Introduction
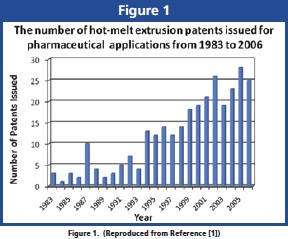
Hot-melt extrusion (HME) is the process of pumping raw materials with a rotating screw under elevated temperature through a die into a product of uniform shape. Although used for over half a century in the plastics industry, interest in HME techniques for pharmaceutical applications is growing rapidly with well over 100 papers published in the scientific literature in the last 12 years. Also, the number of HME patents issued for pharmaceutical systems has steadily increased since the early 1980’s with international scope (Figure 1) [1]. Within the chart below, the US and Germany hold approximately 28% of the patents each, while Japan makes up about 19% of the total.
 HME offers many advantages over other pharmaceutical processing techniques. Molten polymers during the extrusion process can function as thermal binders and act as drug depots and/or drug release retardants upon cooling and solidification. Solvents and water are not necessary thereby reducing the number of processing steps and eliminating time-consuming drying steps. A matrix can be massed into a larger unit independent of compression properties. The intense mixing and agitation imposed by the rotating screw cause de-aggregation of suspended particles in the molten polymer resulting in a more uniform dispersion. The process is thus continuous and efficient.
HME offers many advantages over other pharmaceutical processing techniques. Molten polymers during the extrusion process can function as thermal binders and act as drug depots and/or drug release retardants upon cooling and solidification. Solvents and water are not necessary thereby reducing the number of processing steps and eliminating time-consuming drying steps. A matrix can be massed into a larger unit independent of compression properties. The intense mixing and agitation imposed by the rotating screw cause de-aggregation of suspended particles in the molten polymer resulting in a more uniform dispersion. The process is thus continuous and efficient.
It has been estimated that as many as 40% of all new molecular entities have poor bioavailability because of low aqueous solubility. This percentage is likely increasing due to the advent of combinatorial chemistry and the importance of lipophilic receptors [2]. Formulation of such compounds for oral delivery presents one of the most frequent and formidable challenges to formulation scientists. HME has been used to improve the bioavailability of drug substances especially those having low water solubility by formation of molecular dispersions [3-6].
HME requires a pharmaceutical grade polymer that can be processed at relatively low temperatures due to the thermal sensitivity of many drugs. All components must be thermally stable at the processing temperature during the short duration of the heating process. Although this requirement may sometimes limit a pharmaceutical compound from HME processing, input of new techniques and equipment specifications over the last decade have expanded the list of actives not previously thought to be applicable for this emerging technology. Figure 2 summarizes the advantages and disadvantages of HME. This article will provide a brief overview on HME technology and its applications in pharmaceutical research.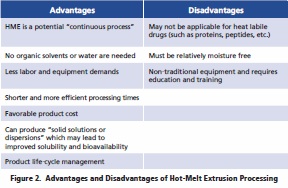
Equipment Principles of Extrusion and Process Technology
HME Equipment
Pharmaceutical-class extruders have evolved and adapted to mix drugs with carriers for various solid dosage forms as well as for the production of wet granulations. The major differences between a plastics extruder and a pharmaceutical-class extruder are the contact parts, which must meet regulatory requirements. Typically, the metallurgy of the contact parts must not be reactive, additive or absorptive with the product. In addition, the equipment is configured for the cleaning and validation requirements associated with a pharmaceutical environment. For example, some pharma extruders offer a ‘clam shell’ design for ease of access to the screw. Also, HME research at the lab scale has lead to the development of ‘mini’ extruders so that feasibility studies may be performed on small quantities of polymers and APIs. Otherwise, the unit operations performed for a pharmaceutical product is virtually identical to a plastics extrusion process.
