Sam Zhang, Vice President and Head of MVP, WuXi Biologics
Introduction
Microbial fermentation plays a role in manufacturing a range of products, from basic proteins and peptides to advanced therapeutic enzymes. About a third of all current recombinant therapeutics are produced using microbial hosts such as Escherichia coli.
The process involves cultivating host microbes in controlled environments that induce them to synthesize particular compounds. It is a versatile approach that is widely recognized for its low costs, rapid production and well-characterized genetics.1 However, process development can be plagued by genetic and expression instability, leaky expression, toxic by-products, suboptimal post-translational modifications (PTMs), inclusion body formation, and intermediate instability. All of these challenges have the potential to reduce yield and product quality.
As microbial fermentation is experiencing a revival, driven by the emergence of advanced therapies such as protein-drug conjugates and cell therapies, the biopharma industry is using sophisticated technologies to manage these challenges, and to ensure more consistent and successful fermentation outcomes. These technologies and novel approaches are unlocking the potential of microbial fermentation in manufacturing innovative biologics – including nanobodies, enzymes, cytokines, growth hormones, virus-like particles, and other complex modalities.
Enhancing Product Stability, Purity and Titer
Microbial expression is a powerful system for biologics production, but conventional E. coli strains often cannot fully accommodate project needs. Leaky expression of toxic or burdensome proteins can result from weak repression. High-level expression of toxic proteins can inhibit cell growth. Other key challenges include low titer of target protein, low purity of product due to undesired PTMs, and low plasmid stability during fermentation.
Transformative engineered E. coli systems can be used for optimized expression vector construction, sequence optimization and signal peptide screening, and rapid strain development. For example, efficient and consistent product expression can be achieved by modifying metabolic pathways and removing plasmid-dependent factors, improving strain durability and yield. Codon optimization and vector engineering can match codon usage and expression vectors to the target protein, enhancing translation efficiency.
Using strategies such as these, the implementation of an advanced strain development strategy can produce a novel, proprietary E. coli strain that addresses the challenges of genetic and expression instability, leaky expression, toxic by-products, or suboptimal PTMs, all of which have the potential to enhance yield and product quality.
The success of this approach has been demonstrated with a novel proprietary E. coli system called ‘EffiX’2 that enables optimized plasmid replication, maintained through at least 120 doubling passages without adding antibiotics (with no antibiotics added, the system balances stable production and environmental sustainability). The target protein was stably expressed (Figure 1A) with a 100% plasmid retention ratio. Genome-integrative expression, as an alternative to plasmid, has shown superior stability with a comparable expression level. These methods can be combined to co-express multiple machineries, and they enable a complex system such as non-natural amino acid incorporated recombinant protein expression.
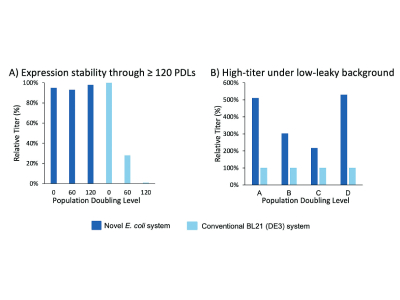
Figure 1. A novel proprietary E. Coli system EffiX enabled optimized plasmid replication, maintained through at least 120 doubling passages, while resolving the issue of leaky expression.
The same novel proprietary E. coli system can also resolve the issue of leaky expression. This problem is commonly observed with conventional BL21(DE3)-pET systems, but target gene transcription can be tightly suppressed prior to induction through plasmid engineering in the host system. As a result, an optimal post-induction growth phase can be achieved, and the target molecule titer may be improved by 2 to 5-fold (Figure 1B).
It has also been demonstrated that use of EffiX, the specifically designed E. coli system, can remove unwanted PTMs.3 Genetic engineering through gene editing (knock-out/knock-in) can avoid these challenges. Compared with conventional BL21(DE3)-pET systems, in which target proteins tend to exhibit PTM species that are difficult to remove during downstream purification, the use of the novel proprietary E. coli system enables the biomanufacturer to eliminate species containing unwanted PTMs, resulting in high final product purity.
Another common challenge is prophage risk as the lysogenic phage is reactivated from the E. coli genome. Bacteriophage T1/T5 infection can lead to cell lysis and a reduction in titer. However, the use of a genetically engineered E. coli system such as EffiX, in which the intrinsic phage receptor has been removed, eradicates susceptibility to T1/T5 phage infection. Compared with conventional BL21(DE3)-pET systems, in which phage infection is a common problem, it has been demonstrated that the use of a novel proprietary E. coli system can safeguard large-scale production, saving time, materials and labor associated with phage decontamination.3
Genetic engineering of the host system can also provide microbial solutions to VHH production. VHHs (Variable domain of Heavy-chain-only antibodies) have unique properties, including small size, high solubility, and superior thermostability.4 Owing to a conserved disulfide bond, VHHs tend to form inclusion bodies when expressed intracellularly in E. coli. To overcome this challenge, it is possible to create and utilize a novel E coli system. Combined with the optimization of key process parameters (e.g. temperature, feed rate, induction biomass concentration, inducer concentration) it is possible to establish a two-phase high-cell-density fermentation process that significantly enhances protein transport and secretion.3 This approach has been demonstrated to increase VHH titre and yield by 12-fold and 5-fold respectively (Figure 2).
