Robert Dream, Principal Consultant, HDR Company LLC
Introduction to Whole Fleet Concept Design
In today’s rapidly evolving operational environments, the need for cohesive, integrated, and future-proof fleet strategies has never been greater. The Whole Fleet Concept Design represents a transformative approach to fleet planning, architecture, and lifecycle management – one that breaks traditional silos and enables a more unified, efficient, and strategically aligned operation of assets.
Rather than focusing on individual platforms or vehicles in isolation, the Whole Fleet Concept Design advocates for a holistic and system-oriented methodology. It encompasses the entire spectrum of fleet elements – acquisition, maintenance, logistics support, interoperability, sustainability, and eventual decommissioning – within a singular, integrated framework. This enables organizations to unlock synergies across vehicle classes, operational roles, and mission profiles, while also driving down total lifecycle costs and improving adaptability to emerging challenges.
Purpose and Scope
The primary objective of the Whole Fleet Concept Design is to provide a strategic blueprint for building and managing fleets that are:
- Modular and scalable, allowing rapid adaptation to mission or service changes.
- Interoperable, ensuring seamless operation across platforms and support systems.
- Cost-effective, leveraging economies of scale and smart lifecycle planning.
- Sustainable and future-ready, integrating emerging technologies such as AI, autonomous systems, and next-gen data integrity and governance.
Driving Forces Behind the Concept
Several key factors are pushing organizations toward a Whole Fleet approach:
- Technological convergence: Advancements in propulsion, materials, connectivity, and automation are blurring the lines between traditionally distinct biopharmaceutical operations.
- Operational complexity: Missions and services are becoming more diverse and interdependent, requiring greater flexibility and integration.
- Cost pressures: With tightening budgets, there is a need to derive greater value from investments and reduce redundancy across fleets.
- Sustainability mandates: Environmental and regulatory pressures are necessitating greener and more efficient fleet solutions.
- Data-centric decision-making: Fleets are increasingly becoming platforms for data generation, requiring integrated digital architecture and management strategies.
Strategic Vision
The Whole Fleet Concept Design does not simply aim to design a group of manufacturing sites it seeks to redefine how fleets are conceived, acquired, operated, and evolved. It requires a mindset shift: from managing a set of platforms to managing a dynamic ecosystem of capabilities, logistics chains, and human factors.
Ultimately, this concept empowers stakeholders – planners, designers, operators, and policymakers – to make informed, strategic decisions that align with long-term organizational goals and real-world demands that is holistic in nature. By embracing a whole fleet perspective, organizations position themselves for greater resilience, agility, and mission success in an increasingly complex and interconnected world.
Sterile Manufacturing of Biopharmaceuticals
Design Objectives
The goal of the whole fleet concept design in biopharmaceuticals is to create a cohesive, scalable, and flexible manufacturing and distribution ecosystem that enables rapid, reliable, and cost-effective production and delivery of therapies across a diverse and evolving product portfolio.
In the biopharmaceutical industry, the “whole fleet” concept design refers to the strategic planning and integration of all elements involved in the development, manufacturing, and delivery of biologic drugs and therapies. This includes facilities, equipment, production platforms, supply chains, and digital infrastructure. Unlike traditional manufacturing models that are often built around single-product facilities or siloed operations, the whole fleet concept embraces a system-level approach, where all components work in harmony to support a broad and changing set of therapeutic needs.
One of the primary goals of this design philosophy is agility in production. As the industry shifts toward more personalized and targeted therapies – such as cell and gene therapies, monoclonal antibodies, and RNA-based treatments – manufacturers must be able to quickly pivot between different products and production scales. The whole fleet concept supports this by promoting standardization across manufacturing assets, the use of modular and flexible technologies, and digital tools that allow real-time monitoring and control. This flexibility ensures that companies can efficiently manage both high-volume blockbuster drugs and low-volume, high-complexity therapies within the same network.
Another critical goal is end-to-end integration. From early development through commercial manufacturing and distribution, the whole fleet approach aims to break down silos and enable seamless coordination. Data integration plays a crucial role here, with digital platforms enabling the flow of information across research, process development, quality control, and logistics. This connectivity enhances decision-making, accelerates time-to-market, and supports regulatory compliance through better traceability and documentation. In the context of personalized medicine, where the timeline between patient diagnosis and therapy delivery is often short, such integration becomes essential.