Types of Extruders and Screw Design
Most pharmaceutical extrusion applications utilize ‘screw extrusion’ rather than ram extrusion due to better control of temperature profiles and product homogeneity. Thus unlike ram extrusion, a screw extruder provides more shear stress and intense mixing. At a minimum, a screw extruder consists of three distinct parts: a conveying system for material transport and mixing, a die system for extrudate formation and downstream auxiliary equipment for cooling, cutting or collecting the extruded product. Individual components within the extruder are the feed hopper, a temperature controlled barrel, a rotating screw, die and heating and cooling systems [7]. Standard process control and monitoring devices include zone temperature and screw speed with optional monitoring of torque, drive amperage, pressure and melt viscosity. Temperatures are normally controlled by electrical heating bands, and monitored by thermocouples. Basically, there are two types of screw extruders: 1) Single screw and 2) Twin screw.
The single screw extruder is the most widely used extrusion system in the world (especially for plastics). One screw rotates inside the barrel and is used for feeding, melting, devolatilizing and pumping. However, once screws are reduced to less than 18 mm, the screw becomes weak and solids transportation is far less reliable. To overcome these shortcomings, a vertical screw, driven from the discharge end, may be used.
Twin-screw extruders, employed increasingly in pharma applications, utilize two screws usually arranged side by side. The use of two screws allows a number of different configurations to be obtained and imposes different conditions on all zones of the extruder, from the transfer of material from the hopper to the screw, all the way to the metered pumping zone [8]. In a twin-screw extruder, the screws can either rotate in the same (corotating extruder) or the opposite (counter-rotating extruder) direction. Generally, counter-rotating twin-screw extruders suffer from disadvantages of potential air entrapment, high-pressure generation, and low maximum screw speeds and output, and are thus not used routinely for pharma applications. Co-rotating twinscrew extruders on the other hand are generally of the intermeshing design, and are thus self-wiping [9]. They are industrially the most important type of extruders and can be operated at high screw speeds and achieve high outputs, while maintaining good mixing and conveying characteristics. Twin-screw extruders have several advantages over single screw extruders, such as easier material feeding, high kneading and dispersing capacities, less tendency to over-heat and shorter transit time.
In an extrusion process, the dimensions of the screws are given in terms of L/D ratio, which is the length of the screw divided by the diameter. Typical extrusion process lengths are in the 20 to 40:1 L/D range, or longer. Extruder residence times are generally between 5 seconds and 10 minutes, depending upon the L/D ratio, type of extruder, screw design and how it is operated. The size of an extruder is generally described based on the diameter of the screw used in the system, i.e., 16 – 27 mm extruder (pilot scale) as compared with a 60 mm extruder (production scale) [10]. The screw is typically divided into three sections along the length of the barrel: feeding, melting or compression, and metering. The die is attached at the end of the barrel. The shape of the die dictates the physical form or shape of the extrudate. A wide variety of downstream systems are available following the extrusion process. Pellets or shapes may be extruded and wound or cut-to-length. Co-extrusion allows the possibility of complex properties from a single structure, which can be beneficial for time-release products [11]. Film and lamination systems are used to combine melt extrusion with substrates for transmucosal and transdermal applications. For film applications, chill rolls and torque winders are used to rapidly cool and collect the extrudate. Film thickness can be adjusted by changing the die opening, the mass flow rate introduced into the extruder, screw speed, the rotation speed of the chill rolls, or the torque winder.
The efficiency of the melting process depends on the polymer properties and the extruder design. Thermoplastic polymers primarily exist in a molten state when entering the metering section. The mass flow rate of the extrudate is highly dependent upon the channel depth and the length of the metering section. In general, polymers with low melt viscosities and high thermal conductivities exhibit a more efficient melting process. Changes in the screw design are sometimes warranted to improve the melting process and improve mass flow through the extruder. Solidified polymer components can block the channel if melting is incomplete and result in a surge of material around the blockage. Differential scanning calorimetry, thermogravimetric analysis and gel permeation chromatography are often used to monitor polymer stability. Plasticizers, antioxidants, thermal lubricants and other additives are often included in the formulation to address stability issues [12].
