When looking at ways to optimize or retrofit a facility design, cleanroom classifications have typically remained fixed due to legacy thinking. Quite simply, the benefits of downgrading cleanroom classifications have been ignored due to perceived regulatory risk. The prevailing thinking for quality and regulatory departments was, ‘If it ain’t broke, don’t fix it.’ They have opted for a belt-and-suspenders approach—for example, housing a closed bioreactor in a classified cleanroom. The push to meet industry-wide sustainability goals conflicts with these traditional views. Facility designs using highly classified cleanrooms can be viewed as ‘broken’ since they have been proven to result in an unnecessarily higher facility and carbon footprint.
Recently, many biopharmaceutical companies have announced ambitious sustainability targets. They are hiring sustainability experts and, in some cases, establishing entire sustainability departments. This shines the spotlight on the importance of reducing carbon emissions and environmental stewardship.
Closed processing has been available for many years, and the technology continues to improve. When implemented properly, process closure will help companies meet ambitious decarbonization goals and may represent one of the final pieces of the puzzle to address sustainability in aseptic and low-bioburden manufacturing. Unfortunately, most companies are not fully leveraging the benefits.
Traditional design(s) for protecting the product from manufacturing environmental contaminants leverages cleanrooms with airlocks, biosafety cabinets, gowning, and high air change rates. As defined in the ISPE Baseline Guideline (Vol. 6, 3rd edition), closed systems are isolated from the environment and as such do not require a classified cleanroom. This concept represents a win-win for biopharmaceutical manufacturers, providing better product protection and the potential for significant energy and water savings, lower GHG emissions, reductions in square footage, reduced gowning (production, transport, disposal, and/or laundering), and increased productivity.
The acceptance of closed processing in biomanufacturing is supported by industry guidelines and standards, such as the BioPhorum Closure Playbook (Playbook), the ISPE Baseline Guide, and the ASME BPE Standard, and endorsed by regulatory agencies.
This article examines where and how facility utilities are impacted when closed processing is implemented through the lens of sustainability. We have created a model of a typical monoclonal antibody (mAb) GMP manufacturing space to show how process closure can reduce utility use and generation capacity, as well as save valuable manufacturing space. Comparative data shows how striking the savings can be in terms of carbon emissions and utility use compared to conventional process design. While the article primarily focuses on reductions in scope 1 and 2 emissions and associated costs, it will also touch on the scope 3 emissions impact.
What is Process Closure?
Process closure is a concept that government regulatory bodies, as well as the International Council for Harmonization (ICH) Q7 guidance,2 have been promoting for more than two decades. The Playbook defines a closed process as:
“A system that isolates the process zone from its manufacturing environment and prevents ingress of environmental contaminants during product contact. The process zone is limited by equipment. System closure requires two steps:
- Removal of latent contaminants in the process zone to a level commensurate with the process requirements, whether aseptic or low bioburden, before process contact.
- prevention of ingress of environmental contaminants during process contact.”3
Note: A closed process may be low bioburden or aseptic, but it does not imply sterility.
Latent contaminants can be removed by common techniques, such as gamma-irradiation of single-use systems and CIP and/or SIP of multi-use equipment. Keeping a system under positive pressure and use of aseptic connectors are also industry-mature examples of means to prevent ingress of environmental contamination into the process zone during production.
In recent years, process closure has become mainstream, but it hasn’t been implemented consistently. What the Playbook offers is a clear definition of closure. The Playbook also presents strategies for closing various process steps, validation, and ongoing monitoring to aid in widespread successful adoption. Processes meeting the criteria of closed are still often located in over-classified environments to avoid perceived regulatory scrutiny. An example of a ubiquitous closed system found in most mAb facilities is the production bioreactor. Given the absolute need for isolation from the environment, cell culture operations performed in a bioreactor can safely be located in a controlled, non-classified (CNC) space. Consequently, the Playbook is focused on resolving confusion around closure. The Playbook highlights our ability to close processes effectively and consistently. For new facilities, closure enables reductions in utility capacity and cleanroom area compared to conventional design, or rather, “right-sized” for the reduced manufacturing suite environmental conditions required to house closed operations. For existing facilities, there can be an immediate impact on operating expenses (OpEx) through reduced classification, and it’s likely that the older the facility, the greater the net benefit as older technologies typically operate at lower efficiencies.
How Does Process Closure Impact Sustainability?
