Process monitoring and control support the maintenance of a state of control during production and allow real-time evaluation of system performance. Common approaches to process monitoring and control including establishment of target setpoints and control limits, design space, and specifications for attributes being measured apply to Continuous Manufacturing (CM), Figure 1.22
CM involves the continuous feeding of input materials into, the transformation of in-process materials, and the concomitant removal of output materials from a manufacturing process. While this description may apply to an individual unit operation (e.g., process chromatography, perfusion cell culture), this focus is on the integrated aspects of a CM system in which two or more unit operations are directly connected. In this context, any changes made in a unit operation of a CM system may have an impact on upstream and downstream unit operations and material output quality.22
Process Analytical Technology (PAT) (ICH Q8) is well-suited for CM. Examples of applications include in-line UV flow cells to monitor therapeutic protein concentration, in-line near-infrared spectroscopy (NIRS), and online HPLC. The use of PAT enables disturbances to be detected in real-time. Therefore, CM is readily amenable to automated process control strategies based on, for example, active process control such as feedforward or feedback process control. Principles of control strategy as described in ICH Q8 and ICH Q11 apply to CM processes.22-24
NIRS is a technology that is based on illuminating a sample and analyzing the amount of transmitted or reflected light. This information is used to measure the properties of a sample. It is well known that NIRS is suitable for in-line measurement of a range of quality attributes related to chemical composition. The technology is widely used in the food industry, typically for the estimation of fat, water, protein, and carbohydrates in products such as meat, fish, cereals, and fruits.25
Novel online high-performance liquid chromatography (HPLC) setups are available and are specifically designed to enable real-time monitoring of critical product quality attributes during time-sensitive purification operations in downstream processing. Using this online HPLC solution in combination with fast, purpose-built analytical methods, sampling cycle times between 1.30 and 2.35 minutes were achieved, without compromising on the ability to resolve and quantify the product variants.26
An appropriate sampling strategy is an important aspect of process monitoring and control. The variables monitored, monitoring method and frequency, amount of material sampled (either physical sampling or data sampling using in-line measurement), sampling location, statistical method, and acceptance criteria depend on the intended use of the data and process dynamics. The intended use of data may include the detection of rapid changes such as disturbances, assessment of the quality of a batch when real-time release testing (RTRT) (ICH Q8) is used, or analysis of process trends or drifts. Further important considerations are the avoidance of measurement interference with the process and the impact of physical sampling on the material stream potentially affecting the state of control. Assessment of risks associated with data gaps.22
ICH Q2(2) guideline indicates the data that should be presented in a regulatory submission. Analytical procedure validation data should be submitted in the corresponding sections of the application (ICH M4Q, the common technical document for the registration of pharmaceuticals for human use). Relevant data collected during validation (and any methodology used for calculating validation results) should be submitted to demonstrate the suitability of the procedure for the intended purpose. Suitable data derived from development studies (ICH Q14) can be used as part of validation data. When an established platform analytical procedure is used for a new purpose, validation testing can be abbreviated, if scientifically justified.20