Applications of HME
In recent years, several research groups have demonstrated HME as an innovative and viable approach to produce various pharmaceutical drug delivery systems in the field of formulation such as pellets [13,14], granules [15-17], immediate and modified release tablets [18-21], oral fast dissolving systems [22], transdermal [23-26] and transmucosal delivery systems [27-33], transungual delivery systems [34,35] and implants [36-38].
HME technology has proved its potential in producing various solid dosage forms, providing the flexibility to modify drug release as required. This part of the article will focus on various HME applications in drug delivery through oral, transdermal, transmucosal, transungual, and other routes of administration.
Oral Drug delivery
A United States patent, McGinity et al. has disclosed a novel method of preparing effervescent granules utilizing hot-melt extrusion techniques [17,39,40]. The granules were prepared by hot-melt extruding an acidic and an alkaline agent coupled with a hot-melt extrudable binder (melting/softening point temperature less than 150°C), which was capable of forming a eutectic mixture with the acidic agent. The granules thus produced demonstrated a controllable rate of effervescence [17]. Additionally, hot-melt extrusion has been utilized to enhance the dissolution rate of the actives by preparing solid dispersions for immediate and sustained release applications. Sun Yunzhe et al. prepared a semi-solid capsule containing nimodipine solid dispersion prepared by HME technology [41]. The bioavailability study of this HME formulation in the capsule conducted in beagle dogs exhibited similar bioavailability to a referenced product. However, time to reach peak concentration was much faster for the HME product than the reference formulation. In this study authors have demonstrated that the combination of a solid dispersion technique and semi-solid filling into the capsule not only produced a rapid and pH-independent release of the drug, but also prevented recrystallization of the drug in the matrix. The above examples illustrate the fact that the choice of excipients is of utmost importance in designing HME dosage forms with fast or immediate release characteristics.
Enteric and Sustained Release
The solid state properties of two solid dispersion formulations prepared by HME and co-precipitation (CP) processes, were evaluated by Dong et al. [42]. Hypromellose acetate succinate (HPMC-AS), an enteric coating material for enteric or sustained release properties was used in this study. Both of the processes produced amorphous solid dispersions of the model drug. However, specific surface area was higher for the product prepared by CP than HME, which was attributed to higher porosity and a rougher particle surface. Because of its high surface area, the dissolution rate was faster for the CP product, but the intrinsic dissolution rate was higher for the HME product. In addition, the HME dispersion exhibited superior physical stability over that prepared by CP. These studies demonstrate the feasibility of utilizing the HME technique in tailoring drug release and its potential superiority in eclipsing performance over conventional processing techniques.
Controlled Release
Fukuda, Peppas and McGinity investigated the influence of sodium bicarbonate on the physicochemical properties of controlled release HME tablets containing ammonio methacrylate copolymer, Type B (MAC RS PO) and/or amino methacrylate copolymer (MAC E PO) [43]. In this study, acetohydroxamic acid and chlorpheniramine maleate were used as the model drugs. The authors studied the drug release properties and buoyancy in the dissolution media for both HME and directly compressed (DC) tablets by incorporating sodium bicarbonate into the tablet. The HME tablets prepared from the powder blend containing both MAC RS PO and sodium bicarbonate demonstrated sustained release properties. In addition, the tablets floated on the surface of the dissolution media for up to 24h. The cross-sectional morphology of the hot-melt extruded tablets exhibited a porous structure, reportedly due to carbon dioxide gas generation resulting from thermal decomposition of sodium bicarbonate in the softened acrylic polymers at elevated temperature during processing. On the contrary, the DC tablets exhibited rapid drug release in the dissolution media and did not demonstrate any buoyancy. The drug release rate from floating HME tablets was controlled by both the incorporation of MAC E PO into the matrix tablet and the diameter of the die utilized in the extrusion equipment. Deng, et al recently reported the controlled release of promethazine HCl from hot-melt extrudates in which the release rate of the drug from polyethylene oxide matrices was sustained when incorporated with increasing concentrations of MAC RS PO [44].
