Introduction
The commercial success of allogeneic (universal donor) cell therapies for large patient numbers is dependent on the development of scalable GMP manufacturing technologies that can produce very large amounts of cells in a robust and cost-effective manner. Prochymal (Osiris, Columbia, MD, USA) for graft-versus-host disease, approved in Canada and New Zealand, and Cartistem (Medipost, Seoul, Korea) for osteoarthritis, approved in South Korea, are examples of current commercialized allogeneic stem cell therapies. Nevertheless, several notable failures due to manufacturing concerns such as high cost of goods (COG), high process variability and loss of efficacy upon scale-up have been reported [1-5]. This article investigates the potential of planar expansion technologies to meet potential commercial cell therapy demands.
The doses (cells/patient) currently used for cell therapy products range from 105 cells for indications such as dry eye related macular degeneration to 109 cells for liver disease, GvHD or cardiac disease [6]. Thus the dose, combined with the potential market capture, has a significant impact on the amount of cells to be produced at large scale. In this study, the cost-effectiveness of alternative allogeneic cell therapy expansion technologies was evaluated across a matrix of production scenarios that captured the potential variability in dose and market size.
Typically the expansion of stem cells for clinical trials is carried out in 2-D multi-layer vessels (e.g. 10-layer Cell Factories) [4]. To meet commercial demands of high dose cell therapies, it is estimated that up to 1012-1013 cells will need to be produced per lot, representing the use of 10,000-100,000 10-layer vessels per lot (as calculated by the model described in this paper). However, only 50-100 vessels can be handled per lot due to the need to perform labor-intensive handling tasks, rendering this type of technology not suitable for large scale production.
The development of alternative planar cell expansion technologies like compact multi-layered systems and multi-layer bioreactors has APR_been driven by the need for closed systems to limit the potential points of contamination, to produce more cells per unit footprint, and for greater upstream production control. Also, the use of automated systems can significantly reduce the costs associated with labor-intensive handling tasks. To successfully meet higher future demands, it is necessary to determine the practical and economic feasibility of each technology.
This article describes the application of a decisional tool to identify the optimal expansion technologies for diff erent scales of production and current gaps in the technology capabilities. The tool integrates bioprocess economics with optimization to assess the economic competitiveness of cell expansion technologies. The bioprocess economics model presented in this paper focuses on the components of the cost of goods associated with the cell expansion stage (COGexp), namely raw materials (particularly cell culture media and single-use technologies), labor and equipment depreciation.
Decisional tool
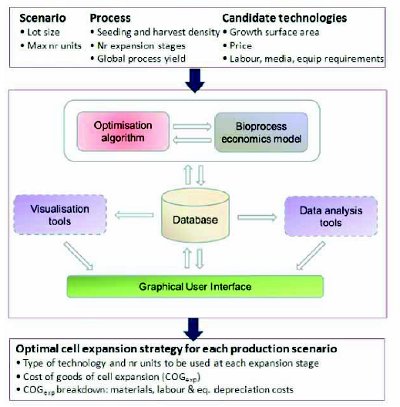
Figure 1. Structure of the decisional tool for identifying the optimal cell expansion technology in terms of cost of goods of the cell expansion stage.
The allogeneic cell therapy manufacturing challenge addressed in this paper is to meet a production target (i.e. number of cells per lot) with a process where performance can be determined by seeding and harvest cell densities, number of expansion stages, and yield. The goal is to identify the optimal type and size of cell expansion technology to be used at each expansion stage, to help ensure that the cost of goods is minimized and demand targets are met.
Figure 1 shows the structure of the decisional tool developed to address this challenge, which integrates a bioprocess economics model, an optimization algorithm and a database. The bioprocess economics model predicts multiple technical and financial performance measures of a particular process configuration. It performs equipment sizing and resource consumption calculations and consequently determines the value of COGexp of a particular process configuration. In this paper, COGexp comprises the total annual direct (materials, labor) and indirect (equipment depreciation) operating costs and its value is significantly driven by the type of technology used and the number of units necessary to obtain the required number of cells.
The optimization algorithm generates alternative process configurations and uses the bioprocess economics model to evaluate each alternative. It consists of an enumeration procedure that screens through all the candidate cell expansion technologies and selects the one with lowest COGexp value that meets a constraint on the maximum number of units allowed per lot.
The database stores input data to be used by the bioprocess economics model and optimization algorithm in addition to the output data generated by the tool. The key input and output parameters are shown in Figure 1. The tool also comprises a graphical user interface and is linked to external data processing and visualization tools to allow for further analysis of the output results.
