Over the last ten years, single-use (SU) technologies have been successfully implemented for the development and manufacturing of large, complex biologics, including monoclonal antibodies (MAbs) and recombinant proteins (Figure 1). Mobile single-use manufacturing units have been designed as alternatives to new facility constructions, particularly for Contract Manufacturing Organizations (CMOs) and emerging markets [1,2]. Use of disposable bags, fittings, and tubing for solution/buffer production, sampling, storage, mixing, transfer, and processing has significantly improved operational efficiency [3-5]. Numerous SU tools, including spin tubes, microbioreactors, and Cellbags, have been effectively leveraged to create high-throughput upstream development models [6-8]

Figure 1. SU Technologies for Biologics Production
Single-use cell culture bioreactors [11], in particular, have been shown to increase operational flexibility by:
- Reducing resources, cost, and time required for reactor turnaround, maintenance, and cleaning
- Reducing dependency on costly, hazardous, and potentially disruptive utilities (clean steam, WFI, CIP)
- Facilitating rapid response to shifting project timelines
- Offering potential cost of goods benefits
However, SU bioreactors are still not widely accepted for large-scale biologics production [5, 6, 17-19]. Primary concerns include large-scale facility fit, bag costs and supply, and the potential effect of the bags on process or product quality [4, 5, 14, 20]. Reported assessments of SU bioreactors to date have focused on single units, with only limited comparative investigations of quality or facility impact [17-19].
A comprehensive evaluation of five commercially-available pilot-scale SU bioreactors, with 200-250-L nominal working volume (WV), is presented here. The evaluation includes scoring assessments of each unit for their impact on process, product quality, and facility operations, as well as overall design advantages and concerns. The facility fit assessment was performed for a typical multi-product cell culture pilot plant, designed to support process development and scale translation for manufacturing-scale stainless-steel bioreactor facilities.
Table 1. Differences in SU Bioreactors

Table 1 highlights the key differences between the 5 SU bioreactors in the evaluation.
Additional differentiating features between the units included:
- Vendor experience with leachables/extractables/ adsorption, SU technology development, and bioreactor component customization
- Vendor control of film extrusion and bag manufacturing
- Type and number of welds and ports on bags
- System dimensions
- External component design (recirculation pumps, sampling, controllers)
Criteria and Scoring Strategy for SU Bioreactor Evaluation
Table 2. Cell Culture Processes Assessed
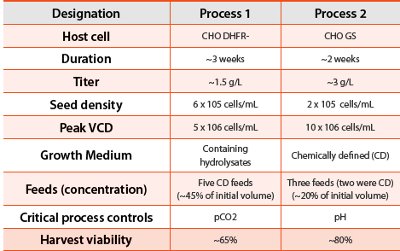
Performance of each SU bioreactor was assessed, relative to the performance of historical 500-L stainless steel bioreactor batches, with two CHO (Chinese Hamster Ovary) fed-batch and animal-component free production processes for monoclonal antibodies (MAbs). The processes were selected to test SU system robustness for different cell and product types, process control, feeds, growth, and productivity (Table 2). Process intermediate from each batch, purified through Protein-A chromatography, was stored as stable, frozen intermediate until time of analysis.
Comparison of performance and quality of process intermediate was based on:
- Growth and productivity (within 95% confidence interval of stainless-steel batches): viable cell count, metabolites (lactate, ammonia), process control, antibody titer
- Quality (within 5% of stainless-steel batches): purity (CE-SDS gels, reducing and non-reducing), aggregates (HP-SEC), charged variants (HP-IEX), N-glycans
SU bioreactors were also compared to one another for facility fit into a typical cell culture pilot plant. The facility fit criteria included ease of system use and set-up, scalability, vendor experience, and overall design.
Ease of Use
- Method of bag loading
- Controller complexity
- Risk of bag rupture (probes, bag loading)
- Complexity of set-up and programming of external components (pumps, motors)
- Reliability of bag supply
Scalability
- Potential for scale translation to support large-scale manufacturing (up to 2,000-L)
- System dimensions
- Turndown ratio (flexibility of allowable working volumes)
Vendor
- Available data packages and testing plans for bag extractables, leachables, or component adsorption at variant culture conditions
- Experience with SU technology design and potential as a collaborative partner to engineer design improvements
- Company business model and stability in the single-use market
- Vendor control of bag manufacturing vs. reliance on secondary suppliers
Design
Table 3. Scoring Criteria
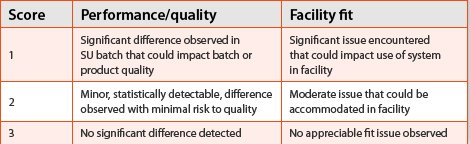
- Availability of features that minimize risk of batch loss or add efficiency, time, or cost savings
The SU bioreactors were assigned scores for each performance, quality, and facility fit parameter (Table 3). Systems were assessed relative to stainless-steel batches for performance and quality, and relative to each other for facility fit.