HME and Advanced Technologies
In the recent decade, drug particle engineering, utilizing nanotechnology, has gained much interest to improve the solubility limitations of poorly soluble drug compounds. However, it is associated with several limitations such as particle aggregation, morphological instability, and poor wettability. Miller and co-workers [45] demonstrated the suitability of HME as a novel and viable approach for nanoparticle engineering by overcoming the above mentioned limitations. The focus of this investigation was to elucidate whether the shear generated during extrusion would deaggregate and disperse the micronized particles into a hydrophilic polymer matrix, without solubilizing or altering the properties of the drug particles. The concept was evaluated by developing itraconazole (ITZ)-polyvinyl pyrrolidone (PVP) and ITZ-hydroxypropyl methyl cellulose (HPMC) microparticles, subsequently dispersed in a polymer carrier system composed of poloxamer 407 and polyethylene oxide (PEO)-200M (7:3 ratio) utilizing a melt extrusion technique. From SEM imaging, authors have provided visual confirmation and demonstrated that HME did not alter the morphology of the engineered particles and that they were homogeneously dispersed within the polymer carrier system. Moreover, drug release studies performed revealed that the dissolution rate of the micronized particles was improved by HME due to particle deaggregation and enhanced wetting. However, the selection of a carrier system and optimization of operating conditions during the extrusion process were considered the critical steps utilizing this methodology. It was determined that the two extruded formulations performed similarly in their in vivo rat model, per oral dosing, as confirmed by their statistically similar AUC values. Recently, Maddineni, et al demonstrated that a single polymer, PVP VA 64 (75%) and a model drug, nifedipine (25%), can be extruded into stable extrudates without any other additives [46]. Figure 3 demonstrates the amorphous binary product at three different maximum temperature profiles, which were demonstrated to be physically stable for up to 4 months.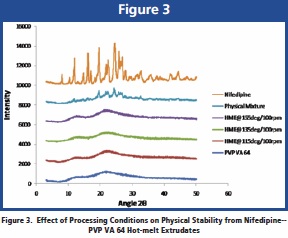
Trans-Drug Delivery Systems
Repka et al developed thin, flexible and opaque hydroxypropyl cellulose (HPC) films containing several hydrophobic (triethyl citrate (TEC), acetyltributyl citrate (ATBC) or hydrophilic (polyethylene glycol (PEG) 400, PEG 8000) plasticizers and two model drugs (chlorpheniramine maleate and hydrocortisone) using a 1 inch single-screw extruder [25]. The authors recommended the inclusion of a plasticizer in the extruded HPC films since they observed generation of unwarranted torque levels on the instrument when no plasticizer was utilized. However, more recently the same researchers have demonstrated that HPC, as well as other polymers, may be successfully extruded without the use of plasticizers [47].
A pioneering technique for the determination of bioadhesion of transdermal films to the human epidermis was demonstrated by Repka and McGinity [27]. Bioadhesion testing of the HME films, containing HPC with various formulation additives, was carried out using a mechanical testing apparatus. It was found that force of adhesion, elongation at adhesive failure, and modulus of adhesion were a function of the type of additive. The in vivo testing revealed that the HPC films containing 5% polycarbophil exhibited the highest force of adhesion and elongation at adhesive failure than other films tested. This study also demonstrated that a bioadhesive film with simple, single layer matrix could be prepared by HME, without a separate adhesive layer.
Transmucosal Drug Delivery
Transmucosal delivery is particularly advantageous for poorlywater soluble drugs and those which undergo extensive first-pass metabolism. Repka and co-workers extensively investigated the hot-melt extrusion technique as an incisive means for developing numerous formulations containing various drug molecules for delivery through the buccal route [29-31,33,48-50].
