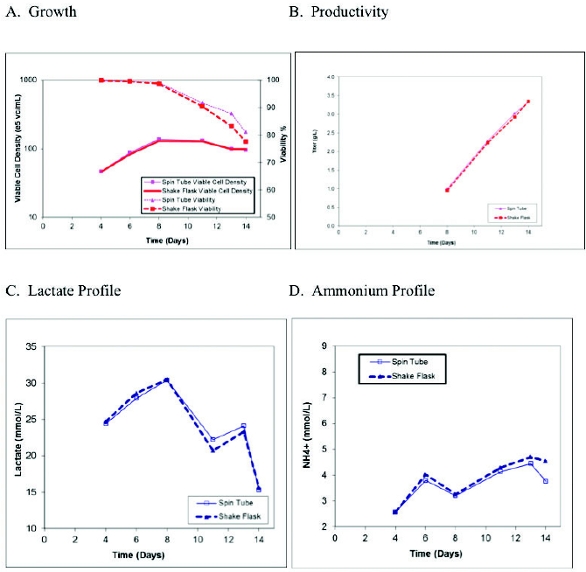 Figure 2. Comparison of the growth, productivity, and metabolism between shake flasks and spin tubes
Figure 2. Comparison of the growth, productivity, and metabolism between shake flasks and spin tubesTable 1. Comparison of the product quality between shake fl asks and spin tubes
A liquid-handling robot was integrated into the process to enable automated handling of the spin tubes and eliminate manual manipulations. The table layout of the robot was integrated with two platform shakers that maintain a homogeneous mixture of cells while sampling is completed. The system begins by decapping the spin tubes, followed by sampling of up to 96 tubes at one duration, placing the samples into a 96-well plate for analysis, and lastly, recapping the tubes. The samples can then be transferred to a high-throughput cell counting analyzer. Once the cell counts are complete, the amount of cell suspension and media required for passaging is calculated. The liquid handler then completes the necessary media fills and cell transfer for passaging to the next set of spin tubes. The robot can passage 96 spin tubes in 3.5 hours and 192 tubes 5 hours. All of this activity only requires 60-90 minutes of a single scientist interaction compared to the 6-8 hours required for the manual passaging of 60 shake flasks. In addition to the time savings, the spin tubes provide a cost savings, as they cost ten times less than shake flasks. Further cost savings are made by the use of smaller volumes of media and feeds when compared to the shake flask operations.
Upstream Process Development
Upstream process development requires the running of up to hundreds of glass bioreactors (typically at 3 L scale) to test the selected clones in the platform process in a controlled environment, optimize the process for the selected clones, and perform process characterization [8]. However, the running and maintenance of glass bioreactors is a low-throughput, costly, labor-intensive, and time-consuming process [9-10].
To increase throughput and decrease costs, initial clone evaluation and media screening has been successfully implemented using high throughput 15 mL disposable stirred microbioreactors (Figure 1B) that are able to perform automated sampling, feed addition, pH, dissolved oxygen, gassing, and agitation controls [11]. This system has shown to have similar growth, viability, productivity, and product quality to the 3L glass bioreactors and therefore, a high-producing clone can be selected in a near final production environment [11].
Traditionally, process optimization experiments were done using six to eight 3L glass bioreactors at one time, requiring multiple scientists for operation. Multiple rounds of experiments over several weeks (6-12 weeks) would need to be run in order to complete a typical statistical design of experiments (DOE). This lengthy process has been improved by applying an automation solution that enables the running of a twenty-four, disposable bioreactor DOE over the course of 2 weeks by one scientist [12]. The twenty-four bioreactor system has automated sampling with event triggered capability for feeds, and uses disposable technology for quick and simple turnaround. The graphic interface is user friendly, featuring the simple importation of process DOE variables, alarms emailed to the user, and real-time graphical display. Further benefits include reduction in operating costs with reduced media and feed requirements compared to traditional 3L bioreactors. The small scale, disposable bioreactor had similar growth and productivity when compared to that of the 3L glass bioreactors for a CHO cell culture process (Figure 3).