Composite scores for each category (performance, quality, and facility fit) were computed by multiplying the individual parameter scores and applying a weighted factor. Weighted scores were added together to assign a final score for each system.
Results of SU Bioreactor Evaluation for Process 1
Table 4. SU Evaluation with Process 1
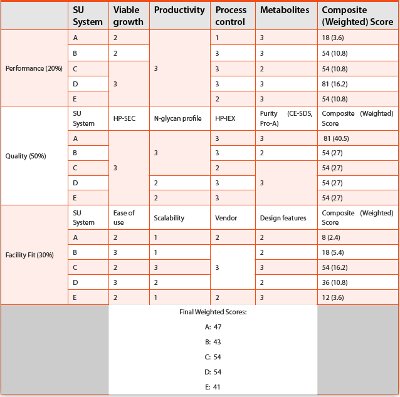
Process 1 scoring was performed for all SU systems (Table 4).
Culture Performance
Stainless-steel and SU bioreactors supported comparable growth, metabolism, pCO2 control, osmolality, and productivity for Process 1. Titers and specific productivity in all batches were within 10% of each other. Figure 2 highlights the key differences between the stainless- steel and SU batches for process performance. In system A, viabilities were slightly lower, due to inappropriately sized exhaust filters. In system B, final integral viable counts (IVC) were lower, possibly due to less efficient mixing. In system C, high ammonia levels were observed at the end of the run. There was minimal foaming and similar gas transfer in all batches.
Process control was mostly similar between SU and stainless-steel batches. There were some disruptions of pH control in system E, due to mechanical pump issues, which led to high pH drift. A more significant loss of pH control was observed in system A, which could only be run with single-use optical dye-based probes (Figure 2). Average pH levels in the SU systems were higher than in the 500-L bioreactors; differences were attributed to the respective PID control algorithms.
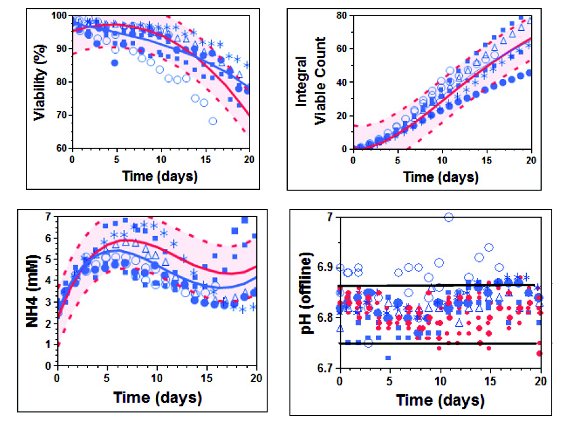
Figure 2. Process 1 Performance in SU Bioreactors. Graphs highlight performance parameter profi les (viability, integral viable count, ammonia, and pH) where diff erences were observed between stainless-steel and SU bioreactor batches. Average values for six 500-L stainless steel batches are depicted by solid red line. Average values for single-use batches are depicted by solid blue line. The 95% confi dence intervals for each parameter in the 500-L batches are depicted as shaded red region. Blue symbols denote each SU batch.( o: vendor A; •: vendor B; : vendor C; Δ: vendor D; * : vendor E). In the pH control fi gure, solid black lines denote pH deadband control of + 0.05. Units for integral viable count are 106 viable cells*day/mL
Quality
Purities of Pro-A purified intermediate from SU and stainless-steel bioreactors were mostly comparable (Figure 3). HP-SEC main peak profiles were similar and levels of aggregates were all below 2%. Levels of total charged variants (by HP-IEX) were within acceptable range, although total acidic variants were higher in SU batches (highest in system C), possibly due to the higher average pH in the batches. System B had the lowest level of %IgG by non-reducing CE-SDS gel analysis. None of the purity differences were considered detrimental to antibody function.