Efficiency and cost control are also major drivers of the whole fleet concept design. Biopharmaceutical manufacturing is capital-intensive and highly regulated, with significant costs associated with validation, quality assurance, and maintaining sterile conditions. By standardizing equipment, adopting platform technologies, and designing multiproduct facilities, companies can reduce duplication, lower operational costs, and improve overall asset utilization. Moreover, a well-orchestrated fleet design allows for better capacity planning, reducing the risk of underutilization or bottlenecks in critical areas.
Resilience and supply chain robustness are increasingly important in a post-pandemic world. The COVID-19 crisis revealed vulnerabilities in global pharmaceutical supply chains and emphasized the need for more agile and distributed manufacturing models. The whole fleet concept supports this by encouraging geographic diversification, redundant capacity, and digital visibility across the supply chain. In this model, if one facility faces disruption, others can be rapidly brought online to maintain continuity of supply. This is particularly vital for biologics, which are often temperature-sensitive and require strict handling protocols.
Finally, the whole fleet concept design aligns with the broader industry goal of sustainable and responsible manufacturing. As environmental concerns grow and regulations tighten, biopharmaceutical companies must reduce waste, energy usage, and carbon emissions. Fleet-level thinking encourages the use of single-use technologies, closed-system processing, and other innovations that minimize environmental impact while maintaining product safety and quality.
In conclusion, the goal of the whole fleet concept design in biopharmaceuticals is to create a highly responsive, interconnected, and resilient operational framework that can support the growing complexity and diversity of modern therapeutics. It moves the industry away from static, isolated manufacturing sites toward a dynamic, globally integrated network that can adapt to new science, changing demand, and unforeseen challenges. By embracing this systems-level approach, biopharmaceutical companies can better serve patients while advancing innovation, efficiency, and sustainability.
In summary the goal of the whole fleet concept design is to:
- Ensure sterility assurance in all manufacturing stages.
- Minimize human intervention through automation and robotics.
- Enable flexibility for multi-product biopharma facilities.
- Support scalability and modular deployment.
- Integrate real-time monitoring and digital twins.
- Achieve regulatory compliance across global markets.
Components of the Fleet
The fleet is composed of interoperable systems and robotic units deployed across the upstream, downstream, fill-finish, and packaging operations in a sterile manufacturing plant.
Mobile Sterile Transfer Robots (MSTR)
Function: Transfers sterile materials (e.g., single-use bioprocess bags, vials, stoppers) between cleanroom zones.
Features:
- Grade A/B compliance exterior.
- VHP-resistant materials.
- Autonomous navigation with LiDAR and SLAM mapping.
- Integrated glove-free material handoff with RABS/isolators.
- RFID-tagged cargo tracking.
Automated Cleanroom Gowning Assistant (ACGA)
Function: Guides personnel through correct gowning procedures and monitors compliance.
Features:
- Smart mirrors with gesture recognition.
- Visual alerts for improper gowning steps.
- RFID badge and facial ID authentication.
- Air-shower decontamination booth integration.
Upstream Process Skid Units (UPSUs)
Function: Modular, closed-system bioreactor skids for cell culture or fermentation.
Features:
- Fully disposable flow paths.
- Onboard CIP/SIP functionality.
- Integrated pH, DO, temperature, viable cell monitoring.
- Automated media and feed delivery.
- Compatible with single-use or hybrid systems.
Sterile Downstream Purification Pods (SDPPs)
Function: Automated, enclosed purification units for harvest, filtration, chromatography, and viral clearance.
Features:
- Built-in robotic connections for column loading/unloading.
- Enclosed environment with HEPA filtration and positive pressure.
- Sensor-driven, self-validating clean-in-place (CIP).
- AI-assisted analytics for yield optimization.
Aseptic Fill-Finish Cell (AFFC)
Function: Robotic aseptic filling of vials, syringes, or cartridges.
Features:
- Full isolator enclosure (Grade A inside).
- Robotic arms for container feeding, filling, stoppering, and capping.
- Peristaltic or rotary piston pump systems.
- 100% in-line weight check and reject station.
- Ready-to-use (RTU) component compatibility.
Sterility Assurance Surveillance Drones (SASDs)
Function: Airborne microdrones for environmental monitoring.
Features:
- Lightweight, battery-operated, HEPA-filtered rotors.
- Real-time particle counting and microbial air sampling.
- Data fed into MES/LIMS systems.
- Scheduled and on-demand missions in Grade B/C areas.
Environmental Monitoring Stations (EMS)
Function: Fixed and mobile stations monitoring:
- Temperature, humidity, pressure differentials
- Viable and non-viable particulates
- VOCs and air exchange rates
Features:
- Modular plug-and-play architecture.