Approaches other than those outlined in ICH Q2(R2) may be applicable and acceptable with appropriate science-based justification. The applicant is responsible for designing the validation studies and protocols most suitable for their product.20
Reference materials, or other suitably characterized materials, with documented identity, purity, or any other characteristics as necessary, should be used in the validation study. In practice, the experimental work can be designed so that the appropriate performance characteristics are considered simultaneously to provide sound, overall knowledge of the performance of the analytical procedure, for instance: specificity/selectivity, accuracy, and precision over the reportable range.20
Minimal Versus Enhanced Approaches to Analytical Procedure Development
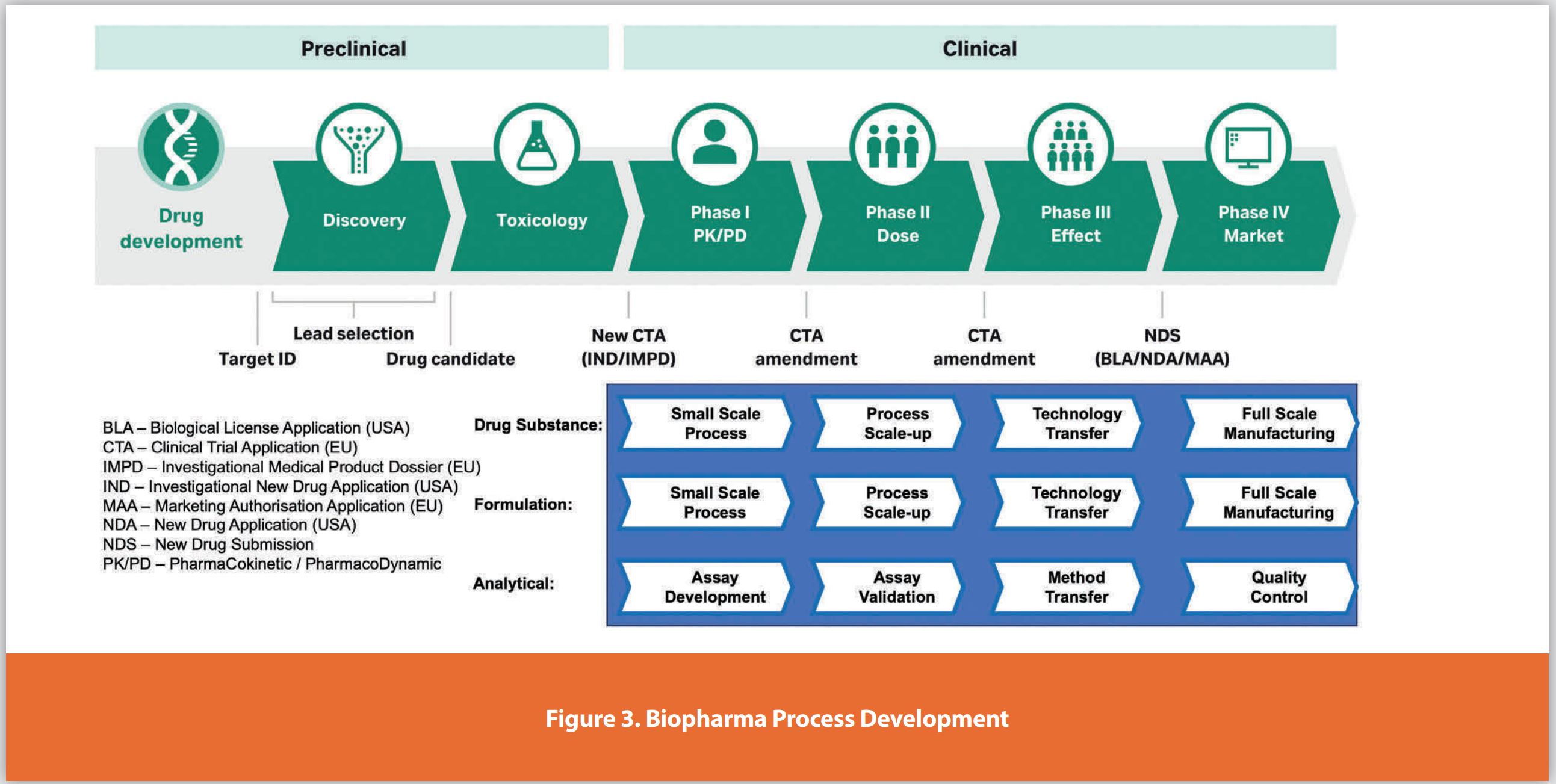
A systematic approach to development that begins with predefined objectives and emphasizes product and process understanding and process control, based on sound science and quality risk management, Figure 2.
Minimal Approach
- Analytical procedure development should include the following elements as a minimum.21
- Identifying the attributes of the product that need to be tested.
- Selecting an appropriate technology and related instruments or suitable apparatus.
- Conducting studies to evaluate analytical procedure performance characteristics such as specificity, accuracy, and precision over the reportable range (including the calibration model, lower and/or higher range limits), and robustness.
- Documenting the analytical procedure including the analytical procedure control strategy.
Enhanced Approach
The enhanced approach offers a systematic way of developing and refining knowledge of an analytical procedure and demonstrating procedure understanding. Product and process understanding informs the quality attributes to be tested. The anticipated performance criteria for relevant performance characteristics should be documented in an analytical target profile (ATP). In addition to the elements of the minimal approach, an enhanced approach may include the following elements as appropriate:
- Conducting risk assessment and evaluating prior knowledge to identify the analytical procedure parameters that can impact the performance of the procedure;
- Conducting uni- or multi-variate experiments and/or modeling to explore ranges and interactions between identified analytical procedure parameters;
- Defining an analytical procedure control strategy including set-points and/or ranges for relevant analytical procedure parameters. These could include proven acceptable ranges (PARs) for analytical procedures and/or method operable design regions (MODRs).
Applying elements of the enhanced approach to development can lead to a better understanding of the impact of analytical procedure parameters on the analytical procedure performance and more flexibility for lifecycle management, such as wider operating ranges and a more appropriate set of established conditions (ECs) with associated reporting categories, Figure 3.21
Implementing Continuous Process Verification in Support of CM
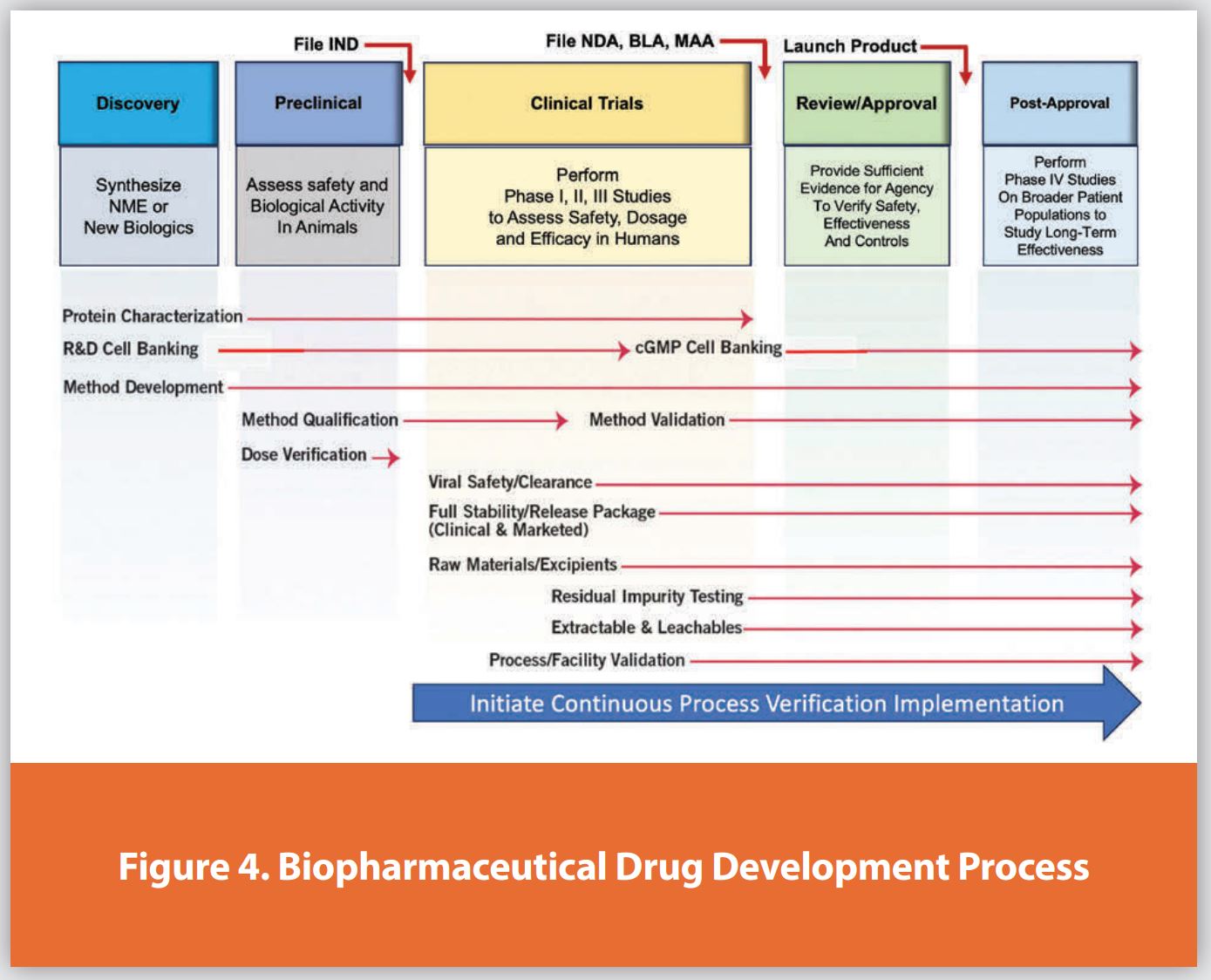
Emerging technologies that can enable biopharmaceutical modernization and deliver potential benefits to both industry and patients. CM can improve biopharmaceutical manufacturing, for example, by using an integrated process with fewer steps and shorter processing times; requiring a smaller equipment footprint; supporting an enhanced development approach (e.g., quality by design (QbD), and use of process analytical technology (PAT) and models); enabling real-time product quality monitoring; and providing flexible operation to allow scale-up, scale-down, and scale-out to accommodate changing supply demands. Expect that this operational flexibility may decrease the need for some post-approval regulatory submissions. Therefore, the FDA expects that adopting CM for biopharmaceutical production will reduce drug product quality issues, lower manufacturing costs, and improve the availability of quality medicines to patients. Figure 4