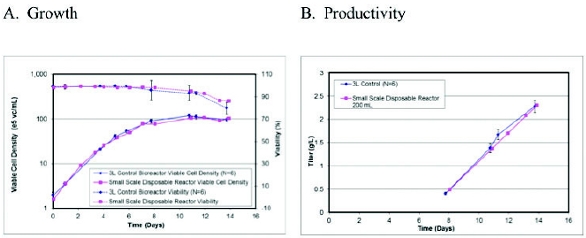 Figure 3. Comparison of growth and productivity between the 3L glass bioreactors and the small scale disposable bioreactor
Figure 3. Comparison of growth and productivity between the 3L glass bioreactors and the small scale disposable bioreactorSample Purification
Cell line and upstream process development groups require the purification of a large number of samples that will be used in multiple product characterization assays to allow for fi nal clone selection and process optimization. Historically, for monoclonal antibodies, the cell line and upstream development samples were purified using a LC method with “protein A” resin. This required a large sample volume using prepacked columns, with methods requiring 50 minutes per sample. This slow process could not support the higher sample load from the implementation of the automated spin tube and disposable bioreactor systems. To increase the purification throughput, the chromatography was miniaturized to liquid handling robots using tips fi lled with protein A resin in a 96-well plate format [13-15]. The liquid handler purifies six samples in one hour, with a 6X capacity improvement over the traditional LC method. This microscale purification had similar yield and purity to the lab scale purification process, while at the same time, it reduced the time, materials, and labor necessary. This method was also simple and easy to use in a walk-up mode with automation of the method steps for sample capture, washing, and elution.
Analytical Development
The historic analytical method for titer determination of a large number of samples during cell line development has been a manual ELISA assay. The ELISA method is preferred to the HPLC method, as it eliminates the need for further sample processing, such as filtering and purification. In addition, hundreds of samples can be assayed in one day compared to the 6 samples an hour for the HPLC assay. Similarly, the linearity range of the ELISA has shown to be broader than what is achieved for the HPLC (Table 2). Nevertheless, the ELISA assay itself is a time-consuming, labor intensive process [16]. It takes 1-2 days for one scientist to run multiple thousands of samples. There is also a concern that the precision of the manual ELISA can be poor, with a CV of 10-46% and with more than 50% of the samples having a CV greater than 20% (Figure 4A). This assay performance can be improved by implementing microfl uidic automated ELISA technology.
Table 2. Comparison of the throughput, amount of sample needed, linearity, precision, and purifi cation of the HPLC, ELISA, and microfl uidic automated ELISA assays
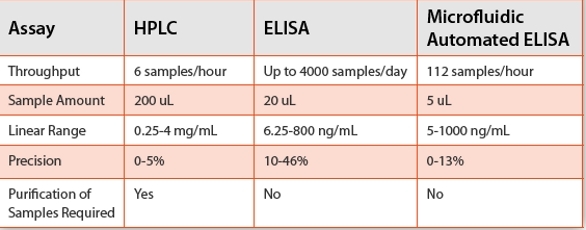
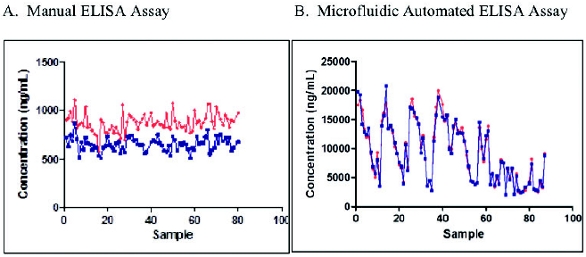 Figure 4. Comparison of the precision of the manual ELISA and the microfl uidic automated ELISA
Figure 4. Comparison of the precision of the manual ELISA and the microfl uidic automated ELISAThe microfluidic ELISA is a user-friendly, fully automated, nanoscale assay that uses less sample and reagents compared to the typical ELISA [16-19]. In addition, it requires less of the scientist’s time (0.5 hour to prep samples for the assay), the results are obtained faster (112 samples can be run in 1 hour), and the results are more consistent with better precision (CV of 0-13% with more than 90% of the samples having a CV of less than 10%) compared to the manual ELISA assay as shown in Table 2 and Figure 4. Based on these data, the microfluidic automated ELISA is the preferred method for obtaining titers during the early stage of cell line development.
