Introduction
Process Analytical Technology (PAT) has been extensively applied to the manufacture of pharmaceuticals (drug products) and the typical choice of PAT platforms is principally spectroscopy, based mostly on the speed of analysis, ease of sampling, and operational simplicity. In the manufacture of drug substance, selectivity and sensitivity of the analytical platform are important for better characterization, understanding, and purging of impurities. HPLC (or UHPLC) is ubiquitous in laboratories (engineering, analytical and quality), and the regulatory compliance structure (quality system, SOPs, method transfer, etc.) for common tests is well-established. Also important is the proficiency of staff in the choice of technology for method transfer to a commercial-scale supply site.
There are few reports on development and utilization of process LC or UHPLC for API manufacture and many attempts went unreported. Prior knowledge about the use of process LC, in a chemical company, includes an application in the manufacturing of a compound in the mid 1980s. The application was successfully used for many years yet the operational success was mixed mostly due to instability of pump pressure (frequent reset of integration windows and pump rebuild) and reliability of filtration required for sampling of slurry. Since the early 1990s, the state-of-the-art HPLC instrumentation has significantly improved and its applications to biopharmaceutical processing, protein purification and water treatment have been implemented and reported 1-3. Recognizing UHPLC system reliability has been significantly improved. We purposefully selected, by means of six sigma tools, process UHPLC as one of PAT platforms with the focus on the development of a reliable sampling system.
Table 1. Summary of high level sampling system requirements
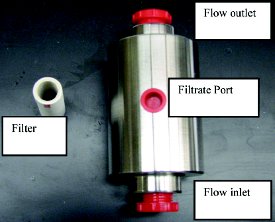 Figure 2. Tangential fl ow fi lter- axial fl ow path forces particle away from fi lter membrane wall minimizing fi lter clogging
Figure 2. Tangential fl ow fi lter- axial fl ow path forces particle away from fi lter membrane wall minimizing fi lter cloggingThe development of the sampling system was initiated by defining high level requirements as listed in Table 1. The requirements were then flushed out in operational details which were then shared and discussed with an instrument maker who provided a draft design. The design was then operationally reviewed, refined and finalized by our engineering colleagues prior to release of it for fabrication. The design of the system as depicted in Figure 1 utilizes a fast sampling loop recycling in/out of a reactor. In the sampling loop is a tangential filter (Figure 2) which provides a steady filtrate flow when there is an appropriate pressure differential across the membrane. The filtrate flow is returned to the process via fast sampling loop. The choice of tangential flow filter is to minimize risk for particle retention thus reducing risk for clogging of the filter.
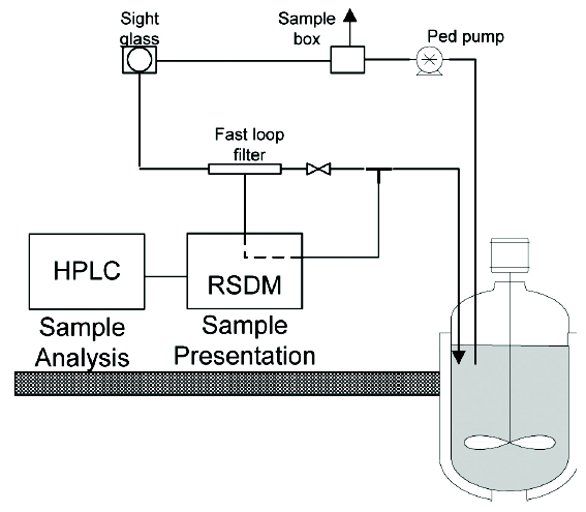 Figure 1. Typical Setup in Pilot Plant
Figure 1. Typical Setup in Pilot PlantThe sample dilution system (RSDM) utilizes two 6 port sample valves, typically used in chromatographic applications. These two valves are connected in ways to allow introduction of sample, standards, or cleaning solvent. The dilution is enabled by a fixed volume sample loop which is filled up by the filtrate coming from the tangential flow filter filtrate port. When the 6 port sample valve is actuated to ‘inject’ mode, the sample is pushed out by diluents to a mixing chamber. The amount of metered diluents is set in software menu, accessed via the UHPLC control system software. Figure 3 shows the accuracy of dilution which was achieved by using a fixed volume of sample loop and varying volume of diluents.
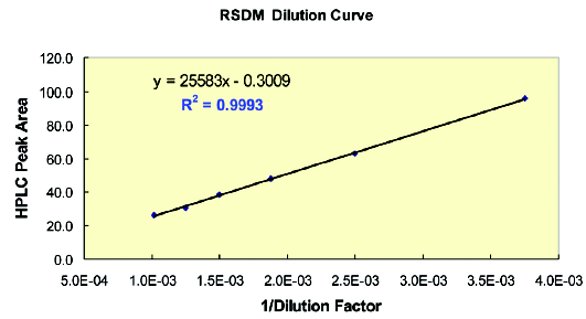 Figure 3. Sampling system dilution accuracy; sample loop size was 37.5 micro liter and the sample concentration was 100 g/L of an API in methanol
Figure 3. Sampling system dilution accuracy; sample loop size was 37.5 micro liter and the sample concentration was 100 g/L of an API in methanolThe RDSM, ‘sample dilutor’ system, is pneumatically operated by the control system of the chromatograph system, and the sample dilutor enclosure is heated by an ‘intrinsically’ safe heater which maintains RDSM enclosure temperature at elevated temperature. The design anticipates that most of the reliability issues would be in the sampling system so it is designed for on-site easy access and service; the sampling system can be serviced in a C1, D1 classified area safely. Sample prepared by RDSM is pneumatically conveyed to the process UHPLC providing the possibility of multiplexing several sampling locations.