The following are some key points to consider in implementing continuous process verification in support of CM;
- Define Critical Process Parameters: Identifying and defining critical process parameters (CPPs) is the foundation of successful continuous process verification implementation. These are the variables that significantly affect product quality, and continuous monitoring of CPPs ensures that the manufacturing process remains within specified limits;
- Leverage Advanced Technologies: The success of Continuous Process Verification relies on leveraging advanced technologies that enable real-time monitoring and data analysis, like Process Analytical Technologies (PAT). This includes the deployment of sensors, automation, data analytics tools, and digital validation technology, capable of providing accurate and timely insights into the manufacturing processes.
- Establish Data Management Protocols: Effective Continuous Process Verification requires robust data management protocols. This includes defining how data will be collected, stored, and analyzed. Implementing secure and efficient data management practices ensures the integrity and reliability of the information used for continuous verification.
- Integrate Continuous Process Verification into Quality Management Systems: Continuous Process Verification should be seamlessly integrated into the existing Quality Management Systems (QMS) of an organization. This integration ensures that continuous monitoring aligns with overall quality objectives and facilitates a holistic approach to quality assurance.
- Train Personnel: Ensuring that personnel are well-trained on the principles and implementation of Continuous Process Verification is critical. This includes training on the use of monitoring tools, data analysis techniques, and the decision-making processes associated with Continuous Process Verification.
Implementing Continuous Manufacturing
As properly implemented CM brings together recent guidance (ICH Q13 and 14) on process understanding and control, which can lead to improved outcomes for patients and biopharmaceutical manufacturers, it is a synergistic approach that will continue to be pursued. These guidelines will help accelerate the implementation of CM. The resulting benefits of this implementation are;
- Real-time Quality Assurance: Continuous Process Verification enables manufacturers to monitor product quality in real-time, providing immediate insights into any deviations from predefined specifications. This proactive approach allows for timely corrective actions, reducing the likelihood of producing non-compliant or substandard products.
- Efficient Problem Identification and Resolution: Continuous monitoring through Continuous Process Verification facilitates the early identification of issues and deviations in the manufacturing process. By addressing these problems promptly, manufacturers can prevent the accumulation of errors and minimize the impact on product quality. This efficiency in problem resolution contributes to a more streamlined and resilient production process.
- Enhanced Regulatory Compliance: Regulatory bodies increasingly emphasize the need for continuous monitoring and verification in manufacturing processes. Continuous Process Verification aligns with these regulatory expectations by providing a real-time and comprehensive approach to quality assurance. This not only enhances compliance but also demonstrates a proactive commitment to quality and safety standards.
- Improved Operational Efficiency: The real-time insights provided by Continuous Process Verification empower manufacturers to optimize their processes for efficiency. By identifying and addressing bottlenecks, inefficiencies, or variations promptly, organizations can improve overall equipment effectiveness and reduce production downtimes.