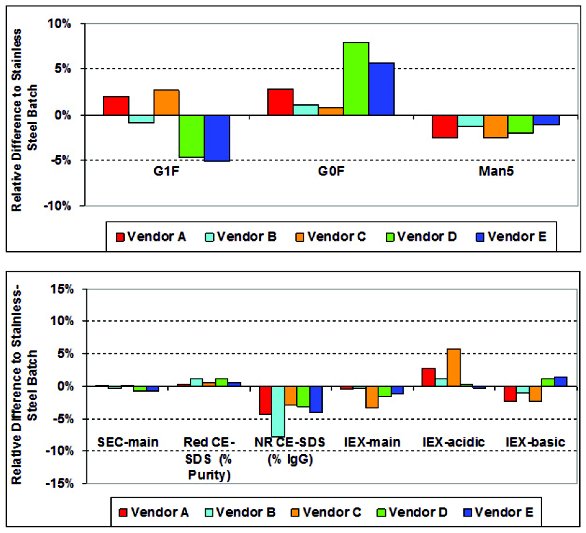
Figure 3. Process 1 Product Quality in SU Bioreactors. Graphs show comparison of glycoform, purity attributes, and CE-SDS gels between Pro-A intermediate from SU and stainless-steel bioreactors. Positive values indicate higher level of attribute in SU compared to stainless-steel batch.
Systems D & E showed differences in the levels of fucosylated glycoforms and Man5, which were not expected to impact function or binding for this antibody (Figure 3).
Facility Fit
Systems A, C, and E received lower scores for ease of use, based on either:
- Top, vs. front, loading bag compartments, which increased difficulty of set-up and risk of bag rupture
- Historical delays in bag supply or shipment of compromised bags
- Complexity of set-up of associated components (ex. recirculation pumps, mass flow controllers
The score for system D (with top bag-loading) was increased due to its compatibility with functional single-use probes, which reduced risk of bag rupture and time for set-up.
Vendors with demonstrated success of scale translation (system C) received high scores for scalability. Systems A, B, D, and E were given lower scores due to two or more of the following issues:
- Mixing concerns due to mechanism of agitation and impeller design
- Component sizing and/or complexity
- Incompatibility with traditional probes or multiple sparger/ controller types
- Unusually large system footprints
- Limited turndown ratios
The systems with over three issues received a score of “1”.
Scores of “3” for vendor experience were due the vendor experience with single-use design and/or control of all aspects of bag manufacturing (including film extrusion). All vendors had similar, albeit limited, data packages for extractables and leachables, especially at broader pH, temperature, or feed component ranges.
Systems that off ered functional flexibility and customization of probes and controllers received higher scores for design (system C). Systems with design features that aff orded a lower risk of bag rupture due to probe insertion (ex. external probe ports not located on main product bag) were also ranked higher (system E).
Process 2 Evaluation
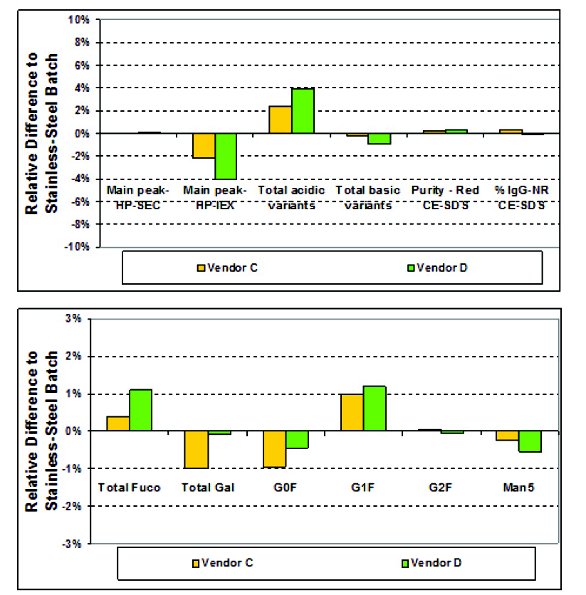
Figure 4. Process 2 Product Quality. Assessment Graphs highlight glycoform and purity quality attributes between SU stainless-steel batches. Positive values indicate higher level of attribute in SU batch.