Heating, ventilation, and air conditioning (HVAC) is the single greatest contributor to energy consumption in biopharmaceutical manufacturing facilities.4 Relying on unnecessarily high room classification counters our desire to reduce energy and water use— i.e., the environmental footprint and efficiency—of a plant. As we will show, process closure allows facilities to greatly reduce air changes per hour (ACHR) and HVAC infrastructure. The Playbook and the BioPhorum Environmental Sustainability Roadmap both recommend adopting closed systems in CNC ballroom designs; even if CNC is a step too far, reduction alone can still provide considerable benefit.3,5 Additionally, reduced gowning requirements will add to the carbon savings (scope 3, reduced shipping and transportation), increase productivity, and reduce waste generation on site (booties, gloves, and hairnets).
Addressing Regulatory Scrutiny
Regulatory agencies have acknowledged that process closure is the best risk mitigation tool in our contamination control strategy. The industry must embrace this view when designing the biomanufacturing facility of the future to meet safety, quality, cost, and sustainability requirements. The ultimate goal, especially for the production of drug substances, is to reduce the classification of rooms as much as possible to CNC spaces. This requires buy-in from biomanufacturing regulatory teams, which must feel confident they can justify their decisions to regulators. Often, internal regulatory groups err on the side of caution when it comes to process closure, adopting an approach that ensures process closure at a higher operational and facility cost, believing the use of higher room classification requirements along with closed processing is better to meet the expectations of regulators. A quote from chapter 2 of the BioPhorum Closure Playbook captures this observation well:
“There is no fundamental reason to discard closed systems based on regulatory acceptance. As much as closed systems are gaining popularity and becoming more widespread, the benefits (and incentives) to apply them could be limited by overinterpreting regulatory guidance. A well-designed and operational closed system brings an adequate level of control from potential contamination to the product from the immediate manufacturing environment. With this in place, there is no logical reason to justify a classified environment for a closed system.”3
Some argue manufacturing in environments of lower classification when using closed systems actually allows for faster discovery and identification of breaches of the closed process system boundary, resulting in lower risk to subsequent operations and ultimately to the patient. This philosophy supports the concept that a closed system is truly isolated from the environment housing that system.
Addressing increased product risk with a closure analysis risk assessment (CLARA)
The closure analysis risk assessment (CLARA)3 is an important part of a quality-by-design program and is essential for process validation as recommended by the ICH, the FDA, and the EMA. It demonstrates “that viable and non-viable agents found in the environment that could potentially contaminate the biopharmaceutical product have been removed from the closed system before introduction of process or product materials and confirms that the system prevents the ingress of environmental contaminants during product contact.”3
In this focused risk assessment, the CLARA team, composed of the product’s technical, quality, and leadership stakeholders, analyzes each step of the process to evaluate if the appropriate controls are in place to close the system. The CLARA identifies where process closure may not have been achieved and where contamination of the process from the environment is possible. The manufacturing subject matter experts (SMEs) are then able to recommend how to adjust the steps to close the process. If closure is not possible, the CLARA team recommends how to appropriately house the operation and segregate that step from neighboring operations.
The CLARA should be completed early in the design phase of a new GMP facility. The facility design is justified by completing the design, validation, training, and documentation requirements that are generated in the final CLARA report. A CLARA can also be conducted on an existing facility to identify possible process and facility design retrofits required to improve product quality and reduce room classification requirements. Any time a process change is required as part of a product’s development lifecycle, a CLARA should be completed. Any change to a process or system must be reassessed to ensure the appropriate room classification and other requirements (e.g. documentation, monitoring, training, validation, etc.) are in place for the new design.
Case Study: What Are the Potential Savings?
Representative model assumptions
There has long been a lack of consistency and consensus among pharmaceutical manufacturers about appropriate cleanroom classification.6 Therefore, we made our model assumptions based on typical experiences with our clients. This case study represents the classifications we see most often or would expect, particularly for a mAb facility.
Our model is a hypothetical GMP space for a mAb facility, 10+ years old, with conventional central utilities, including water-cooled chillers, natural gas boilers, and conventional HVAC without a dedicated outdoor air system, energy recovery, or economizer. For newer facilities, we would likely expect less overall energy and water improvement because these facilities have already adopted more efficient technologies, though factors such as facility type and climate often complicate broad assumptions. These results look at the theoretical maximum improvements and the greatest potential savings for older facilities.