- Pharma 4.0: Digital and analytics can enable companies to bring the plant of the future to life today, yielding leaps in quality, speed, agility, and resilience. Leading biopharmaceutical players have already used these tools to achieve significant spikes in performance, including an increase of up to 40 percent in plant capacity, a 20 percent reduction in lead time, and a 15 percent reduction in conversion costs.
What might manufacturing operations look like if biopharma companies adopt digital and analytics at scale? Consider the way digital technology has reshaped the auto industry, transforming the design, manufacturing, and environmental impact of cars in little more than a decade while enabling autonomous vehicles and other new driver experiences. In much the same way, digital could open up an array of innovative possibilities in biopharma manufacturing. The biopharma plant of the future will deliver a variety of benefits. Figure 5.
Real-Time Data Analytics
Process analytical technology (PAT*) for the manufacture of biological products e.g., monoclonal antibodies (mAbs) is defined by an integrated set of advanced and automated methods that analyze the compositions and biophysical properties of cell culture fluids, cell-free product streams, and biotherapeutic molecules that are ultimately formulated into concentrated products. In-line or near-line probes and systems are well developed, although challenges remain in the determination of the absence of viral loads, detecting microbial or mycoplasma contamination, and applying data-driven deep learning to process monitoring and soft sensors. The current status of PAT for both batch and continuous processing steps and its potential impact on facilitating the continuous manufacture of biotherapeutics.
- Process analytical technology (PAT) has evolved from hardware-based analyses for defined biological, biomolecular, and biochemical analytes to a toolbox that encompasses data analytics and soft sensors to monitor and control, e.g., monoclonal antibody (mAb) manufacture.
- Engineered cell lines used in batch processes and continuous manufacturing have helped improve qualities and production rates for mAbs.
- Data analytics has become increasingly important as sensors become smaller, more robust, and increasingly ubiquitous, with soft sensors enabling the determination of a rolling baseline of process conditions and consequences during the production of biologics.
- In-line sensors utilized for downstream processes provide a template for how such sensors might be used as part of PAT in the real-time monitoring of the manufacture of biotherapeutic proteins in both upstream and downstream unit operations.
- Pharma Analytics 4.0 which refers to the application of Industry 4.0 principles and technologies to biopharmaceutical manufacturing. It aims to improve product quality, patient safety, operational efficiency, and innovation while simplifying compliance and regulatory oversight. Pharma 4.0 involves real[1]time connectivity between relevant stakeholders and utilizes digital and automation technologies to modernize traditional biopharmaceutical manufacturing operations, Figure 6.
*Established in 2014, ETP (Emerging Technology Program) is a collaborative program where industry representatives can meet with Emerging Technology Team (ETT) members to discuss, identify, and resolve potential technical and regulatory issues regarding the development and implementation of a novel technology before filing a regulatory submission. ETT members are representatives from all relevant FDA quality review and inspection programs including OPQ, CDER’s Office of Compliance (OC), and the Office of Regulatory Affairs (ORA). In the EU, it is the Quality Innovation Group, and in Japan is the Innovative Manufacturing Technology-WG https://www.pmda.go.jp/english/rs-sb-std/rs/0012.html
Successful Digital Transition
To capture full value from digital manufacturing (Figure 7), biopharma needs to set the right goals to succeed. Technologies such as automation, machine learning, and artificial intelligence will disrupt the biopharmaceutical industry, helping it overthrow traditional production models in favor of new models that will be consistent with Industry 4.0, the deep integration of the physical and digital systems in manufacturing. When setting their ambitions, companies should consider the following:
- Impact - What level of improvement do we expect our digital transformation to deliver? Are we working to change any one aspect of our performance or to optimize the full range of metrics across quality, throughput, productivity, cost, timelines, and talent?
- Scale - How far will our transformation extend? Should we focus on a specific area, such as a quality lab; address all manufacturing operations across an entire site; or the entire manufacturing network?
- Leadership and governance - How should we manage our transformation? Should we take a top-down approach led by central resources with local site teams overseeing implementation? Or should we opt for a bottom-up approach led by site teams with support from a digital center of excellence?
- Technology and data - What investments must we make in IT (e.g., manufacturing execution systems, laboratory information management systems), operational technology (e.g., production-line sensors), and data infrastructure, including data processing and storage? Should we rely on readily available data sources and minimize changes to our existing infrastructure, or would it be better to build a future-proof tech infrastructure that allows us to derive novel insights from new sources of data?
- Production systems - How far should we digitize our production and management systems? Should we adopt specific digital and analytical solutions to improve current processes or redesign our entire production system to make the most of digital tools, technological advances, and new ways of working?
- Workforce capability and culture - Should we use change agents and experts to build digital capabilities in specific areas? Or should we instead reorient our whole organizational culture around digital working, committing to a major upskilling and reskilling effort?
Thoughtful choices in these dimensions will help an organization consider how it can achieve its digital aspirations, what resources it will need, and what return it can expect from its investment.
- Control of Manufacturing Processes: Autonomation and elimination of human or manual intervention drives faster responses to intelligence derived from data
- Simulations: Applying artificial intelligence (AI), Machine Learning (ML), and Depp Learning (DL) to enable a self-learning system that proposes solutions and takes actions to optimize product quality
- Real-Time Monitoring: A truly agile process, enabling processes to self-adjust based on data from interconnected systems
Real-Time Analytics
Real-time analytics is the process of collecting, analyzing, and using data in real-time to make informed decisions. It involves capturing data as it is generated, processing it immediately, and presenting actionable insights to users without any delay.
Real-time analytics means that you can immediately process and query new data as it is created to inform decisions at the moment and guide decision-making.