Case study
Table 1. Key parameters for candidate planar cell expansion technologies

An industrially-relevant case study was set up to demonstrate the ability of the proposed tool to discover optimal cell expansion strategies for cell therapy manufacture. It considered different lot sizes, ranging from 1 million to 10,000 billion cells/lot. This is to reflect the possible wide range of doses and demands in allogeneic cell therapy products. The goal of the study was to investigate which commercially available technologies would be the most cost-effective for meeting production demands. For all scenarios it is assumed that 10 lots are produced per year.
Four different planar technologies were considered for cell expansion and generic names were given: T-flasks (T), multi-layers (L), compact multi-layers (cL) and multi-layer bioreactors (bL).
Table 2. Key process and cost assumptions used in the case study
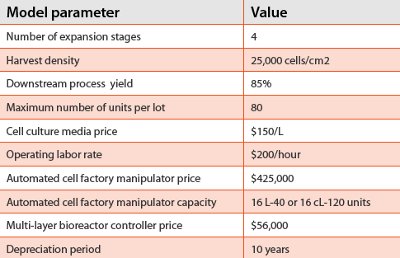
Table 1 shows the key input parameters of the tool regarding the specific characteristics of each technology type. This information was generated using data from literature, vendor communications and advice sought from industrial experts so as to capture tradeoffs in surface area, cost and labor requirements. Each type of technology is sized by surface area or the number of layers and this is represented by numerical values (e.g. T175 is a T-flask with 175 cm2 of surface area and L-10 has 10 layers). The use of additional automation equipment is indicated by the suffix ‘(aut)’, as in the case of L-40 and cL-120. It is assumed that these two technologies have a similar footprint and four units can be handled simultaneously by a robot (automated cell factory manipulator) performing seeding (filling) and harvesting (emptying) operations. The key process and cost parameters used in the model for the case study are shown in Table 2.
Results and Discussion
The tool was used to determine the cost-eff ectiveness of commercially available planar expansion technologies for diff erent lot sizes, ranging from 1 million to 10,000 billion cells per lot. Figure 2a provides a comparison of the performance of the diff erent candidate technologies for the diff erent production scales in terms of their cost-eff ectiveness, expressed as the percentage change in COGexp relative to the optimal solution for each scenario. In this fi gure, the optimal technologies lie on the 0% value of the y-axis. For small lot sizes (1-10 million cells) using L-1 systems is the cheapest option, followed by the use of L-10. A switch in the optimal technology occurs at 100 million cells/lot, where L-10 becomes the most costeff ective option. At 1 billion cells/lot another switch occurs, now with L-40 being selected as optimal. The use of cL-120 reaches its full economic potential at the large scales from 10 billion cells/lot. The cost-eff ectiveness of the technologies is explained by the number of units required per lot, shown in Figure 2b. When the number of cells per lot increases the optimal technologies have increasing surface areas per unit, hence requiring fewer units per lot.
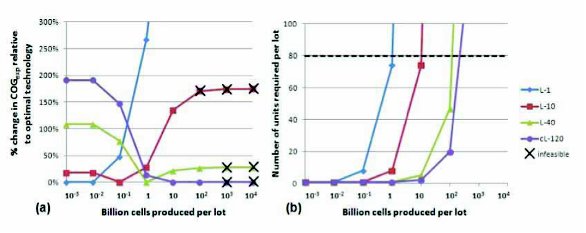
Figure 2. Performance of alternative cell expansion technologies across diff erent lot sizes in terms of a) percentage change in COGexp relative to the optimal technology for each lot production scenario and b) the number of units required per lot for the last expansion stage. The bold line represents the limit imposed on the number of units that can be handled per lot. Infeasible solutions in a) exceed the maximum number of units.
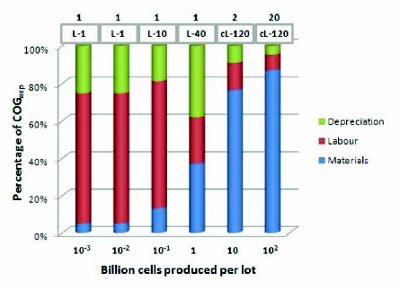
Figure 3. Cost breakdown of the optimal technologies for each production scenario for which a feasible solution was found. The number of units and technology name of the optimal solution are shown above each bar.