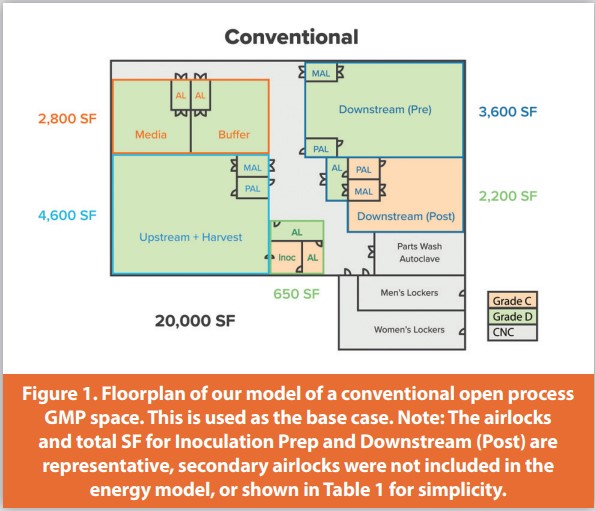
The baseline facility floor plan of the modeled GMP area is shown in Figure 1. We assumed a 20,000 sq. ft. clean space and followed typical suite area allocations and classifications (Table 1). We evaluated three locations—San Diego, Boston, and Houston—as the profiles for weather and utility costs can be highly variable depending on location.
It is important to note that the savings illustrated in the figures in this section are only representative of the modeled GMP space, not of an entire facility. Specifically, percentage reductions in utility consumption or utility capacity are reflective of what’s required for the GMP space rather than a hypothetical facility as a whole.
Additional model assumptions include:
- BSL-2 facility with space types and sizes required for 20,000 L production capacity.
- Low, middle, and upper ACHR numbers are based on CRB recommendations or common ranges within the industry.7,8
- Typical cleanroom temperature and humidity, with a seasonal reset to adjust to outdoor temperatures and humidity.
- Used a complete 8760-hour model to estimate the water and energy savings.
- For simplicity, we chose to use the grade A–D room classification scheme from Annex 1. The same analysis could be done with ISO and ISPE room classification schemes.9
- Assume each grade D space could be reduced to CNC, and each grade C space could be reduced to grade D. We take a conservative approach rather than the best-case scenario; savings would be even greater if grade C could be reduced to CNC.
- Terminal HEPA filtration was assumed for grade C and D spaces. No terminal filtration was assumed for CNC spaces. Both baseline and reduced classification models assume MERV-13 filtration within the AHUs.
- Carbon emissions by energy source within the model were based on the eGRID values reported by the US Environmental Protection Agency (EPA) for the locations in question. Grid composition was assumed to remain constant over the 30-year lifecycle.
Reducing the air change rate reduces energy consumption.
We start with ACHR reduction because this consumes the majority of a facility’s energy and can account for up to three-quarters of the energy costs of a manufacturing facility.10 Reducing this is essential to meeting carbon reduction goals. While ACHR is not dictated by regulations, overly conservative cleanroom ACHR is the norm. Yet some studies have shown that ACHR can be reduced to meet only the thermal load requirements of the room—a far lower ACHR—and still meet cleanliness standards. Our model assumes that reducing ACHR doesn’t necessarily require a change in HVAC equipment for existing facilities, but certainly implies capacity reductions (e.g., smaller AHUs) can be realized for new facilities. Figure 3 shows a 30–40% reduction in all utility consumption and carbon emissions in reducing ACHR from the upper to lower range and a 40–60% reduction in required utility equipment capacity. Similar savings are observed when ACHR is reduced when at an already declassified state.
Reducing room classifications reduces energy consumption.
Reducing classifications across the model facility also shows significant energy savings for all three locations (Figure 2). By reducing classification one level across the facility before further optimizing ACHR), carbon emissions may be reduced by more than 45% in locations comparable to the grid composition in Houston, and utility costs drop more than 43% in locations with utility pricing comparable to San Diego over a 30-year lifecycle. Figure 2 shows the stark differences made by both utility rate and renewables within the grid supply depending on on-site location. Significant savings are possible without having to make any physical changes to HVAC equipment for existing facilities.
Reducing both leads to even greater energy savings.
