Disposable manufacturing platforms are becoming increasingly popular for therapeutic monoclonal antibody (MAb) manufacture, whether as fully disposable platforms or for incorporating single use solutions in to largely fixed (i.e., stainless steel-based, re-usable) manufacturing platforms. While large pharmaceutical companies have largely adopted a platform approach to development and commercialisation of therapeutic monoclonal antibodies, or employ single use solutions for certain unit operations (e.g., seed train expansion), disposable platforms may be more common among small to medium sized, or more recently established, companies. This may have implications for partnerships between small-to-medium and large pharma companies seeking to co-develop and commercialise biopharmaceuticals.
We describe here the transfer, manufacture of clinical trial drug substance lots, and late stage development in advance of process validation, of a fully disposable MAb manufacturing process in an existing small molecule API clean room facility. Four MAb drug substance lots were manufactured within 14 months of facility selection decision. The overall transfer process, and specific challenges arising from implementing disposable-based biopharmaceutical manufacturing in an existing small molecule API facility are discussed. This approach may become more relevant as companies assess existing facilities in the context of a changing business environment (moving in to biopharmaceutical manufacturing, strategic responsiveness to partnering opportunities). The case described here represents an alternate route to biopharmaceutical manufacturing, creating options for leveraging existing facilities, as opposed to constructing dedicated biopharmaceutical manufacturing space.

Figure 1- Process flow for MAb manufacturing process
The MAb molecule discussed here is a therapeutic IgG1, manufactured by a GS-CHO-based (fed-batch), two column process. The molecule was co-developed between Eli Lilly & Co. and MacroGenics, Inc. An overview of the process is shown in Figure 1. The process is based largely on single use components, with the affinity capture chromatography column and purification skids being re-used (i.e., cleaned between uses).
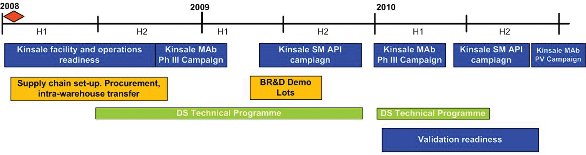
Figure 2-Overall timeline for process transfer, facility readiness and schedule of Phase III campaigns leading to process validation in Q4 2010. The red diamond indicates timing of facility selection decision. Activities at Lilly’s Kinsale facility are shown in blue boxes, activities at Lilly Bioprocess R&D, Indianapolis, are shown in orange boxes. Drug substance technical program (green boxes) was jointly executed between Kinsale and BR&D. DS, drug substance; BR&D, Bioprocess R&D; CT, clinical trial; ENG, Engineering batches; PS, primary stability; PV, process validation; SM, small molecule.
As shown in Figure 2, Eli Lilly began co-developing the MAb for commercialisation in 2008. At this time, MacroGenics had already generated material for Phase III supply, and additional Phase III material was to be generated in Lilly’s Kinsale facility, which would also be the site for process validation, launch, and commercial supply. Lilly Kinsale has a 30+ year history in small molecule API market supply (post-launch) for both parenterals and non-parenterals and was in the process of developing launch and commercial supply capability for biopharmaceuticals at this time (2007; construction of a re-usable platform-based facility in Kinsale). The agreement and project timing with MacroGenics was in advance of scheduled availability of this new facility (2010). Additionally, this opportunity enabled Lilly Kinsale to begin to build capabilities in the areas required to support biopharmaceutical manufacturing, using a smaller scale and flexible platform, in advance of its larger scale platform facility coming online in 2010.
At a process development level, the process as transferred was appropriate for Phase III supply, but required additional characterisation and development to be ready for process validation. This work was initiated in Eli Lilly’s Bioprocess R&D (BR&D) facility in 2008, with co-development a joint effort between Lilly’s BR&D and Kinsale development units.