Polymeric films intended for oral or transmucosal delivery should be flexible, elastic and soft, yet sufficiently bioadhesive to withstand the mechanical stress of the oral cavity. Prodduturi et al. developed clotrimazole (CT) polymeric films utilizing different molecular weights of hydroxypropyl cellulose (HPC- JF, GF and MF) [48] and polyethylene oxide (PEO N-80 and PEO N-750) [31]. Both the polymeric systems exhibited zero order drug release and release rate was dependent on the molecular weight of the polymer. The drug release rate constant and release mechanism were independent of % of drug loading. Thus, size of the dosage form and/or release of the drug from extruded film could be tailored by altering the drug load without affecting release mechanism. Also, it was determined that at a minimum of a 55:35 ratio of polymers (HPC/PEO) produced optimal long term stability of the API. These data are obviously germane for the development of successful controlled release dosage forms. Influence of physicomechanical properties of vitamin E TPGS, an amphiphilic molecule, as a formulation additive on the properties of hydrophilic films was studied by Repka and McGinity [28]. Vitamin E TPGS functioned as a plasticizer since a linear decrease in glass transition temperature of the films, containing either a 50:50 or 80:20 ratio of HPC to PEO, with increasing concentrations of Vitamin E TPGS (1, 3, and 5%) was observed. The reported effect was comparable to other conventional plasticizers. In addition, vitamin E TPGS was found to be an excellent processing aid, by decreasing barrel pressure, drive amps, and torque of the extruder.
Transungual Drug Delivery
One of the major challenges for transungual drug delivery systems is the adherence of the dosage form to the infected or diseased nail. Lacquers have been developed for treatment of nail fungal infections but have had little success due to their failure to withstand the physical damage, or more importantly, to allow a sustained release of the API via this system. In order to overcome the shortcomings of the existing delivery systems, Repka et al. developed formulations and processes for topical delivery of ketoconazole from PEO films prepared by hot-melt extrusion technology for the treatment of onychomycosis in fingernails or toenails [51]. Mididoddi et al. demonstrated the use of tartaric acid (TTA) as an effective plasticizer in hot-melt extruded HPC films containing ketoconazole [34]. In a subsequent study, Mididoddi and co-workers showed that ketoconazole-HPC films applied on etched human nails treated with a phosphoric acid (PA) gel demonstrated significantly higher peak adhesive force and work of adhesion compared to the control human nails at various contact times. Thus HME has been identified as a viable approach in producing stable films with superior bioadhesion and better permeation characteristics for sustained delivery of drugs across the infected nail surface.
Implants
In an interesting study, a sustained release contraceptive vaginal ring was designed and manufactured utilizing a combination of single-screw and twin-screw hot-melt extruders [52]. The contraceptive vaginal ring consisted of two steroids (etonogestrel and ethinyl estradiol) present in the molecularly dissolved state in a coaxial fiber made up of two types of polyethylene vinyl acetate (EVA) copolymers. The micronized steroid drugs were blended with the core EVA polymer and processed with a twin-screw extruder at 125°C. The strands arising from the twin-screw extruder were then cooled to room temperature and granulated using a strand granulator to obtain steroid loaded pellets. For the preparation of the coaxial fibers, co-extrusion installation was used wherein the two separate single-screw extruders were used to melt the steroid-core polymer granules and membrane polymer at temperatures above 110°C. The molten polymer strands were then delivered by gear pumps to a spinneret to form a coaxial fiber. This study demonstrated the application of hot-melt extrusion in manufacturing structurally and functionally more intricate dosage forms like the vaginal ring, incorporated with more than one API.
Conclusion
Hot-melt extrusion technology is an increasingly attractive process for the manufacture of various drug delivery systems. The literature published in this field so far reveals many interesting aspects such as fast dispersing systems, floating systems, complex formation within the melt, and nanoparticle engineering combined with melt extrusion technology. Many of the pharmaceutical products prepared utilizing this technique has been approved in the United States, Europe, and Asia. The drug being embedded in the carrier matrices as a solid dispersion/solution may allow for sustained or controlled release applications and dissolution rate improvement. Moreover, improved bioavailability has been achieved which demonstrates the value of HME as a powerful drug delivery technology. Although several researchers have been successful in employing HME to formulate many thermolabile molecules, exploitation of innovative pharma equipment design, new custom designed polymers and novel processing approaches continues for the development of even more efficient drug delivery systems.