- Self-cleaning surfaces.
- CFR 21 Part 11 compliant data logging.
Automated Packaging & Serialization Line (APSL)
Function: Final packaging and track & trace for serialized products.
Features:
- Tamper-evident labeling and printing.
- Camera vision system for print inspection.
- Aggregation-ready serialization compliant with DSCSA, EU-FMD.
- Robotic case packing and palletizing.
Digital Control & Integration Hub (DCIH)
Function: Central platform for digital twin, MES, SCADA, and quality analytics.
Features:
- Real-time OEE (Overall Equipment Effectiveness) dashboard.
- Predictive maintenance and anomaly detection via ML.
- Batch release decision support.
- Audit trail, electronic batch records (EBR), and deviations tracking.
Zone | Cleanroom Grade | Fleet Components Used |
|---|
Gowning | C/B | ACGA |
Upstream | C/B | UPSUs, MSTR |
Downstream | B | SDPPs, EMS, MSTR |
Fill-Finish | A (inside Isolator) | AFFC, EMS, SASD |
Packaging | D/C | APSL, MSTR |
Cleanroom Zoning & Grade Compatibility
Integration & Data Architecture
- Interoperability: All fleet units are OPC-UA compliant and communicate via a secure edge-cloud platform.
- Traceability: Each material, movement, and intervention is timestamped and tracked via RFID, barcodes, and image logs.
- Cybersecurity: 2FA, role-based access, encrypted communication, and audit logs.
- AI/ML Layer: Continuously optimizes filling accuracy, yield trends, and deviation patterns.
Redundancy & Contingency
- Power Backup: Each mobile robot has a 6–8-hour battery with auto-docking recharge.
- Manual Override: All robots can be controlled remotely in case of automation failure.
- Disaster Recovery: Data replicated across cloud and on-prem secure servers.
Deployment Strategy
- Phase 1: Core production (UPSUs, SDPPs, AFFC, EMS).
- Phase 2: Mobility and material handling (MSTR, SASDs).
- Phase 3: Full digital integration (DCIH, APSL, AI).
- Phase 4: Expansion to multiproduct campaigns and flexible suites.
Deployment Strategy for Operational Rollout
A well-structured deployment strategy is essential for the successful integration of new technologies, systems, and operational models within an organization. The strategy outlined below follows a four-phased approach, ensuring a systematic rollout that mitigates risk while enabling scalability, innovation, and operational excellence. Each phase builds on the success of the previous one, allowing for careful monitoring, resource alignment, and continuous improvement.
Phase 1: Core Production
(UPSUs, SDPPs, AFFC, EMS)
The first phase of the deployment strategy focuses on establishing a strong foundation by activating the core production units. This includes:
- UPSUs (Upstream Processing Units) and SDPPs (Standard Downstream Processing Platforms), which are critical for ensuring consistent and high-quality manufacturing of biopharmaceutical products.
- AFFC (Automated Fluid and Filtration Control) systems that streamline fluid management, reduce manual intervention, and enhance process reliability.
- EMS (Environmental Monitoring Systems) that ensure compliance with GMP (Good Manufacturing Practice) standards and provide real-time data on critical environmental parameters.
This phase is vital for laying down a reliable and validated production environment that supports high-yield, high-purity processes. Ensuring the stability and performance of these systems forms the cornerstone for the subsequent phases.
Phase 2: Mobility and Material Handling
(MSTR, SASDs)
With core production in place, Phase 2 focuses on optimizing mobility and material handling through:
- MSTR (Mobile Storage and Transport Robotics), which automate the movement of materials, reduce handling time, and improves workplace safety.
- SASDs (Smart Automated Storage and Distribution systems), designed to manage inventory with real-time tracking, intelligent dispatching, and minimized human error.
This phase introduces operational agility and efficiency, reducing bottlenecks associated with manual logistics. It also sets the stage for seamless integration with digital systems in Phase 3, by standardizing how materials and components are stored, accessed, and moved across facilities.
Phase 3: Full Digital Integration (DCIH, APSL, AI)
Digital transformation becomes the focal point in Phase 3 with the deployment of:
- DCIH (Digital Control and Integration Hub), a centralized platform for orchestrating all production, quality, and compliance systems.
- APSL (Automated Process Simulation and Learning) tools that leverage real-time data to model process outcomes, support predictive maintenance, and enable continuous process optimization.