Table 1-Facility fit and other considerations for transfer of a MAb manufacturing process in to a small molecule parenteral API manufacturing facility. Items are shown in alphabetical order. DCS, Distributed control system; HVAC, Heating ventilation and air conditioning; SME, subject matter expert;
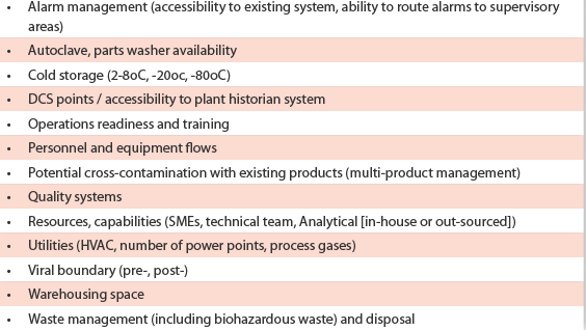
Numerous considerations were assessed to transfer a large molecule manufacturing process in to a clean room facility previously used for a small molecule parenteral API (Table 1). Among these, key considerations to meet the overall timeline were supply chain and analytical testing. For the first (Engineering / Clinical Trial supply) Phase III campaign in Kinsale, the supply chain was managed by BR&D, Indianapolis, with raw materials and consumables being transferred to Kinsale from Indianapolis via inter-warehouse transfer (followed by receipt verification and GMP storage in Kinsale). All analytical testing for the MAb molecule (batch release, in process) was performed by MacroGenics, Lilly BR&D, or was outsourced (e.g., for adventitious agent testing). The exception to this was microbiological testing (bioburden, endotoxin), for which methods were transferred to and/or qualified in Kinsale to support direct testing at the Kinsale site, and raw materials release testing, which was also performed at Kinsale.
At a facility level, the overall approach was to establish a GMP system for campaign-based use of an existing small molecule API parenteral facility on the Lilly Kinsale site. This facility consisted of in-built equipment (e.g., glove boxes) in numerous, large (ca. 40m2 per clean room) ISO 7 or 8 classified clean areas. During small molecule API manufacture intermediates are housed and moved in closed transport containers between unit operations. The facility contained a parts washer and an autoclave, and dedicated processing areas for different areas of process support (e.g., non-clean and clean parts areas), and for different unit operations of the API manufacturing process.
For biopharmaceutical manufacturing, areas in the facility were assigned as follows:
- Buffer preparation* (ISO 8)
- Cell culture media and feed preparation* (ISO 8)
- Vial thaw and seed train expansion (ISO 7 with ISO 5 biological safety cabinet added)
- Production Bioreactor and Primary Recovery (ISO 8) • Initial purification: Affinity capture to Nanofiltration (ISO 8)
- Final purification: UFDF to final formulation and fill (ISO 8)
* weigh and dispense, dissolution, in process checks.
A pre-viral/post-viral boundary, controlled by GMPs, was designated between the last two areas.
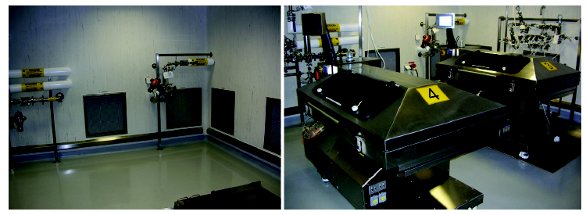
Figure 3- Adaptation of an ISO 8 classified area in a facility used for small molecule parenteral API manufacturing. [Left Panel] Open space is shown, containing glycol loops. [Right panel] 200L disposable bioreactor systems in place in same area. A process gas (air, O2, CO2) manifold has been added to the rear wall.
As the existing facility contained adequate open spaces, supporting manufacture of the small molecule parenteral API largely through the use of fixed equipment, the change-overs to support biopharmaceutical manufacturing (Figure 2) were based largely on a “wheel-in, wheel-out” approach, with some facility modifications, as shown in Figure 3.