The UHPLC system was tested for precision and accuracy in a full scale reactor in our pilot plant by using toluene and methanol. Shown in Figure 4 are three toluene concentrations in the reactor analyzed by the process UHPLC in real-time. Also included is the reproducibility of the system, upon repetitive injections of the same toluene/methanol solution in the reactor recycling in the fast sampling loop (denoted as RSD values). Methanol was then gradually added into the reactor and the corresponding decrease in toluene concentration is shown linearly with the volumetric addition of methanol. Samples were taken for off-line UHPLC analysis and results are shown as red dots.
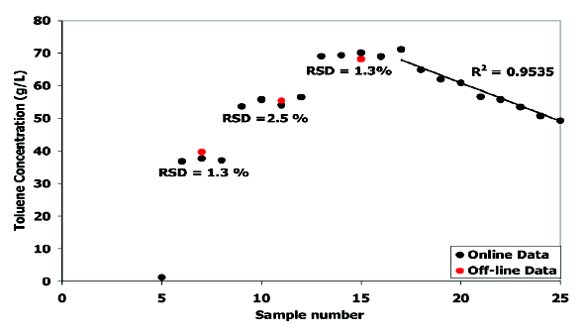 Figure 4.Three toluene in Methanol solutions were made up at 39.6 g/L, 55.3 g/L and 68.1 g/L in a full scale Pilot Plant reactor. Process UHPLC samples were taken every 16 minutes. Highlighted in red were results of samples taken for offl ine UHPLC analysis. Methanol was then charged to the reactor to eff ect dilution of toluene.
Figure 4.Three toluene in Methanol solutions were made up at 39.6 g/L, 55.3 g/L and 68.1 g/L in a full scale Pilot Plant reactor. Process UHPLC samples were taken every 16 minutes. Highlighted in red were results of samples taken for offl ine UHPLC analysis. Methanol was then charged to the reactor to eff ect dilution of toluene.The first process UHPLC application was for monitoring of super saturation of an API during anti-solvent crystallization for controlling crystal morphology. The first batch was conducted in our preparation laboratories. The super saturation of the API was monitored on-line and the concentration of the API in solution is plotted with processing time as shown in Figure 5.
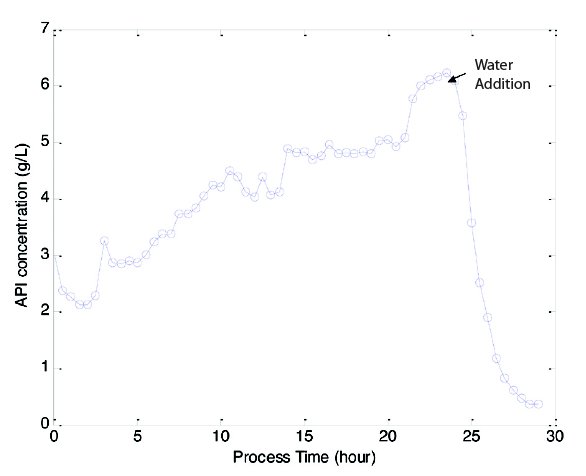 Figure 5. Trend chart of an API concentration during anti-solvent crystallization.
Figure 5. Trend chart of an API concentration during anti-solvent crystallization.The pilot plant batch of the anti-solvent crystallization of the API is trend charted in Figure 6.
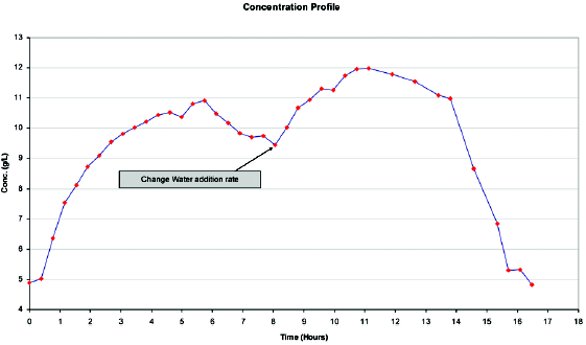 Figure 6. Anti solvent crystallization of the same API in Pilot Plant batch
Figure 6. Anti solvent crystallization of the same API in Pilot Plant batchOne of the more interesting test examples was the use of process UHPLC in the monitoring of noble metal catalysis of a reaction that must be done in a reactor completely purged of oxygen. The reaction required certain age time and unscheduled call-in of analytical staff to support off-line analysis of in-process samples.