The model was further explored for a site in Boston, evaluating the 30-year utility costs and the annual reductions in energy use, cooling tower water capacity, chiller capacity, and boiler capacity attributed to the GMP space. The results showed a minimum 15% improvement across the board by reducing ACHR one step alone (e.g., from upper to mid-range in the baseline classification) to upwards of 70% when employing reductions in both ACHR and room classification (Figure 3). This shows how important closure can be for existing facilities, but also new facilities because significantly lower loads translate to smaller equipment, such as air-handling units (AHUs), chillers, boilers, and cooling towers. It also provides opportunities for a more condensed overall footprint, as discussed in ‘Space Savings’ below.
Reducing both room classification and ACHR leads to the greatest potential energy savings and a more environmentally sustainable process.
These changes provide an opportunity to reduce utility infrastructure, leading directly to CapEx savings. In addition, for facilities striving to fully electrify utilities as part of corporate carbon reduction targets, the load reductions provided by declassification and reduced ACHR can help mitigate the effects of greater emergency generator and switchgear capacity needs (e.g., natural gas to electric boilers/heat pumps).
AHU zoning nuance
It should be noted, that AHUs have to be segregated when reducing ACHR non-uniformly to gain the maximum savings. Otherwise, you lose the benefit when spaces with lower rates use the same AHU as spaces that have to retain higher rates (e.g., improper zoning and/or control strategy mixing a 40 ACHR zone with a 6 ACHR zone). This can be further compounded by AHUs supporting both HEPA and non-HEPA-filtered spaces and having to accommodate the higher fan static pressure of the former for both spaces. This may result in additional costs for existing facilities to allow segregation if it’s not already designed with this in mind. AHUs should generally be separated by relative ACHR and space filtration needs, otherwise, much of the energy and cost savings can’t be realized. On the other hand, declassification of collective similar spaces (e.g., all CNC spaces) allows for a desegregation approach since you don’t have to maintain different levels of ACHR or zoning divisions with proper closure. Therefore, spaces that need to remain at higher ACHR should be isolated to keep the highest ACHR units as small as possible.
Lower filtration requirements reduce energy consumption.
Reducing classification to CNC removes the need for HEPA filters, replacing them with less-expensive MERV 13 filters. Eliminating HEPA filtration creates energy savings by reducing the static pressure of the HVAC system. The level of filtration needed—and the energy used—is reduced when room classification is downgraded. For new facilities, the extent of coverage is also reduced, providing an opportunity to minimize ductwork and filtration capacity by designing to lower classifications. This can also lessen maintenance needs and the challenge of replacing faulty HEPA filters in active cleanrooms, which typically incurs a shutdown.
Space savings
Lowering all spaces to grade D or CNC reduces or eliminates the need for gowning, removes airlocks, and lowers the need for additional corridors. Our model demonstrates that lowering classified spaces by one grade across the manufacturing space due to process closure immediately reduces space requirements by 10–15%, even before optimizing the equipment layout within the rooms themselves (Figure 4). This is yet another ripple effect of closing the process and the advantages it can bring to new and existing facilities, including reducing scope 3 emissions (e.g., by eliminating or vastly reducing gowning materials), and improving overall productivity by avoiding the time necessary for gowning and transitioning through airlocks. Removing classified spaces opens up the possibility of increasing facility production capacity or reducing the overall facility footprint— potentially preserving natural habitats or allowing for outdoor amenity spaces—by using spaces that were typically reserved for cleanrooms airlocks and access corridors.
By removing cleanroom conventions, declassified spaces become more adaptable, converting a tightly controlled footprint to ballroom manufacturing. The facility could even be adapted for non-manufacturing reuse, such as a market or a school, at the end of life.
This provides flexibility to apply to other modalities—even in the same facility.
Our model represents facilities manufacturing mAbs. The same concepts can be applied to other modalities within the same facility. A closed process in a CNC space can be designed in such a way as to handle multiple modalities simply by swapping equipment in and out. This is the ultimate facility design goal, a truly sustainable, flexible facility that could produce an mAb one day and an ATMP the next.
Conclusions
Our model of a hypothetical biomanufacturing GMP space demonstrates how process closure offers biomanufacturers an excellent opportunity to meet their ambitious sustainability goals, primarily by reducing cleanroom classifications. Fixing what is broken—the cost of taking an overly cautious approach to facility design to meet perceived regulatory risks—can significantly lower energy and water use, reduce carbon footprint, reduce operating expenses, and make for smaller facilities. It does this while addressing regulatory risks and maintaining the protection of drug products. Our comparison of manufacturing operations highlights the extent of the savings in carbon emissions and utility use with closed processing compared to traditional processing.