Specific Challenges: Supply Chain and Analytical Testing
The small molecule process supported by the Kinsale clean room facility had about five raw materials and 15 consumables. The MAb manufacturing process had about 20 raw materials and 200 consumables, ranging in size from disposable bioreactor bags (fully packaged) down to pipette tips. Logistic and supplier quality aspects of supply chain were supported by Lilly Indianapolis (with interwarehouse transfers to Kinsale) as establishment of a supply chain de novo for Lilly Kinsale’s first biopharmaceutical would not have been possible in the agreed project timeline. Even with this support, physical storage and management of this amount of raw materials and consumables was challenging, with the MAb process effectively taking over an entire warehouse, including a walk in 2 – 8oC area, and required installation of -20oC and -80oC storage.
The Lilly Kinsale site had a well established Analytical group supporting small molecule manufacturing, including microbiology testing and environmental monitoring (EM). Transfer and validation of the ca.15 methods supporting release testing of the MAb process would not have been possible in the agreed timeline as the majority of methods required new equipment (e.g., for CE-LIF, CEX, CE-SDS methods) and expertise. All testing, excepting EM and microbiological testing, and raw material release testing, was performed by MacroGenics, Lilly BR&D, or was out-sourced (for adventitious agent testing and bioassay).
Specific Challenges: Disposable Processes
No specific challenges were encountered during implementation and execution of unit operations where disposable technologies are more routinely applied, e.g., seed train expansion, primary recovery. Issues more so arose with the production bioreactor, some protein purification unit operations, and generic concerns related to use of disposable manufacturing systems.
At a generic level, sourcing and availability of standard tubing assemblies (extender pieces, pump tubing assemblies) aided process flow during manufacturing of the initial (non-GMP) engineering lots, enabling set-up of equipment trains to be optimised (process fit and connection harmonisation). Off-the-shelf tubing solutions are not widely available from vendors, and custom solutions from most vendors can take 4 – 16 weeks for delivery, by the time vendor set-up, assembly design, fabrication, γ-irradiation are complete. Additionally, key technical details for consumables can become buried in the large amount of items (in our case 200+) that need to be simultaneously set up and managed. An example in point is a key filter for protein purification, that at the original 1.2m2 configuration was supplied as γ-irradiated by the vendor, but at 0.6m2 configuration (as used at Lilly Kinsale) was not supplied as γ-irradiated. This aspect was not initially noticed during materials set-up. In this instance, an additional γ-irradiated 0.2/0.45um guard filter was placed in line (downstream) of the 0.6m2 filter to provide additional aseptic assurance.
For the production bioreactor, the process as transferred comprised a disposable cell bag from one vendor installed in to a bioreactor system from another. Initial interest in moving to in-line probes (for pH and temperature) was not supported by our experience with these probes (numerous bag ruptures), and a customised probe was qualified for temperature control, with pH being monitored off-line via a blood gas analyser.
For the purification unit operations, the process as transferred contained some manual mixing steps, which were all replaced by non-manual mixing systems (rocking platforms, bulk mixing systems). This necessitated mixing development and optimisation of control parameters in many instances.
Lastly, the platform was further developed and optimised by developing customised single use solutions for certain issues encountered during process transfer or which were required prior to process validation. These included:
- Design of a integral filter + bag solution (and sampling port assembly) for intermediate hold of clarified harvest;
- Design of a bulk mixing system for pH adjustment of a purification intermediate;
- Integration of individual components required for final fill and filtration of formulated drug substance in to a single γ-irradiated assembly.
In many of these instances opportunities were taken to reduce both the complexity of operational set-ups and aseptic risk by incorporating multiple components in to one disposable solution that was provided as a single γ-irradiated assembly. The downside to this is that such customised solutions reduce supply chain flexibility, commonly taking 12 – 16weeks for order fulfilment and 2-4 weeks to complete design. Inclusion of these solutions should ideally represent a balance between the benefit provided by the customised solution and supply chain flexibility.