References
1. Crowley MM, Zhang F, Repka MA, Thumma S, Upadhye SB, Battu SK, McGinity JW, Martin C 2007. Pharmaceutical applications of hot-melt extrusion: part I. Drug Dev Ind Pharm 33(9):909-926.
2. Kerns EH 2001. High throughput physicochemical profiling for drug discovery. J Pharm Sci 90(11):1838-1858.
3. Breitenbach J, Magerlein M. 2003. Melt extruded molecular dispersions. In Ghebre-Sellassie I, Martin C, editors. Pharmaceutical Extrusion Technology, ed.: Marcel Dekker, Inc.
4. Forster A, Hempenstall J, Rades T 2001. Characterization of glass solutions of poorly water-soluble drugs produced by melt extrusion with hydrophilic amorphous polymers. J Pharm Pharmacol 53(3):303-315.
5. Kinoshita M, Baba K, Nagayasu A, Yamabe K, Shimooka T, Takeichi Y, Azuma M, Houchi H, Minakuchi K 2002. Improvement of solubility and oral bioavailability of a poorly water-soluble drug, TAS-301, by its melt-adsorption on a porous calcium silicate. J Pharm Sci 91(2): 362-370.
6. Ndindayino F, Vervaet C, van den Mooter G, Remon JP 2002. Direct compression and moulding properties of co-extruded isomalt/drug mixtures. Int J Pharm 235(1-2):159-168.
7. Griff AL. 1968. Plastics Extrusion Technology. 2nd Edition ed., Malabar: Robert E. Krieger Publishing Company. p 1-35.
8. Mollan M. 2003. Historical Overview. In Ghebre-Sellassie I, Martin C, editors. Pharmaceutical Extrusion Technology, ed., New York, Ny: Marcel Dekker, Inc. p 1-18.
9. Breitenbach J 2002. Melt extrusion: from process to drug delivery technology. European Journal of Pharmaceutics and Biopharmaceutics 54:107-117.
10. Steiner R. 2003. Extruder design. In Ghebre-Sellassie I, Martin C, editors. Pharmaceutical Extrusion Technology Drugs and the Pharmaceutical Sciences, ed., New York: Marcel Dekker, Inc. p 19-38.
11. Ghebre-Sellassie I, Martin C. 2003. Future Trends. Pharmaceutical Extrusion Technology Drugs and the Pharmaceutical Sciences, ed., New York: Marcel Dekker. p 383-392.
12. McGinity JW, Zhang F. 2003. Melt-Extruded Controlled- Release Dosage forms. In Ghebre-Sellassie I, Martin C, editors. Pharmaceutical extrusion technology, ed., New York: Marcel Dekker. p 183-208.
13. Follonier N, Doelker E, Cole ET 1994. Evaluation of hot-melt extrusion as a new technique for the production of polymerbased pellets for sustained release capsules containing high loadings of freely soluble drugs. Drug Dev Ind Pharm 20(8):1323-1339.
14. Young CR, Koleng JJ, McGinity JW 2002. Production of spherical pellets by a hot-melt extrusion and spheronization process. Int J Pharm 242(1-2):87-92.
15. Liu J, Zhang F, McGinity JW 2001. Properties of lipophilic matrix tablets containing phenylpropanolamine hydrochloride prepared by hot-melt extrusion. Eur J Pharm Biopharm 52(2):181-190.
16. McGinity JW, Koleng JJ. 1997. Preparation and Evaluation of Rapid-Release Granules using a Novel Hot-Melt Extrusion Technique. Abstracts of Papers. Part 2. Pharmaceutical Technology Conference, Athens, Greece, p. 153-154.
17. Robinson JR, McGinity JW. Delmas P., 2003. Effervescent granules and methods for their preparation; United States Patent #6,649,186, November 18, 2003.
18. Crowley MM, Zhang F, Koleng JJ, McGinity JW 2002. Stability of polyethylene oxide in matrix tablets prepared by hot-melt extrusion. Biomaterials 23(21):4241-4248.
19. McGinity JW, Zhang F. 2. Hot-melt extrudable pharmaceutical formulation; United States Patent #6,488,963, December 3, 2002.