- AI (Artificial Intelligence) to augment decision-making, streamline batch release, and uncover insights from complex data sets.
This phase transitions operations from manual and semi-automated systems to a digitally intelligent environment. It ensures data-driven decision-making, faster response times, and enhanced process control, increasing product quality and reducing time to market.
Phase 4: Expansion to Multiproduct Campaigns and Flexible Suites
The final phase extends the deployment to support multiproduct manufacturing and flexible production suites, enabling greater versatility and responsiveness to market demands. Facilities are reconfigured or designed to accommodate:
- Rapid changeover between product types, minimizing downtime.
- Scalable and modular production platforms to adjust to variable demand.
- Cross-product compliance and traceability, enabled by the digital infrastructure laid in previous phases.
This phase transforms the facility into a future-ready manufacturing hub, capable of handling diverse products and dynamic production schedules without compromising on compliance, quality, or efficiency.
This four-phase deployment strategy ensures a comprehensive, low-risk, and future-forward approach to operational transformation. By prioritizing core production, enhancing logistics, enabling digital integration, and expanding operational flexibility, the organization can achieve sustained growth, operational excellence, and a competitive edge in an increasingly dynamic manufacturing landscape.
Sustainability & Compliance
- Single-use system compatibility reduces water and energy consumption.
- Automated environmental control minimizes HVAC loads.
- Design for disassembly and recycling of components.
- Global compliance: Supports GMPs of FDA, EMA, PMDA, WHO, and ICH guidelines.
Visual Identity
- Color Scheme: Clean, clinical (white, grey, blue), with LED status indicators.
- Materials: Medical-grade stainless steel, autoclavable polymers.
- Branding: Subtle etched logos, QR-coded system IDs.
This fleet concept design provides a fully automated, modular, and compliant sterile manufacturing environment tailored for modern biopharmaceutical production. It merges robotics, cleanroom innovation, and digital intelligence to ensure efficiency, product safety, and regulatory peace of mind in a rapidly evolving industry.
Aseptic Fill-Finish Cell (AFFC)
The Aseptic Fill-Finish Cell (AFFC) is a fully enclosed, robotic, modular system for the aseptic filling, stoppering, and capping sterile drug products into containers such as vials, prefilled syringes, or cartridges. It ensures Grade A environmental conditions, minimal human intervention, and maximum sterility assurance throughout the final drug product handling stage.
Core Design Principles
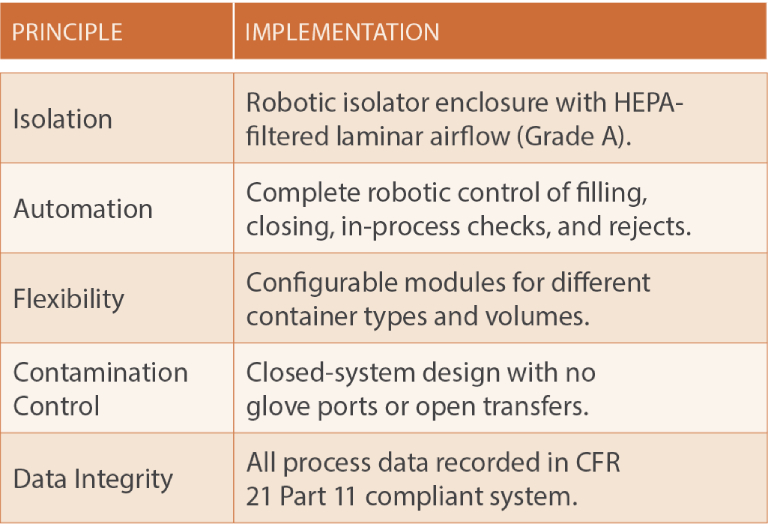
System Components
Robotic Loading Module
- Accepts RTU (Ready-to-Use) containers (nests, tubs).
- Uses vision-guided robotic arm to remove Tyvek®/plastic lids and transfer containers into isolator.
- Automatically rejects containers with visible damage or misalignment.
Isolator Enclosure
- Provides Grade A environment, separated from facility
Grade B/C. - Employs HEPA filtration, positive pressure, and barrier isolation.
- Integrated VHP decontamination system (automated cycle between batches).
Filling Module
- Supports various dosing mechanisms:
- Peristaltic pumps for low shear/small volume biologics.
- Rotary piston pumps for viscous solutions.
- In-line bubble sensors, mass flow meters, or weight check balances ensure 100% dose verification.