Product and Process Comparability
Following completion of the first MAb drug substance manufacturing campaign in Q1 2009, process and product comparability between MacroGenics, Lilly BR&D (where numerous at scale developmental runs had also been performed), and the batches manufactured at Lilly Kinsale was assessed. Both the process and the product manufactured at Kinsale were deemed to be parametrically and analytically comparable to batches manufactured by MacroGenics and Lilly BR&D. The batches manufactured in Lilly Kinsale incorporated certain process changes (some described above), and inclusion of modified solution mixing parameters (following mixing studies and installation of standardised mixing systems).
The Lilly Kinsale site and API/MAb facility was inspected by the Irish Medicines Board in June 2009, with the agency granting a clinical trial manufacturing (IMPD) licence for the MAb process following a successful inspection outcome.
Concluding Remarks
This article describes transfer, implementation and manufacture of Phase III drug substance material for a monoclonal antibody manufacturing process in a facility that was also employed for manufacture of a small molecule parenteral API. The MAb process is a largely fully disposable process, excepting affinity capture chromatography column and purification skids, which are cleaned and re-used.
Numerous considerations for transfer of single use MAb processes in to existing facilities were assessed, with the most prominent considerations being supply chain and analytical testing.
The case described here shows that adaptation of existing clean room facilities, coupled with the flexibility inherent in single-use MAb processes, is both feasible and can have successful outcomes in terms of agency inspections. This approach represents an alternate route to biopharmaceutical manufacturing, creating options for leveraging existing facilities, as opposed to constructing dedicated biopharmaceutical manufacturing space.
Acknowledgments
The authors would like to acknowledge their many colleagues in Lilly Kinsale (Operations, Quality, Procurement & Warehousing, MS&T, and Analytical), in Lilly Bioprocess R&D, and at MacroGenics who contributed to the work described in this article.
Author Biographies
Brian Mullan is a Scientist/Tech Transfer Lead, Manufacturing Science and Technology (MS&T), with Eli Lilly & Co, Kinsale, Cork, Ireland. Since joining Lilly he has been responsible for late stage development and transfer of biopharmaceutical manufacturing processes to launch sites. He previously worked for Centocor (Johnson & Johnson) in Cork, Ireland, and with Sanofi Aventis in Paris, Toulouse, and New Jersey. Brian holds a BSc in Biochemistry from University College Galway, Ireland, a PhD in Viral Genetics/Cell Biology from University College Cork, Ireland.

Aidan Collins is a Scientist, MS&T, with Eli Lilly & Co, Kinsale, Cork, Ireland. At Lilly he has been responsible for implementation of new biopharmaceutical processes (protein purification) for pipeline and in–licensed products. He has previously worked for BioUetikon, Baxter S.A., Pfizer, and Amgen prior to joining Lilly in 2007. He holds a BSc in Biochemistry and Molecular Biology, and a Masters in Quality Assurance from Dublin Institute of Technology, Ireland.
¨
Kristi Huntington is an MS&T Consultant with Eli Lilly & Co, Indianapolis, IN, USA. At Lilly she is currently responsible for new product introduction (NPI) for drug substance manufacturing. She has previously held roles as NPI lead and MS&T Manager at Eli Lilly & Co, Kinsale, Cork, Ireland, and Technical Services Representative, Eli Lilly & Co, Carolina, Puerto Rico, and Indianapolis, IN, since joining Lilly in 2000. She holds a BSc in Chemistry from Hiram College, Ohio, and an MSc in Chemistry from The Ohio State University.
¨
Marie Murphy is a Microbiology and Virology Lead with Eli Lilly & Co, Kinsale, Cork, Ireland. At Lilly she is responsible for the delivery and implementation of product protection strategies including viral safety for biopharmaceutical manufacturing. She has previously worked for EiRx Therapeutics, Cork, Ireland, and for Schering Plough, Cork, Ireland. Marie holds a BSc in Microbiology from University College Cork, Ireland, and a PhD in Virology from Trinity College, Dublin, Ireland.
¨
This article was printed in the January/February 2011 issue of American Pharmaceutical Review - Volume 14, Issue 1. Copyright rests with the publisher. For more information about American Pharmaceutical Review and to read similar articles, visit www.americanpharmaceuticalreview.com and subscribe for free.