Real-time analytics applies logic and mathematics to data to provide insights for making better decisions quickly. For some use cases, real-time means the analytics are completed within a few seconds or minutes after the arrival of new data.
On-demand real-time analytics waits for users or systems to request a query and then delivers the analytic results. Continuous real-time analytics is more proactive and alerts users or triggers responses as events happen.
Real-Time Analytics Versus Near-Real-Time Analytics
Often real-time and near-real-time analytics are conflated or confused. Near-real-time data processing and analytics is, as the label suggests, quick but not instant.
While near-real-time processing is no doubt fast, many companies require real-time analytics to understand what’s happening across business units. Typical industries that rely on real-time data analytics include information technology, financial services, transportation, healthcare, and advertising. In these scenarios, data must be understood immediately to steer decisions, and in some cases, even deliver products or services to customers.
Amidst a shift in business intelligence as companies modernize their data infrastructure to meet the real-time demands of business. Despite the always-on world, and the ubiquity of smartphones and other mobile devices that function in real-time, many companies still operate on historical data that is analyzed in batches—meaning that they can’t get instant insights. This can have a significant impact on their ability to compete, understand customer trends, and address market changes in a timely fashion. More than half of major new business systems will incorporate continuous intelligence that uses real-time context data to improve decisions.
This radical change in the way companies operate requires new data infrastructures to manage data collection, processing, and analysis at scale. Older, on-premises data storage can cost companies a fortune to manage these workloads which is why so many companies are moving to the cloud. Cloud data warehouses and data lakes offer companies centralized cloud data stores, near-infinite computing power, and the flexibility needed to analyze data in real time.
Real-Time Data Analytics in Biopharma Manufacturing
- Spend: A real-time analytics strategy requires a robust data infrastructure to collect, store, and analyze data as it’s created. A recent study from Amazon Web Services (AWS) found that it would generally cost between $19,000 and $25,000 per terabyte per year at list prices to build and run a good-sized data warehouse on your own. But switching to a modern cloud data warehouse could save the company as much as 96% on data warehousing costs, all without any of the operational headaches associated with building and running your data infrastructure.
- It should also be considered that the ongoing costs associated with data warehouse maintenance and security. On-prem data storage requires an IT team to continually manage and maintain the hardware, update security patches, and deploy changes. Depending on data needs and company requirements.
- Accuracy: Like most things in life, data expires. And with the rate at which new data gets created today, it’s not only necessary but imperative that teams utilize the latest information to make decisions. Otherwise, they risk operating on outdated assumptions and information. If you think your data doesn’t have an expiration date, think again. The CGOC (The Compliance, Governance, and Oversight Counsel) estimates that 60% of data collected today lost some or even all its business, legal or regulatory value. Real-time data provides the latest insights. Trends can change quickly, and if the team is using last week’s or last month’s data to diagnose a current problem or inform the next big decision, they can miss opportunities. Even worse, it could cost additional spending downstream.
- Timing: The ability to react in real-time to issues or trends can’t be understated. Real-time analytics can help pinpoint issues the moment they arise, and in some cases, catch them before they occur. In an age where the consequences of data compliance and regulations failures increase by the day, real-time analytics is an investment that can protect a company and its customers. Not only saving from paying fines but also from losing customers’ trust, should they miss a security or operations problem when it arises.
Pharmaceutical Technical Development
Drug technical development also known as CMC (chemistry, manufacturing, and controls), is a complex multidisciplinary function critical to the successful development of any drug. Its purpose is to develop processes and methods for producing safe and effective medicines. Though often in the shadow of clinical development, CMC drives important advances, helping to accelerate drug development, pioneer cutting-edge biopharmaceutical technologies, devise new forms of drug delivery that make conditions “druggable,” optimize development cost, increase patient adherence, and broaden access for undertreated populations. In recent years, CMC leaders have started to embrace advanced analytics, data science, digitalization, automation, and other technical and industrial developments, yet the function still has some way to go on its modernization journey. Too often, legacy processes, unstructured data, a lack of standards, and siloed data and systems architectures prevent companies from realizing the full potential of novel digital tools, processes, and working methods.
The Need For Change
Creating and building a solid foundation platform during the CMC development stage to have a successful commercial product manufacture launch. For decades, CMC organizations have been well served by stable operating models in which groups of specialists managed laboratories and systems and worked with clearly defined small-molecule and biologics modality platforms. Recently, this approach has begun to falter under the strain of several industry trends:
- The faster pace of biopharmaceutical development: The acceleration of biopharmaceutical development is putting CMC more frequently on the critical path. As cycle times for drug development shrink in response to innovative trial designs, optimized clinical-operations processes, and expedited regulatory programs, CMC is under pressure to adapt its timelines and ways of working.
- Increasing of product complexity development: Therapeutics are becoming more complex to develop as pharma pipelines diversify into new modalities [16], manufacturing processes become more demanding, and product specifications are broadened to emphasize device and software components.
- Advancing technologies: New technologies are being introduced at a more rapid rate. Innovations in physical automation, digitalization, production systems, and testing methods require CMC to recruit and nurture new talent as well as acquire capabilities via external collaborations and strategic partnerships.
- Proliferation of data: The volumes and types of data generated by biopharma R&D are exploding. With more data being generated from equipment, prediction models, and networks of external partners and vendors, data governance and knowledge management are becoming ever more critical to efficient and compliant product development.