20. Zhang F, McGinity JW 1999. Properties of sustained-release tablets prepared by hot-melt extrusion. Pharm Dev Technol 4(2):241-250.
21. Zhang F, McGinity JW 2000. Properties of hot-melt extruded theophylline tablets containing poly(vinyl acetate). Drug Dev Ind Pharm 26(9):931-942.
22. Sherry R. 2007. Granules comprising paracetamol, a NSAID and a sugar alcohol made by melt extrusion. ed.: Reckitt Benckiser Healthcare (UK) Limited
23. Rocca JCG. 1993. Stability and Physical-mechanical Properties of Acrylic Resin Copolymers. ed., Austin: University of Texas at Austin.
24. Aitken-Nichol C, Zhang F, McGinity JW 1996. Hot melt extrusion of acrylic films. Pharm Res 13(5):804-808.
25. Repka MA, Gerding TG, Repka SL, McGinity JW 1999. Influence of plasticizers and drugs on the physical-mechanical properties of hydroxypropylcellulose films prepared by hot melt extrusion. Drug Dev Ind Pharm 25(5):625-633.
26. Repka MA, McGinity JW 2001. Influence of chlorpheniramine maleate on topical hydroxypropylcellulose films produced by hot-melt extrusion. Pharm Dev Technol 6(3):297-304.
27. Repka MA, McGinity JW 2000. Physical-mechanical, moisture absorption and bioadhesive properties of hydroxypropylcellulose hot-melt extruded films. Biomaterials 21(14):1509-1517.
28. Repka MA, McGinity JW 2000. Influence of vitamin E TPGS on the properties of hydrophilic films produced by hot-melt extrusion. Int J Pharm 202(1-2):63-70.
29. Thumma S, Majumdar S, Elsohly MA, Gul W, Repka MA 2008. Chemical stability and bioadhesive properties of an ester prodrug of Delta(9)-tetrahydrocannabinol in poly(ethylene oxide) matrices: Effect of formulation additives. Int J Pharm 362(1-2):126-132.
30. Repka MA, Gutta K, Prodduturi S, Munjal M, Stodghill SP 2005. Characterization of cellulosic hot-melt extruded films containing lidocaine. Eur J Pharm Biopharm 59(1):189-196.
31. Prodduturi S, Manek RV, Kolling WM, Stodghill SP, Repka MA 2005. Solid-state stability and characterization of hot-melt extruded poly(ethylene oxide) films. J Pharm Sci 94(10):2232-2245.
32. Munjal M, Elsohly MA, Repka MA 2006. Polymeric systems for amorphous Delta9-tetrahydrocannabinol produced by a hot-melt method. Part II: Effect of oxidation mechanisms and chemical interactions on stability. J Pharm Sci 95(11):2473-2485.
33. Munjal M, Stodghill SP, Elsohly MA, Repka MA 2006. Polymeric systems for amorphous Delta 9-tetrahydrocannabinol produced by a hot-melt method. Part I: chemical and thermal stability during processing. J Pharm Sci 95(8):1841-1853.
34. Mididoddi PK, Prodduturi S, Repka MA 2006. Influence of tartaric acid on the bioadhesion and mechanical properties of hot-melt extruded hydroxypropyl cellulose films for the human nail. Drug Dev Ind Pharm 32(9):1059-1066.
35. Mididoddi PK, Repka MA 2007. Characterization of hot-melt extruded drug delivery systems for onychomycosis. Eur J Pharm Biopharm 66(1):95-105.
36. Sam AP 1992. Controlled release contraceptive devices: a status report. J Control Release 22:35–46.
37. Bhardwaj R, Blanchard J 1997. In vitro evaluation of Poly (d, l-lactide-co-glycolide) polymer-based implants containing the alpha-melanocyte stimulating hormone analog, Melanotan-I. J Control Release 45(1):49-55.
38. Bhardwaj R, Blanchard J 1998. In vitro characterization and in vivo release profile of a poly (,-lactide-co-glycolide)- based implant delivery system for the [alpha]-MSH analog, melanotan-I. Int J Pharm 170(1):109-117.