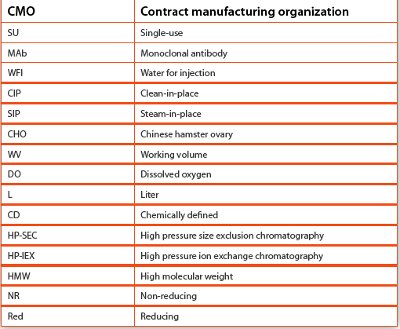
Table 5. Nomenclature
The top two scoring SU bioreactors from the Process 1 evaluation (C & D, Table 4) were next assessed with Process 2 and compared to two representative 500-L stainless steel bioreactor batches. Overall, there were no significant differences in glycosylation, purity, or process performance between the two SU systems, although total differences in acidic variants were slightly higher for system D (Figure 4). Therefore, the higher facility fit scores (Table 4) were the principal drivers for the final selection of system C.
Conclusions
The SU bioreactor from Vendor C was selected based primarily on facility fit considerations. Product quality and process performance with two CHO cell culture processes were mostly comparable for all five SU systems. Some observed differences in product quality and performance that warrant further investigation include:
- Different levels of fucosylation and Man5 observed in Pro-A intermediates. If this trend is accurate, there could be significant implications for other MAbs with critical ADCC function or that are targeted as potential biosimilars
- High acidic variants, which could impact binding, PK, or stability of other MAbs
- High ammonia levels which could impact performance for some products
The major differentiating factors between the SU systems centered on facility fit and design issues that may vary based on the specific needs of the end user. Options for reducing total system footprint (integrated component design) would increase potential for facility fit. Controller and programming flexibility to accommodate advancements in PAT probe and discrete sampling technologies would also be desirable. Moving forward, SU vendors would benefit from demonstration of system scalability to potential manufacturing scales and flexibility with a wide variety of controllers, spargers, impellers, bags, and probe types (traditional and SU). Although the quality of design is constantly improving, single-use probes, based on the Process 1 evaluation, should still be considered as a back-up to traditional probes, until robustness can be better demonstrated, especially for longer culture durations.
Disposable bag supply and stability remain primary concerns with the SU systems. Options for minimizing the risk of bag rupture by probe insertion (larger port diameters, specialized probe fittings/sheaths) would allow for system differentiation from the competitors. Vendor oversight of complete bag manufacturing and offering of increased options (ports, line diameters) would also be beneficial. Increased integrity testing or fortification of bag film to increase stability would reduce batch failures from bag tears.
Finally, comprehensive extractables/leachables/adsorption testing packages for wide pH, temperature, chemical, and storage conditions will probably become a necessity as SU bioreactors are increasingly targeted for manufacturing [1, 4, 5]. Impact to culture process performance in bags with CD vs. non-CD medium and in the presence/absence of hydrolysates or other potential stabilizers needs to be further analyzed, along with any required bag pre-treatments required for different feed media. SU vendors would benefit from positioning themselves as experts and collaborative partners with biologics companies to further explore these issues
Acknowledgements
The authors would like to acknowledge the work of Alexandre Ambrogelly and Selina Mengisen (Extended Characterization, Bioprocess Development, Merck) for providing all characterization data. They would also like to thank the entire Upstream Process Operations group at Merck, particularly Patricia Rose, Linda Hoshan, Kristin O’Neill, and Michael Caruso, for their assistance in the set-up, operation, and Pro-A processing of all single-use bioreactor batches. Finally, the authors would like to thank the various single-use bioreactor vendors for providing the systems for this analysis.
References
- Zheng R: The game changer: transforming the biopharmaceutical landscape through single-use technologies. BioProcess International 2010:S4-S9.
- Downey W, Nicely H: Single-use disposables technologies in biopharmaceutical contract manufacturing. American Pharmaceutical Review 2011, 14(5).
- Potyrailo RA, Wortley T, Surman C, Monk D, Morris WG, Vincent M, Diana R, Pizzi V, Carter J, Gach G et al: Passive multivariable temperature and conductivity RFID sensors for single-use biopharmaceutical manufacturing components. Biotechnology Progress 2011, 27(3):875-884.
- Whitford WG: Single-use systems as principal components in bioproduction. BioProcess International 2010:34-42.
- Rader R, Langer E: Upstream single-use bioprocessing systems - future market trends and growth assessment. BioProcess International 2012, 10(2):5.
- Rao G, Moreira A, Brorson K: Disposable bioprocessing: The future has arrived. Biotechnology and Bioengineering 2009, 102(2):348-356.