- Ease of technology transfer from clinical to commercial Manufacture: Technology Transfers for biological products, whether they occur from a biopharma company, a CMO, or from a different site within the same organization, are a complex and challenging process. Changing environment, technology transfer is a pivotal navigational strategy, as it enables biopharmaceutical companies to adapt quickly to changes in demand, regulatory policies, or market dynamics. Efficient technology transfer helps maintain product quality, protect intellectual property, manage costs, and scale operations, thereby ensuring that companies can respond effectively to new opportunities or challenges, maintain competitive advantage, and ensure an uninterrupted supply of medications to patients. Technology transfer is a pivotal point in transferring the operation and manufacture from clinical to commercial setting for launch in a matter that does not alter the process, or impact the drug substance and drug product, as well as keeping the regulatory compliance, safety, efficacy, and the integrity of the drug product intact.
- Growing importance of sustainability issues: The increasing focus on environmental sustainability and social responsibility is changing the way biopharma leaders set aspirations for patient and workforce well-being and governance, as well as environmental impact.
For biopharma companies facing these and other pressures and opportunities, the time has come to rethink the CMC operating model.
Building a Foundation for Successful CMC Platform in CM
In light of the trends shaping the industry, it could be observed that a shift can increase the likelihood of a CMC transformation success. These shifts involve a greater focus on patients, sophisticated and extensive use of data in decision-making, digitalization to improve efficiency, intensified collaboration across functions and across the industry, and fully embedded consideration of sustainability.
1. Making technical development more patient-centric
Better understanding of patients and healthcare professionals to maximize therapeutic benefits. Patients’ and clinicians’ experience of using a therapy, e.g., the size and taste of a tablet the ease of using an inhaler or insulin injector, or the safety of the needle can affect treatment adherence, the therapy’s effectiveness, patients’ quality of life, and healthcare staff experience. Therefore, CMC teams could improve technical development by involving patients in product design from an early stage, exploring their needs, and soliciting their input into target product profiles. The adoption of virtual and augmented reality, 3-D printing, and other new techniques could help teams design, develop, and test prototypes more quickly and efficiently. With patients’ consent, CMC teams could also use behavioral data from wearable sensors to modify the design of a drug or device so it is more effective, convenient, and easy to use.
Reimagining clinical supply to enhance patients’ and investigators’ experience. As decentralized trials and innovative individualized treatments proliferate, clinical supply has a bigger part to play in improving patients’ and investigators’ experience.
2. Adopting data-driven technical development
CMC data are a critical component of both biopharma product development and regulatory submissions. As companies access a wider range of external data sources, digitalize their workflows, and generate real-time data from automated equipment, sensors, and processes, data flows will increase substantially. The CMC function will need to ensure data accessibility, interoperability, reusability, and reliability. Oversee the effective sharing of data between different departments through appropriate data governance models; work at a pace that meets the needs of counterparts in the manufacturing and R&D functions; and work out how to use this wealth of data for the benefit of patients and the business.
In the CMC lab of the future, data-driven technical development will look very different from the traditional activity-based model. Scientists will access data instantly through a cloud-based architecture that connects the laboratory information management systems, electronic laboratory notebooks, and other systems and is managed via a robust data-governance framework. Natural language processing will support knowledge management across the organization by enabling the sharing of current project data between departments and the generation of insights from previous R&D projects. Real-time access to project data and interactive visualization tools will improve decision-making at the project and portfolio levels.
Equipped with a continuous flow of consistent asset data from early research to clinical development and manufacturing, CMC will use advanced analytical methods to investigate how upstream molecule and process characteristics affect downstream manufacturing processes (Figure 8), patient outcomes, and pharmacovigilance. Ready access to structured data with appropriate metadata will expedite the creation of regulatory dossiers/submittal and minimize laborious manual review processes.
To achieve this vision, biopharma companies will need to understand who generates what information and how and when it is used. They also must invest in data and data leadership, as well as specify who is responsible for managing data assets to enable value capture.
High-throughput screening (HTS) is a method for scientific discovery especially used in drug discovery and relevant to the fields of biology, materials science, and chemistry. Using robotics, data processing/control software, liquid handling devices, and sensitive detectors, high-throughput screening allows a researcher to quickly conduct millions of chemicals, genetic, or pharmacological tests. Through this process, one can quickly recognize active compounds, antibodies, or genes that modulate a particular biomolecular pathway. The results of these experiments provide starting points for drug design and for understanding the noninteraction or role of a particular location.
3. Unlocking the full scientific potential of CMC
As pipelines become more complex and the demands for process efficiency intensify, pressures are mounting on CMC’s resources and timelines. Routine control, analysis, and documentation processes could be automated to reduce the burden of non-value-adding tasks and leave scientists more time for creativity, experimentation, and innovation. This faster-paced environment will call for new skills and profiles—in particular, multidisciplinary experts with digital expertise and deploy a suite of digitally enabled tools and solutions such as the following:
- In silico tools; Process development and scaleup can be laborious and time-consuming. CMC labs are already using mathematical models to mimic process behavior and reduce the number of wet lab experiments. In the future, self-training neural networks will combine new empirical knowledge with chemical and biological laws to produce and continually improve in silico tool kits. These tool kits will predict the outcomes of experiments and provide data-driven methods to expedite design decisions. Experiments will be filtered in advance, conditions will be predefined, and performance will be precisely controlled with minimal human intervention. “Predictive Model” of unit operations will be routinely used to optimize process parameters such as glucose concentration, cell density, and acetate level in real-time, as well as to select optimal high-performance liquid chromatography (HPLC) columns and predict formulation parameters. Predictive models could be combined into a predictive model of the entire lab, enabling the simulation of complete CMC processes across the value chain.