Bioprocess Optimization
Upstream processing challenges include low titers, the formation of inclusion bodies, and unintended PTMs such as deamidation, oxidation, proteolytic degradation, clipping, acetylation, formylation, mispairing of disulfide bonds, and non-enzymatic glycation, that may affect the yield, purity, structure, or function of recombinant proteins.
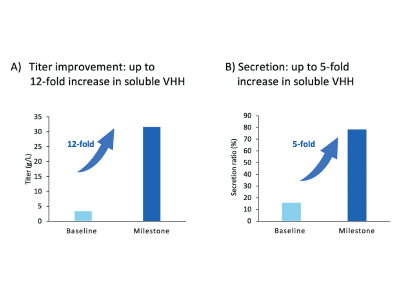
Figure 2. A novel proprietary E. Coli system EffiX enabled a 12-fold increase in titer and 5-fold increase in secreted VHH species, compared to a baseline process.
Key to any bioprocess optimisation is a Design of Experiment (DoE) approach, which can be routinely implemented in fermentation processes to explore design space for critical parameters such as induction temperature, pH, biomass and feeding strategies. While Process Analytical Technology (PAT) serves as a cornerstone for Quality-by-Design, enabling biomanufacturers to monitor all critical process variables in real time, process modelling is central to process optimization and characterization. In particular, a DoE approach enables systematic exploration to determine optimal conditions for critical parameters (Figure 3).
Key parameters are identified and validated through high-throughput (HTP) screening in multi-parallel bioreactors. After confirming the chosen model’s predictive power for scale-up, productivity and quality, it is possible to establish robust high-cell-density processes for high productivity and quality.
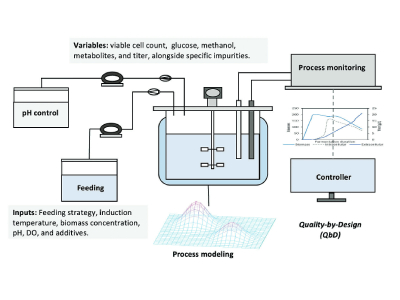
Figure 3. While Process Analytical Technology (PAT) serves as a cornerstone for Quality-by-Design, process modelling is central to bioprocess optimization and characterization.
By identifying the best parameters for a microbial system, testing it with HTP screening in mini-bioreactors, analyzing the model and validating it for scale-up, productivity and quality, it is possible to establish robust processes with high yields and enhanced quality, from process development to drug substance GMP manufacturing. Identifying alternative comparable consumables and chemicals can also reduce processing and manufacturing costs.
Downstream Purification
With the increasing diversity and complexity of biologics, downstream purification faces increasing challenges. Common obstacles include low yield, high residual impurities, poor stability of intermediates, and low refolding efficiency. We are developing plug-and-play solutions in the form of versatile downstream toolboxes that are tailored to various unit operations, including cell lysis, clarification, inclusion body refolding and chromatography.
For example, recombinant proteins expressed in E. coli often exhibit heterogeneity at the N-terminal methionine residue, resulting in reduced biological activity or hindering specific applications such as N-terminal modifications or conjugations. A unique His-SUMO tag solution comprises the addition of a His-SUMO tag at the N-terminus (Figure 4). Adding a His-SUMO tag may also improve the solubility of target proteins that are otherwise difficult to express, thereby obviating the challenges of inclusion body refolding. Subsequent purification via immobilized-metal affinity chromatography (IMAC) enables a high purity of >95%. Thereafter, the His-SUMO tag can be cleaved by SUMO protease and removed by a flow-through IMAC. Ultimately, the non-tagged protein can be further purified by a polishing step.