- Amanullah A, Otero JM, Mikola M, Hsu A, Zhang J, Aunins J, Schreyer HB, Hope JA, Russo AP: Novel micro-bioreactor high throughput technology for cell culture process development: Reproducibility and scalability assessment of fed-batch CHO cultures. Biotechnology and Bioengineering 2010, 106(1):57-67.
- Eibl R, Eibl D, Kasper C, van Griensven M, Pörtner R: Application of Disposable Bag Bioreactors in Tissue Engineering and for the Production of Therapeutic Agents Bioreactor Systems for Tissue Engineering. In., vol. 112: Springer Berlin / Heidelberg; 2009: 183-207.
- Öncül AA, Kalmbach A, Genzel Y, Reichl U, Thévenin D: Characterization of flow conditions in 2 L and 20 L wave bioreactors® using computational fluid dynamics. Biotechnology Progress 2010, 26(1):101-110.
- Eibl R, Kaiser S, Lombriser R, Eibl D: Disposable bioreactors: the current state-of-the-art and recommended applications in biotechnology. Applied Microbiology and Biotechnology 2010, 86(1):41-49.
- Carson KL: Flexibility-the guiding principle for antibody manufacturing. Nature Biotechnology 2005, 23:1054-1058.
- Chon JH, Zarbis-Papastoitsis G: Advances in the production and downstream processing of antibodies. New Biotechnology 2005, 28(5):458-463.
- Johnson M, Lanthier S, Massie B, Lefebvre G, Kamen AA: Use of the Centritech Lab Centrifuge for Perfusion Culture of Hybridoma Cells in Protein-Free Medium. Biotechnology Progress 1996, 12(6):855-864.
- Jones SD, Ransohoff TC: Single-use products for bioproduciton: available options for cell culutre and downstream processing. American Pharmaceutical Review 2011, 14(4).
- Rolf H: Expanded-bed adsorption in industrial bioprocessing: Recent developments. Trends in Biotechnology 1997, 15(6):230-235.
- Lim JAC, Sinclair A, Kim DS, Gottschalk U: Economic benefits of single-use membrane chromatography in polishing. BioProcess International 2007:46-56.
- Paul Smelko J, Rae Wiltberger K, Francis Hickman E, Janey Morris B, James Blackburn T, Ryll T: Performance of high intensity fed-batch mammalian cell cultures in disposable bioreactor systems. Biotechnology Progress 2011, 27(5):1358-1364.
- Diekmann S, Durr C, Herrmann A, Lindner I, Jozic D: Single use bioreactors for the clinical production of monoclonal antibodies - a study to analyze the performance of a CHO cell line and the quality of the produced monoclonal antibody. In: BMC Proceedings. vol. 5; 2011: P103.
- Mullan B, Huntington K, Collins A, Murphy M: Transfer, Implementation and Late Stage Development of an End-To-End Single-Use Process for Monoclonal Antibody Manufacture. American Pharmaceutical Review 2011, 14(1).
- Kapp T, Boehm J, Chase J, Craig J, Davis K, Gupta V, Stover J, Wilkowski S, Montgomery SA, Ott K: Road map to implementation of single-use systems. BioProcess International 2010, 8:S10-S19.
Author Biographies
Dr. Rajesh Krishnan is an Associate Director in the Upstream Process Development and Operations Group (BioProcess Development) at Merck & Co, Inc. (Union, NJ). He currently leads upstream & recovery process development, process characterization, CMC global project teams, process technology transfer to commercial and clinical manufacturing, and new technology and in-licensing project evaluations for Merck. Over his 12+ year career, Dr. Krishnan has held similar roles at Amgen and Pfizer. He received his Ph.D. in Biochemical Engineering from the University of California, Davis, and his B.S.E. in Chemical Engineering from Princeton University.
Dr. Hao Chen is a Senior Scientist in BioProcess Development at Merck & Co., Inc. (Union, NJ). He is currently leading a team of scientists working on upstream process development, scale-up, technology transfer, and manufacturing support. Prior to Merck, he worked on upstream process/media development and technology transfer for cell culture and fermentation in various companies including Becton Dickinson (BD) and Amylin Pharmaceuticals. Dr. Chen received his Ph.D. degree in Chemical Engineering from Purdue University. He also holds an MS in Biochemical Engineering and a BS in Fine Chemical Engineering, from Zhejiang University.