- High-throughput processes and physical automation; High-throughput devices such as liquid-handling stations and automated bioreactor systems are already being introduced across the industry. In the CMC lab of the future, co-bots will step in where human interaction is needed and assist staff on the spot or by remote control, thereby reducing manual labor, making labs safer, and improving repeatability and output quality. Equipment in all labs will feed data into a central storage platform managed by a CMC control tower that orchestrates the software tools needed to plan and manage all processes and parameters.
- Data analytics; In the CMC lab of the future, the data generated by wet-lab experiments and in silico simulations will be cleaned, processed, and filtered automatically in real-time before being synthesized and delivered using standard formats and interactive dashboards. The value of large volumes of data such as data generated by liquid-handling systems where hundreds of experiments are performed simultaneously no longer depends on human abilities to identify patterns, spot errors, and draw conclusions. Subject-matter experts (SMEs) will use automated in silico tools to support and accelerate data-based decision-making.
- Automated reporting and documentation; Once documentation management is fully digitalized, technical and regulatory documentation can be automated beyond today’s templates and prepopulated reports to reduce the administrative burden and ensure consistency and quality across projects and development stages. In the CMC lab of the future, templates and regulatory documentation will be tailored by region and health authority and updated automatically to prevent version-control issues, rework, and over-delivery. A central storage platform will improve data integrity and streamline communication and data exchange internally and at the interface with authorities.
To date, some leading CMC organizations have focused their digital transformations on developing high-value use cases, such as in silico tools to model scale-up parameters or accelerate stability assessments. Others have built digital platforms as a basis for future advanced use cases, such as predictive models and the use of AI in unit operations. Over time, if the full potential of digitized drug development is to be realized, these efforts will need to be scaled up into an organization-wide digital transformation.17-18
4. Collaborating across functions and across the industry
As one of the most multidisciplinary functions in biopharma R&D, CMC sits at the center of a network spanning research, development, and manufacturing, integrating work with different and sometimes competing priorities, risk profiles, and operating models. To make information flows and decision-making processes faster and more transparent, CMC leaders will need to break down geographical and sub-functional silos within the CMC organization itself. Some biopharma companies are already reorienting their modality-based organizations around capabilities so that skills and knowledge can readily be shared between teams developing synthetic and small-molecule products and those working on biologics.
Feedback loops from early research to launch will supply data on pharmacovigilance, clinical outcomes, and manufacturing deviations and performance, figure 8; companies can use that feedback to improve process development.18 Digital processes and predictive models will facilitate technology transfer while ensuring data integrity and completeness and a two-way exchange of process and product knowledge.
Given the scale and pace of new technology development and the intense competition for specialized talent, CMC organizations will rely more than ever on robust networks of strategic collaborations that extend beyond academic institutions, contract development and manufacturing organizations, and peers to include specialist niche service providers and health tech innovators. Through these relationships, CMC will gain access to sophisticated solutions such as lab-data-processing systems, intelligent lab and data automation, and cloud-based bioprocessing. As vendors mature, pharma companies will gain access to outsourcing solutions that integrate discovery, CMC, clinical development, and manufacturing. Maintaining data integrity will be essential to capturing the full potential of these collaborations.
To realize this vision, companies may find it helpful to collaborate in pre-competitive initiatives to develop common standards and codify expectations for vendors. To advance the scientific discipline of CMC, they may also engage in forums for sharing data in a safe learning environment.
5. Embedding sustainability into pharma development
The CMC function of the future will take particular care in designing processes that define products’ environmental footprint throughout their life cycle. It will intensify efforts to recycle materials and waste, make chemical processes more efficient, reduce the consumption of organic solvents, avoid the use of toxic substances, manage greenhouse gas emissions, improve water stewardship, and make supply chains more sustainable. As part of a joint effort with research, development, manufacturing, and commercial, CMC will also develop product-specific target sustainability profiles for compounds or manufacturing processes. These may form part of target product profiles or be specified separately on requirement sheets early in development, with regular reviews and updates thereafter. Some sustainability measures may trigger technological changes; for instance, a move toward flow chemistry and biocatalysis may require modification of CMC processes, equipment, and capabilities.19
As in any transformation, effective change management will be critical, including the setup of strong governance structures and investment in culture change and business buy-in. To ensure that new solutions are scalable and sustainable, some CMC organizations establish a center of excellence to develop resourcing and capability strategies, oversee the new operating model, orchestrate data management and adjustments to IT infrastructure, and offer support from experts in change management.