In some cases, the refolding of inclusion bodies is unavoidable. Refolding conditions are highly specific to target molecules and a low yield of correctly folded protein is often observed. The most common solution is dilution refolding, which typically involves large volumes of intermediate pools. Alternatively, on-column refolding may enhance downstream processes. Leading biomanufacturers can develop HTP screening strategies leveraging proprietary buffer databases to help identify optimal refolding conditions. It has been demonstrated that, using this approach, on-column refolding can significantly improve refolding efficiency and total yield.3
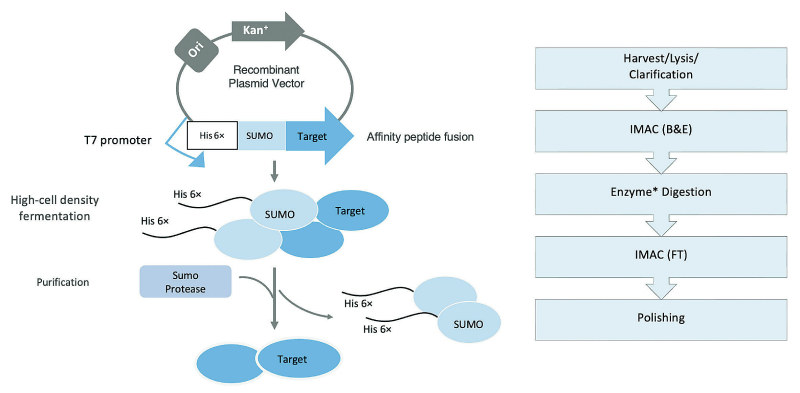
Figure 4. A unique His-SUMO tag solution comprises the addition of a His-SUMO tag at the N-terminus, reducing heterogeneity at the N-terminal methionine residue and avoiding issues of reduced biological activity or N-terminal modifications and conjugations.
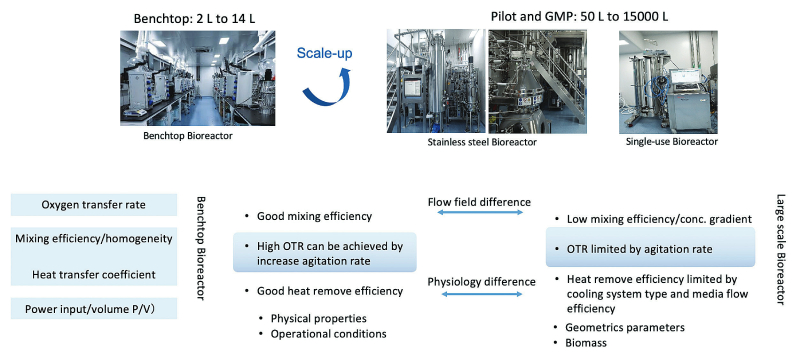
Figure 5. Robust scale-up models that integrate key engineering parameters can enable a seamless transition from bench to GMP facility.
GMP Scale-Up
Strains that perform well in small-scale lab settings can behave unpredictably when transitioned to large-scale fermentation. Industrial bioreactors present different mixing conditions to shake flasks, such as different oxygen mass and heat transfer rates, cell disruption from greater shear forces, and refolding by dilution. Keeping consistent performance at scale requires use of strains tailored to industrial conditions, which sometimes involves additional microbial selection or engineering.
To ensure successful scale-up and batch-to-batch reproducibility and consistency from laboratory to GMP production, we have developed robust scale-up models that integrate key engineering parameters, including oxygen transfer rate, mixing efficiency/homogeneity, heat transfer coefficient, and power input/per unit volume. These models are further validated by comprehensive process characterization and real-time process monitoring (Figure 5).
Driven by the distinguishing market demands of individual biologics, the manufacturing scale of clinical and commercial batches for different biotherapeutics vary. In order to accommodate dynamic requests in production scale, maximal flexibility can be achieved with a comprehensive bioreactor configuration. In our case, we leverage multiple stainless-steel systems (50L to 15,000L) and single-use bioreactors (30L to 300L) and compatible downstream purification lines, providing suitable solutions for GMP manufacturing.
Conclusion
By using genetic engineering to overcome strain-specific challenges, complemented by intelligent bioprocess design and development, and a robust approach to GMP scale-up, biopharma companies can leverage microbial expression systems to achieve cost-effective production while enhancing product yield, purity and quality. The expert application of modern technologies, together with flexible GMP manufacturing infrastructures, is making microbial production increasingly adaptable, scalable, reproducible and affordable. These recent advances are revitalizing microbial systems to enable the development and manufacturing of innovative biologics.
References
- İbrahim I, Kaplan O. Escherichia coli in the production of biopharmaceuticals. Biotechnology and Applied Biochemistry 2025;72:528-541.
- WuXi Biologics. WuXi Biologics Launches EffiXTM Microbial Expression Platform to Boost Recombinant Protein and Plasmid DNA Production. Press release, March 4, 2025.
- Zhang S. Revitalized microbial systems enable development and manufacturing of innovative biologics. Genetic Engineering and Biotechnology News 2025;9:24-27.
- Bhatwa A, et al. Challenges associated with the formation of recombinant protein inclusion bodies in Escherichia coli and strategies to address them for industrial applications. Frontiers in Bioengineering and Biotechnology 2021;9630551.

Subscribe to our e-Newsletters
Stay up to date with the latest news, articles, and events. Plus, get special
offers from American Pharmaceutical Review delivered to your inbox!
Sign up now!