References
- Page-Belknap Z. Which is more sustainable: stainless steel or single-use systems? Available at: https://www.crbgroup.com/insights/biotechnology/sustainable-stainless-steel-or-single[1]use-systems. Accessed November 21, 2023.
- ICH Q7 Good Manufacturing Practice Guide for Active Pharmaceutical Ingredients (November 2000). Available at: https://database.ich.org/sites/default/files/Q7%20Guideline.pdf. Accessed November 21, 2023.
- BioPhorum Closure Playbook. Closure Playbook - introduction - BioPhorum Operations Group Chapter 2: Closure Playbook - regulatory considerations - BioPhorum Operations Group Closure Playbook—glossary of key terms, abbreviations and acronyms - BioPhorum Operations Group
- Galitsky C, Chang S, Worrell E, Masanet E. Energy efficiency improvement and cost saving opportunities for the pharmaceutical industry. 2008. Available at: https://www.energystar. gov/sites/default/files/buildings/tools/Pharmaceutical_Energy_Guide.pdf. Accessed November 22, 2023.
- BioPhorum. BioPhorum environmental sustainability roadmap 2022. Available at: https:// www.biophorum.com/download/biophorum-environmental-sustainability-roadmap/. Accessed November 21, 2023.
- Johnson J, Probst S, Palberg T, et al. Challenging the cleanroom paradigm for biopharmaceutical manufacturing of bulk drug substances. BioPharm International. 2011;24(8). Available at: https://www.biopharminternational.com/view/challenging-cleanroom-paradigm-biopharmaceutical-manufacturing-bulk-drug-substances. Accessed November 21, 2023.
- Ashrae. Ashrae design guide for cleanrooms. Available at: https://www.ashrae.org/technical-resources/bookstore/ashrae-design-guide-for-cleanrooms. Accessed November 21, 2023.
- Torabifar B, Wing G. Air change rate reduction during operation: Success at Roche/Genentech. Pharmaceutical Engineering. 2023;43(4):66–71.
- Farquharson GJ, Goldschmidt NA. Understanding cleanliness classifications for life science facilities. Pharmaceutical Engineering. 2017;37(2):38–42.
- Cleanroom Technology. How much air does a cleanroom need? Available at: https://www. cleanroomtechnology.com/news/article_page/How_much_air_does_a_cleanroom_ need/211549. Accessed November 21, 2023.
Author Details
Zach Page-Belknap - LEED Green Associate, Sustainability Specialist, CRB; Nick Dove, PE - LEED Green Associate, Mechanical Engineer, CRB; Rob Boulanger, PhD - Senior Biopharma, Specialist CRB
Dr. Rob Boulanger is a highly acclaimed and published biopharmaceutical scientist with expertise in process optimization and technology transfer at various production scales. Rob is a contributing author to the upcoming BioPhorum Closure Playbook. He implements his process and operational expertise in both a design and consulting role by supporting biopharma clients through their various growth stages. He’s been involved in vaccine production facilities for more than 15 years.
Zach Page-Belknap is a driving force for energy efficiency, alternative energy solutions, and sustainable design. His experience centers around the life sciences and biotech industries, with a background in process engineering, detailed design, facility start-up, validation services, and schematic design. Zach is a significant contributor to CRB’s Energy and Sustainability Community of Practice and a member of the International Society for Pharmaceutical Engineering. He has been honored for his outstanding participation and leadership within USGBC’s National Capital Region. Zach is the author of the CRB Insights article, Which is more sustainable: stainless steel or single-use systems?
Nick Dove is a mechanical engineer specializing in energy modeling. He has extensive experience in HVAC design, heating and cooling system load calculations, and mechanical piping systems. He’s provided mechanical design services for life sciences, food manufacturing, office spaces, and the public sector. Nick recently co-authored the article, How energy modeling can save your project millions.
Publication Details
This article appeared in American Pharmaceutical Review: Vol. 27, No. 3April 2024Pages: 19-25
Subscribe to our e-newsletters
Stay up to date with the latest news, articles, and events. Plus, get special
offers from American Pharmaceutical Review delivered to your inbox!
Sign up now!