References
- N.A. Buss, et al., Monoclonal antibody therapeutics: history and future, Curr. Opin. Pharmacol., 12 (2012), pp. 615-622. View PDFView article View in ScopusGoogle Scholar
- H. Kaplon, J.M. Reichert, Antibodies to watch in 2019, MAbs, 11 (2019), pp. 219-238. CrossrefView in ScopusGoogle Scholar
- A.L. Grilo, A. Mantalaris, The increasingly human and profitable monoclonal antibody market, Trends Biotechnol., 37 (2019), pp. 9-15, View in ScopusGoogle Scholar
- N. Udpa, R.P. Million, Monoclonal antibody biosimilars, Nat. Rev. Drug Discov., 15 (2016), pp. 13-14, CrossrefView in ScopusGoogle Scholar
- A. Mullard, Bispecific antibody pipeline moves beyond oncology, Nat. Rev. Drug Discov., 16 (2017), pp. 667-668, CrossrefGoogle Scholar
- N. Whitaker, et al., A formulation development approach to identify and select stable ultra-high-concentration monoclonal antibody formulations with reduced viscosities, J. Pharm. Sci., 106 (2017), pp. 3230-3241, View PDFView article view in ScopusGoogle Scholar
- B. Kelly, Industrialization of mAb production technology: the bioprocessing industry at a crossroads, mAbs, 1 (2009), pp. 443-452, Google Scholar
- A. Chanda, et al., Industry perspectives on process analytical technology and development, Org. Process R&D, 19 (2015), pp. 63-83, CrossrefView in ScopusGoogle Scholar
- L. Rolinger, et al., Multi-variate PAT for UF / DF of proteins – monitoring concentration, particle sizes, and buffer exchange, Anal. Bioanal. Chem., 412 (2020), pp. 2123-2136, CrossrefView in ScopusGoogle Scholar
- H.S. Alper, C. Wittmann, Systems metabolic engineering approaches for rewiring cells, Biotechnol. J., 14 (2019), pp. 1-2, Google Scholar
- A.C. Fisher, et al., The current scientific and regulatory landscape in advancing integrated continuous biopharmaceutical manufacturing, Trends Biotechnol., 37 (2018), pp. 253-267, View in ScopusGoogle Scholar
- B. Somasundaram, et al., Progression of continuous downstream processing of monoclonal antibodies: current trends and challenges, Biotechnol. Bioeng., 115 (2018), pp. 2893-2907, CrossrefView in ScopusGoogle Scholar
- J. Pollock, et al., Integrated continuous bioprocessing: economic, operational, and environmental feasibility for clinical and commercial antibody manufacture, Biotechnol. Prog., 33 (2017), pp. 854-866, CrossrefView in ScopusGoogle Scholar
- National Academies of Sciences, Engineering, and Medicine, et al., Continuous Manufacturing for the Modernization of Pharmaceutical Production: Proceedings of a Workshop, National Academies Press (2019), Google Scholar
- M. Kornecki, J. Strube, Process analytical technology for advanced process control in biologics manufacturing with the aid of macroscopic kinetic modeling, Bioengineering, 5 (2018), p. 25.
- Stuti Agarwal et al., “Disruptions in the development of cell and gene therapies,” Nature Reviews Drug Discovery, January 10, 2022.
- Steven Aronowitz, Joachim Bleys, Edd Fleming, and Robert Hsiao, “Transforming biopharma R&D at scale,” McKinsey, May 6, 2022.
- “Self-learning: The dawn of a new biomedical R&D paradigm,” McKinsey, July 15, 2022.
- André Baier et al., “Promoting sustainability through next-generation biologics drug development,” Sustainability, Volume 14, Issue 8, April 7, 2022.
- International Council for Harmonization of Technical Requirements for Pharmaceuticals for human use, ICH Harmonized Guideline, Validation of Analytical Procedures Q2(R2), Final Version, Adopted on 1 November 2023, https://database.ich.org/sites/default/files/ ICH_Q2%28R2%29_Guideline_2023_1130.pdf
- International Council for Harmonization of Technical Requirements for Pharmaceuticals for human use, ICH Harmonized Guideline, Analytical Procedure Development Q14, Final Version, Adopted on 1 November 2023, https://database.ich.org/sites/default/files/ICH_ Q14_Guideline_2023_1116.pdf
- International Council for Harmonization of Technical Requirements for Pharmaceuticals for human use, ICH Harmonized Guideline, Continuous Manufacturing of Drug Substances and Drug Products Q13, Final version, Adopted on 16 November 2022, https://database.ich. org/sites/default/files/ICH_Q13_Step4_Guideline_2022_1116.pdf
- International Council for Harmonization of Technical Requirements for Pharmaceuticals for human use, ICH Harmonized Tripartite Guideline, Pharmaceutical Development Q8(R2), Current Step 4 version, dated August 2009, https://database.ich.org/sites/default/files/ Q8_R2_Guideline.pdf
- International Council for Harmonization of Technical Requirements for Pharmaceuticals for human use, ICH Harmonized Tripartite Guideline, Development and Manufacture of Drug Substances (Chemical Entities and Biotechnological/ Biological Entities) Q11, Current Step 4 version, dated 1 May 2012, Q11 Guideline.pdf (ich.org)
- Lars Erik Solberg, Jens Petter Wold, Katinka Dankel, Jorun Øyaas, and Ingrid Måge, In-Line Near-Infrared Spectroscopy Gives Rapid and Precise Assessment of Product Quality and Reveals Unknown Sources of Variation—A Case Study from Commercial Cheese Production, PMCID: PMC10001380PMID: 36900546, https://www.ncbi.nlm.nih.gov/pmc/ articles/PMC10001380/
- Tobias Graph, et. al, Expediting online liquid chromatography for real-time monitoring of product attributes to advance process analytical technology in downstream processing of biopharmaceuticals, Journal of Chromatography A, Volume 1729, 16 August 2024, 465013, https://www.sciencedirect.com/science/article/pii/S002196732400387X
- Quality and Regulatory Solutions for PAT in Continuous Manufacturing By Gabriella M. Dahlgren, PhD, Kevin A. Macias, RPh, PhD, Antonio Moreira, PhD, Duncan R. Thompson, Christoph Herwig, PhD, and Robert Dream, PhD, Pharmaceutical Engineering, September/ October 2020. Quality & Regulatory Solutions for PAT in Continuous Manufacturing | Pharmaceutical Engineering (ispe.org).
Author Details
Robert Dream - HDR Company LLC
Publication Details
This article appeared in American Pharmaceutical Review:Vol. 27, No. 7Nov/Dec 2024Pages: 14-24
Subscribe to our e-Newsletters
Stay up-to-date with the latest news, articles, and events. Plus, get special
offers from American Pharmaceutical Review delivered to your inbox!
Sign up now!