Summary
Improvements through automation and single-use technology have led to an end-to-end, integrated approach from cell line development to upstream processing, including sample purification and analytics. Using disposable products and automated processes creates a more efficient development workflow that enables faster timelines, more projects to be evaluated, and more experiments to be run in the same original timeframe. The use of automation during cell line development eliminates the manual-labor-intensive, plate-based and shake flask stages, and it also increases the number of clones that can be screened during the process. For more advanced process development, a novel small scale single use bioreactor has been implemented. This system is designed for automated multi-vessel experimentation with robotic sampling, feeding and control. This is integrated with high throughput sample purifi cation and analytics, which allows for a rapid end to end process for the development of biologics.
Author Biographies
Krista Alvin received her Bachelors of Science in Bacteriology and Genetics from the University of Wisconsin-Madison in 2001 and her Masters of Science in Molecular Biology from Lehigh University in 2005. She is currently a Associate Principal Scientist in the Biologics New and Enabling Technologies Department within BioProcess Development at Merck & Co. Inc.
Jeffrey Ly received his Bachelors of Science in Biomedical Engineering from Rutgers University in 2006 and his Masters of Science in Biomedical Engineering from Rutgers University in 2007. He is currently a Senior Scientist in the Biologics Manufacturing Science and Commercialization Department within Merck Manufacturing Division.
Russell Condon has a Bachelors in Biology from Colby College, Masters Research in Analytical Microbiology at Rutgers University and over forty years of experience in the pharmaceutical industry. He is currently an Associate Principal Scientist in the Protein Expression Technologies Department within BioProcess Development at Merck& Co. Inc.
Gregory Keil received his Bachelors in Science in Biochemistry and Molecular Biology from Richard Stockton College of New Jersey in 2003 and his Masters in Science from the Pennsylvania State University in 2007. Gregory is currently a Senior Scientist in the Protein Expression Technologies Department within Bioprocess Development at Merck & Co, Inc.
Rachel Bareither is a Senior Scientist within Bioprocess Development at Merck & Co. Inc. She’s always had a role in Bioprocess upstream development working on scale-up, process technology transfers, and new technologies. She holds a BS in Biomedical Engineering from Michigan Technological University and MS in Biomedical Engineering from Rutgers University.
Xiaodun (Susan) Mou,Ph.D., is an Associate Principal Scientist in the New and Enabling Technology Team of BioProcess Development at Merck & Co. Inc. Susan received her Ph.D. in Chemistry and Chemical Biology from Rensselaer Polytechnic Institute in 2007, and was a Senior Scientist in Biotherapeutic Research in Pfizer Inc. before joining Merck.
Jianxin Ye, Ph.D., received his Bachelors of Science in Biochemistry from Nankai University in 1990 and his Ph.D in Molecular, Cellular and Developmental Biology from the Ohio State University in 2003. He is currently a Principal Scientist in the Biologics New and Enabling Technologies Department within BioProcess Development at Merck & Co. Inc.
David Pollard, Ph.D., obtained his doctorate in Biochemical Engineering from University College London. Since leaving UCL David has worked in Bioprocess Development at Merck & Co Inc for the last 17 years. This includes process development for biocatalysis, anti infectives, vaccines and biologics. Recently, he is an executive director of Biologics New & Enabling Technologies.
References
- Butler, M. Animal cell cultures: recent achievements and perspectives in the production of biopharmaceuticals. Appl Microbiol Biotechnol (2005) 68: 283-291.
- Kondragunta B, Drew J, Brorson K, Moreira A, Rao G. Advances in clone selection using high throughput bioreactors. Biotechnol Prog (2010) 26(4): 1095-1103.