39. Robinson JR, McGinity JW, Delmas P. 2001. Effervescent granules and methods for their preparation; WIPO, WO/2001/080822.
40. McGinity JW, Robinson JR. 2001. Efferevescence polymeric film drug delivery system; United States patent application 20010006677.
41. Sun Y, Rui Y, Wenliang Z, Tang X 2008. Nimodipine semi-solid capsules containing solid dispersion for improving dissolution. Int J Pharm 359(1-2):144-149.
42. Dong Z, Chatterji A, Sandhu H, Choi DS, Chokshi H, Shah N 2008. Evaluation of solid state properties of solid dispersions prepared by hot-melt extrusion and solvent co-precipitation. Int J Pharm 355(1-2):141-149.
43. Fukuda M, Peppas NA, McGinity JW 2006. Floating hot-melt extruded tablets for gastroretentive controlled drug release system. J Control Release 115(2):121-129.
44. W. Deng, J. Lu, S. Maddineni, T. Hingorani, S. Majumdar, Repka, MA. Influence of Eudragit RS PO and Processing Conditions of Hot-Melt Extrusion on Drug Stability and Dissolution Properties. American Association of Pharmaceutical Scientists Annual Meeting, Los Angeles Convention Center, Los Angeles, CA, November 8-12, 2009; Accepted for Presentation.
45. Miller DA, McConville JT, Yang W, Williams RO, III, McGinity JW 2007. Hot-melt extrusion for enhanced delivery of drug particles. J Pharm Sci 96(2):361-376.
46. S. Maddineni S. Battu, K. Kolter, N. Langley, M. A. Repka. Effect of Processing Conditions on Stability and Drug Release from Nifedipine--Kollidon® VA 64 Hot-Melt Extrudates. American Association of Pharmaceutical Scientists Annual Meeting, Los Angeles Convention Center, Los Angeles, CA, November 8-12, 2009; Accepted for Presentation.
47. Repka MA, Repka, Staci L., McGinity, James W. 2002. Bioadhesive hot-melt extruded film for topical and mucosal adhesion applications and drug delivery and process for preparation thereof; United States Patent #6,375,963, April 23, 2002.
48. Prodduturi S, Manek RV, Kolling WM, Stodghill SP, Repka MA 2004. Water vapor sorption of hot-melt extruded hydroxypropyl cellulose films: effect on physico-mechanical properties, release characteristics, and stability. J Pharm Sci 93(12):3047-3056.
49. Repka MA, ElSohly MA, Munjal M, Ross SA 2006. Temperature stability and bioadhesive properties of delta9- tetrahydrocannabinol incorporated hydroxypropylcellulose polymer matrix systems. Drug Dev Ind Pharm 32(1):21-32.
50. Repka MA, Prodduturi S, Stodghill SP 2003. Production and characterization of hot-melt extruded films containing clotrimazole. Drug Dev Ind Pharm 29(7):757-765.
51. Repka MA, Mididoddi PK, Stodghill SP 2004. Influence of human nail etching for the assessment of topical onychomycosis therapies. Int J Pharm 282(1-2):95-106.
52. van Laarhoven JA, Kruft MA, Vromans H 2002. In vitro release properties of etonogestrel and ethinyl estradiol from a contraceptive vaginal ring. Int J Pharm 232(1-2):163-173.
Michael A. Repka is Chair and Associate Professor of the Department of Pharmaceutics at The University of Mississippi. His research interests include oral transmucosal/transdermal/trans-nail delivery systems, as well as stabilization and controlled-release of conventional and novel drug delivery systems. A primary focus of his research is toward the delivery of poorly-soluble drugs via Hot-Melt Extrusion Technology. He is the organizer and speaker for a Full Symposium on Melt Extrusion technology scheduled at AAPS 2009. He has also been invited to present at the 7th World Meeting on Pharmaceutics, Biopharmaceutics and Pharmaceutical Technology in March 2010, to be held in Malta.