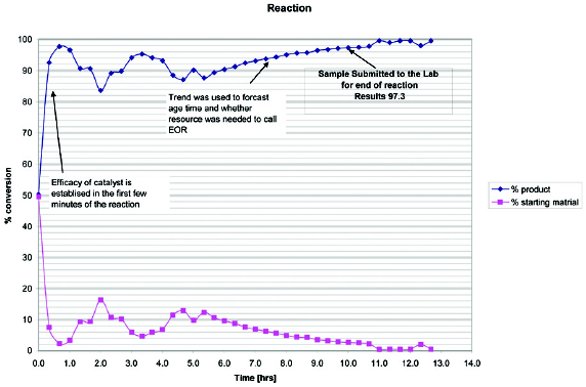 Figure 7. Trend chart of an oxygen sensitive catalytic reaction
Figure 7. Trend chart of an oxygen sensitive catalytic reactionIn the first few minutes of the reaction, efficacy of the oxygenfree environment was verified by the expected conversion of the reaction and the reaction thereafter was allowed to continue. The trend of the reaction also provided the data needed to predict age time. The EOR sample analyzed by the analytical lab is shown in the figure as labeled.
Of the possible chemistries tested with the process UHPLC system, one area where the sampling system will require further development is for sampling super saturated solution with a narrow super saturation window at a process temperature much higher than the temperature kept at the RSDM enclosure; in such scenarios, as the heated super saturated solution enters the sampling system, the solution would immediately become cloudy. A wider super saturation window would prevent precipitation and once the sample is diluted by diluents, risk of precipitation would be nil.
The enthusiastic adoption of the technology by project teams has given the needed pull for the technology. Demand for deployment of this platform has grown significantly and a second process UHPLC is being implemented. As we look into the future, process UHPLC is expected to play a big role in PAT for API processing. Furthermore, the expansion of its implementation to API commercial-scale supply sites will be effected to realize higher productivity and maximize knowledge gained.
Acknowledgements
The authors would like to thank Lizle Andaya, Camille Anderson,Frank Bernardoni, Rick Cooley*, Ike Diribe, Adam Fine, Sean Harrington, John Higgins, Joe Hinksmon, Joe Kukura*, Dennis Lalk, Jon McMullen, Keith O’Neill, Dale Robinson, John Roosa, Gert Thurau and George Zhou.
*Special thanks to Rick Cooley for the discussion of the sampling system and its design, and to Joe Kukura and Pilot Plants engineering staff for their leadership, commitment, and dedication.
Author Biographies
Elie Chaaya received his bachelor degree in Chemical Engineering from New Jersey College of Engineering in 2004. In 2005 he joined Merck, Union pilot plant engineering operation for 6 years before switching to the Process Analytical Technology group at Merck Rahway in 2011. While working, Elie obtained his Master’s Degree in chemical engineering in 2007. With his background in the pilot plant and the analytical skill he developed, Elie is a key contributor in getting the online HPLC to where it is right now. In addition, Elie is responsible for applications of online particle sizing and process Mass Spectrometer for drying.
Chuck Orella, Ph.D., is an Engineering Director and head of the Reaction Engineering Lab in the Chemical Process Development and Commercialization Department at Merck & Co., Inc. His area of expertise is reactions and separations, and his group supports new product development as well as technical consulting and support for in-line products. Closely aligned with his primary responsibilities, Chuck has a strong interest in in-situ analytical tools to enable more effective and rapid problem solving. Chuck received a BS from UC Santa Barbara, a Masters from the University of Delaware, and a Ph.D. from the University of Virginia in 1990, all in Chemical Engineering.
Zhihao Lin received his Ph.D. degree in chemistry from CPAC at University of Washington. After one year post doc study at Exxon Research & Engineering Co., he was employed by W.R. Grace Company. He later joined Merck Co. Currently he is a member of PAT group, responsible for developing and implementing PAT tools and methods for process development and manufacturing of pharmaceutical ingredients.
Tseng-En Hu, Ph.D., is Principal Scientist at Merck & Co. He received BS degree in Chemistry from National Tsing Hua University, Taiwan and Ph.D. in Chemistry from VPI&SU, Blacksburg, Va. Prior to joining Merck PAT group in 2008, he worked in the analytical technology division, as a department head, at Eastman Kodak Company in Rochester, NY. At Merck & Co., one of his primary roles is to help develop and implement PAT platforms for API processes.
References
- Anurag S. Rathore, Marcella Yu, Samuel Yeboah, Ashutosh Sharma, Case study and application of process analytical technology (PAT) towards bioprocessing: use of online High-Performance Liquid Chromatography (HPLC) for making Real-time pooling Decisions for Process Chromatography, 2008. Biotechnology and Bioengineering Vol. 100, No. 2, June 1, 306:316
- Cooley RE, Stevenson, CE. 1992. On-line HPLC as a process monitor in biotechnology, Process Control Qual 2:43-53.
- Cooley RE, private communication