- Wurm, FM. Production of recombinant protein therapeutics in cultivated mammalian cells. Nat Biotechnol (2004) 22: 1393-1398.
- De Jesus MJ, Girard P, Bourgeois M, Baumgartner G, Jacko B, Amstutz H, Wurm FM. TubeSpin satellites: a fast track approach for process development with animal cells using shaking technology. Biochem Eng J (2004) 17: 217–223.
- Strnad, J., Brinc, M., Spudić, V., Jelnikar, N., Mirnik, L., Čarman, B. and Kravanja, Z. Optimization of cultivation conditions in spin tubes for Chinese hamster ovary cells producing erythropoietin and the comparison of glycosylation patterns in diff erent cultivation vessels. Biotechnol Progress (2010) 26: 653–663.
- Buchs, J. Introduction to advantages and problems of shaken cultures. Biochem Eng J. (2001) 7: 91-98.
- Muller N, Girard P, Hacker DL, Jordan M, Wurm FM. Orbital shaker technology for the cultivation of mammalian cells in suspension. Biotechnol Bioeng (2005) 89: 400–406.
- Bareither, R. and Pollard, D. A review of advanced small-scale parallel bioreactor technology for accelerated process development: Current state and future need. Biotechnol Progress (2011) 27: 2–14.
- Amanullah A, Otero J, Mikola M, Hsu A, Aunins J, Schreyer B, Hope J, Russo P. Novel micro bioreactor high throughput technology for cell culture process development. Biotechnol Bioengng (2010) 106(1): 57-67.
- Chen A, Chitta R, Chang D, Amanullah A. Twenty four well plate miniature bioreactor system as a scale down model for cell culture process development. Biotechnol Bioengng (2009) 102(1): 148-160.
- Moses, S., Manahan, M., Ambrogelly, A., and Ling, W.L. Assessment of AMBRTM as a model for high-throughput cell culture process development strategy. Advances in Bioscience and Biotechnology (2012) 3: 918-927.
- Bareither R, Bargh, N., Oakeshott, R., Watts K, Pollard D. Automated disposable small scale reactor for high throughput bioprocess development: a proof of concept study. Submitted.
- Prater B.D., Anumula K.R., Hutchins J.T. Automated sample preparation facilitated by PhyNexus MEA purifi cation system for oligosaccharide mapping of glycoproteins. Analytical Biochemistry (2007) 369 (2): 202-209.
- Wenger MD, DePhilips P, Bracewell DG. An automated microscale chromatography purifi cation of virus like particles as a strategy for process development. Biotechnol Appl Biochem (2007) 47: 131-139.
- Cummins E., Luxenberg D.P., McAleese F., Widom A., Fennell B.J., Darmanin-Sheehan A., Whitters M.J., Bloom, L, Gill, D., Cunningham O. A simple high-throughput purifi cation method for hit identifi cation in protein screening. Journal of Immunological Methods (2008) 339 (1): 38-46.
- Xiaodong F. Liu, Xun Wang, Roni J. Weaver, Laurelle Calliste, Christina Xia, Yuyan J. He, LingSing Chen. Validation of a gyrolab™ assay for quantifi cation of rituximab in human serum Journal of Pharmacological and Toxicological Methods (2012) 65(3): 107-114.
- Mora, J. R., Obenauer-Kutner, L., & Patel, V. Application of the gyrolab™ plateformto ligandbinding assays: A user’s perspective. Bioanalysis (2010) 2: 1711–1715.
- N. Honda, U. Lindberg, P. Andersson, S. Hoff mann, H. Takei. Simultaneous multiple immunoassays in a compact disc-shaped microfl uidic device based on centrifugal force. Clinical Chemistry (2005) 51: 1955–1961.
- Eriksson C, Agaton C, Kange R et al. Microfl uidic analysis of antibody specifi city in a compact disk format. J. Proteome Res (2005) 5: 1568–1574.