- Nozzles with no-drip and no-touch design.
- Stopper/cap feeding is done through closed RTP ports.
Stoppering & Capping Station
- Robotic arm places stoppers inline after filling.
- Separate head/capper for aluminum crimping (vials) or plunger insertion (syringes).
- Continuous vision system checks stopper position, cap tightness, and misalignment.
Reject & Pass Station
- Non-compliant units (wrong fill weight, stopper/cap defects) automatically diverted to reject bin.
- Rejected items logged and archived with photo record, fill weight, and reason code.
Integrated Environmental Monitoring
- Embedded sensors monitor:
- Airborne particulates (non-viable & viable)
- Pressure differentials
- Humidity, temperature, airflow velocity
- Laser particle counters and active air samplers work in tandem.
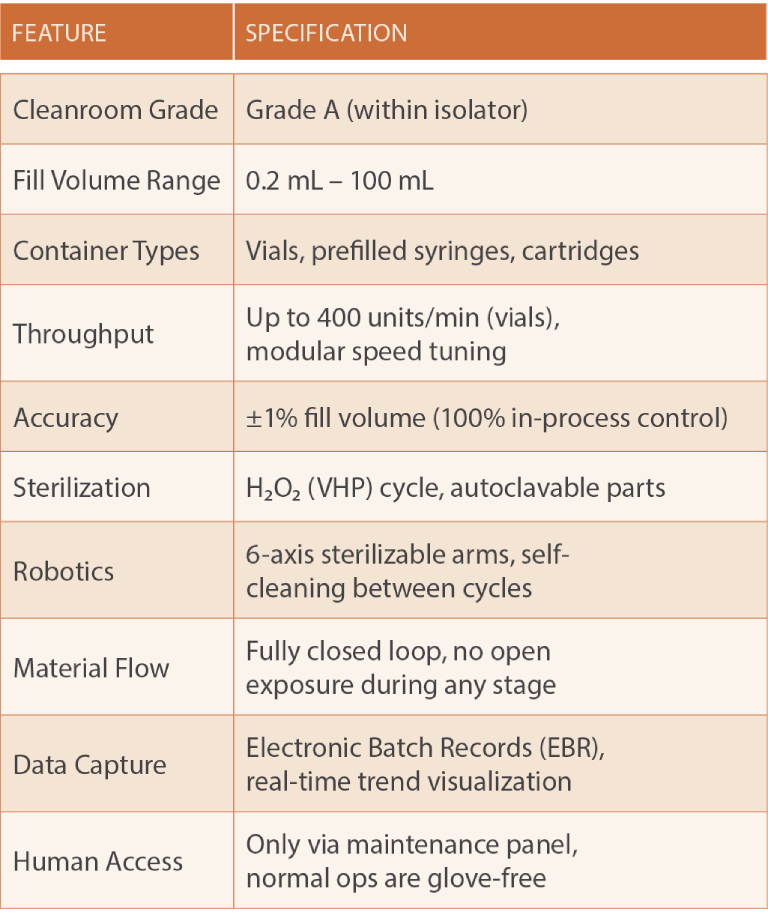
Technical Specifications
Integrations
- MES/LIMS: Sends and receives batch data, including release conditions.
- Digital Twin: Simulates fill paths, downtime scenarios, and cleaning cycles.
- Serialization Modules: Optionally adds unique 2D DataMatrix codes during labeling.
- AI/ML Engine:
- Predicts maintenance windows for pumps/robots.
- Analyzes fill accuracy trends to auto-adjust dosing.
Sterility Assurance Strategy
- 100% robotic operation inside isolator = reduced contamination risk.
- No glove ports = no operator breach points.
- VHP cycle after every batch or container changeover.
- GMP Annex 1 alignment for Grade A/B integration.
- Redundant HEPA filtration (H14) with pressure monitoring and alerts.
- SASDs (optional) monitor air during fill for particle excursions.