The cost drivers influencing the selection of the optimal technologies for each production scenario can be derived from Figure 3, where the breakdown of COGexp is presented. For small lot sizes (1-10 million cells/lot) labor costs dominate the cost of goods (70%) followed by equipment depreciation (25%) and material costs (5%). In these scenarios, a single L-1 unit is used per lot and the labor cost associated with the manual handling operations is much higher than the cost of the vessel and media used. The equipment depreciation proportion derives from the need to use a biosafety cabinet as well as an incubator. When shifting from using an L-1 to using an L-10 to produce 100 million cells/lot, an increase in the material cost proportion (to 13%) is observed due to the higher price of 10-layer systems and larger amounts of media needed. This is balanced by a decrease in the depreciation costs (to 19%) due to the fact that no biosafety cabinets are required, as the model assumes a closed system is used. The labor cost proportion remains similar (68%). For the production of 1 billion cells/lot the use of automated systems becomes the optimal strategy so as to reduce labor costs associated with the manual handling of vessels. This is verified by the cost breakdown of the L-40 system, with labor costs now having the lowest proportion (25%), and the depreciation share increasing to 38% due to the use of expensive automation equipment.
As the number of cells produced per lot increases even further to 10 and 100 billion cells/lot, the optimal technology, cL-120, achieves cost savings over the other multi-layer vessels by minimising the total number of units required, given its large surface area per unit, resulting in lower equipment depreciation and labor costs. Material costs dominate at these larger scales (77%-87%).
Figure 2 also shows that for the largest scales considered in the study (1,000 and 10,000 billion cells/lot), the demand cannot be met by any of the candidate technologies because the number of units required per lot exceeds the maximum limit (i.e. 80). This emphasizes the need for technologies with larger growth surface areas for expansion and indicates that available planar technologies are not feasible for large lot sizes. A step improvement in the performance of existing cell expansion technologies is necessary so as to avoid future failures related to manufacturing and scale-up issues.
Conclusions
This article presents the application of a decisional tool, integrating a bioprocess economics model with an optimization algorithm, to an industrially relevant case study on the production of allogeneic cell therapies. The tool predictions highlighted how the competitiveness of alternative technologies varies with production scale and identified limits of available expansion technologies. This analysis could allow for resources to be allocated appropriately for relevant experimental validation and optimization of the most promising technologies at earlier stages of development. Furthermore the analysis identified technology gaps that need to be addressed by the development of alternative and more scalable technologies, such as suspension culture. This will be critical if allogeneic cell therapy products are to achieve the commercial manufacturing success of biopharmaceuticals.
Acknowledgements
Financial support from the Technology Strategy Board (UK) and a leading bioprocess services provider company is gratefully acknowledged. Constructive feedback and technical advice from industrial experts at our vendors are gratefully acknowledged. UCL hosts the EPSRC Centre for Innovative Manufacturing in Emergent Macromolecular Therapies with Imperial College and a consortium of industrial and government users.
References
- Griffith LG, Naughton G. 2002. Tissue engineering: current challenges and expanding opportunities. Science 295: 1009-1014.
- Kirouac D, Zandstra . 2008. The systematic production of cells for cell therapies. Cell Stem Cell 3:369-381.
- Brandenberger R, Burger S, Campbell A, Fong T, Lapinskas E, Rowley JA 2011. Cell therapy bioprocessing. BioProcess Int. 9, Supplement 1 : 30–37.
- Rowley J, Abraham E, Campbell A, Brandwein H, and Oh S. 2012. Meeting lot-size challenges of manufacturing adherent cells for therapy. BioProcess Int. 10: 16-22.
- Ratcliffe E, Thomas RJ and Williams DJ. 2011. Current understanding and challenges in bioprocessing of stem cell-based therapies for regenerative medicine. Br. Med. Bull. 100:135-155.
- Mason C, Dunnill P. 2009. Quantities of cells used for regenerative medicine and some implications for clinicians and bioprocessors. Regen. Med. 4: 153-157. Author Biographies
Dr. Ana Sofia Simaria is a Lecturer in Bioprocess Systems Engineering at the Advanced Centre for Biochemical Engineering at University College London in the UK. Her research focuses on the development of computerbased decision-support models that capture the process-business interface of biopharmaceutical and cell therapy manufacture.
Dr. Sally Hassan is a Research Associate at the Advanced Centre for Biochemical Engineering at University College London in the UK. Her research focuses on the bioprocessing of complex macromolecules with therapeutic promise. Her current research involves developing a process economics model for cell therapy manufacturing using a computer-based decisional support tool.
Dr. Suzanne Farid is a Reader (Associate Professor) in Bioprocess Systems Engineering at the Advanced Centre for Biochemical Engineering at University College London in the UK. She leads research into Decisional Tools that support business decision-making under uncertainty in areas such as bioprocess and facility design, capacity sourcing and R&D portfolio selection. The research has been applied to industrial case studies focusing on decisions in therapeutic antibody production and in the emerging area of cell therapies.