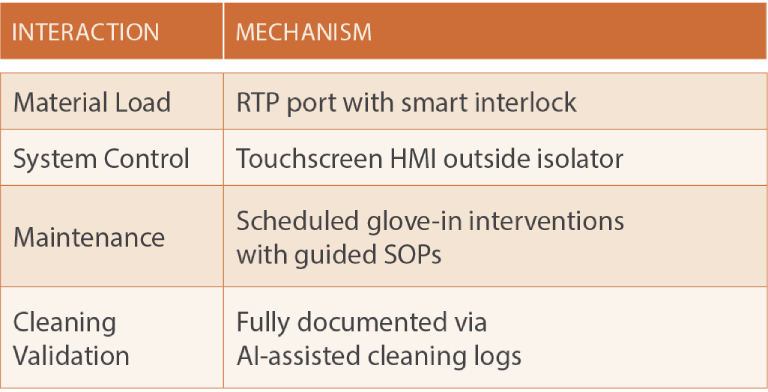
Human Interaction Points (Minimized)
Operational Example: Sterile mAb (Monoclonal Antibody) Production Using a Whole Fleet Concept
Process Overview
Drug Type: Sterile monoclonal antibody (mAb)
Formulation: Injectable (liquid)
Production Scale: 200 L per batch, 5 parallel units (“fleet”)
Facility Type: Modular, cleanroom
Fleet Design Layout
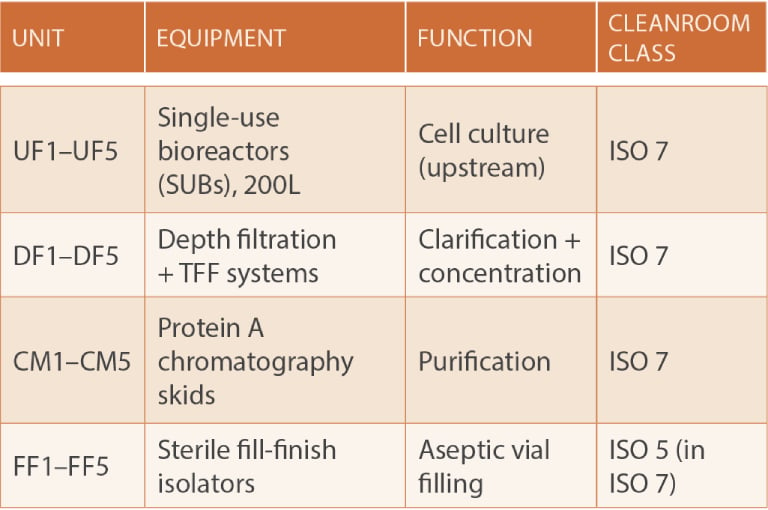
Each line (UF–FF) is modular but harmonized in design to allow:
- Cross training of operators
- Parallel operations
- Maintenance swap-out without halting full production
- dentical quality control procedures
Assay & QC Strategy Across Fleet
Analytical assays are harmonized across the fleet to ensure comparability and compliance.
Standardized Batch Record Templates and Digital Batch Execution Systems (EBR/MES) help coordinate across all units.
Assay Type | Purpose | Method | When/Where |
|---|
pH, osmolality | Formulation
control | Handheld
meters or bench
instruments | In-process (FF stage) |
Sterility test | Final product
safety | Membrane
filtration or rapid PCR | Post-fill |
Endotoxin | Pyrogen
detection | LAL (gel clot/turbidimetric) | Post-fill |
Protein
concentration | Dose
verification | UV absorbance (A280), ELISA | Post-purification |
HCP (host cell protein) | Purity | ELISA | Post-purification |
Aggregation
analysis | Product
quality | SEC-HPLC | Final product |
Identity test | Product
confirmation | Peptide
mapping, IEF | Final product |
Sterility by Design
Each fill-finish module (FF1–FF5) features:
- Isolator technology (Grade A inside, Grade C–D background)
- Single-use fluid paths
- VHP decontamination before each campaign
- Closed vial filling system (e.g., Vanrx Microcell)
- HEPA filtered laminar flow
Operational Benefits
Benefit | Description |
|---|
Redundancy | If one module fails, others continue |
Flexibility | Run different products or clinical phases simultaneously |
Scalability | Add modules to increase capacity |
Ease of
Validation | Identical equipment and processes simplify qualification (e.g., IQ/OQ/PQ templates reused) |
Rapid Tech
Transfer | Fleet can be deployed to different geographies or sites |
Digital Integration
- MES (Manufacturing Execution System): Tracks batches, logs deviations, supports electronic batch records across fleet
- SCADA/PLC Control: Centralized monitoring of fleet parameters
- LIMS Integration: Ensures QC results are traceable to individual fleet modules
The fleet is composed of interoperable systems and robotic units deployed across the upstream, downstream,
fill-finish, and packaging operations in a sterile manufacturing plant.
Subscribe to our e-Newsletters
Stay up to date with the latest news, articles, and events. Plus, get special
offers from American Pharmaceutical Review delivered to your inbox!
Sign up now!