Genzyme is a global biopharmaceutical company with 7 major approved products and serving patients in more than 100 countries. Genzyme has substantial experience in medical, clinical and regulatory affairs. In April 2011, Genzyme became a wholly owned company of Sanofi, one of the world’s largest pharmaceutical companies. Sanofi’s portfolio of products includes: prescription medicines, vaccines, generics, consumer health care, and animal health. Genzyme is Sanofi’s global center of excellence in rare diseases and multiple sclerosis (MS). Genzyme’ major marketed therapeutic products: specific recombinant enzymes for the treatment of the rare, genetic, lysosomal storage disorders (Gaucher, Fabry, MPSI and Pompe disease), a recombinant protein hormone for use in the management of thyroid cancer and a recently approved oral therapy for Multiple Sclerosis (MS). Genzyme has another late stage product for the treatment of MS and an innovative, late stage product in the field of familial hypercholesterolemia.
In Geel, Belgium, Genzyme has a manufacturing facility designed to produce therapeutic protein products through cell culture as schematically presented in Figure 1. It is a multi-product facility with batch/fed-batch production capacity for monoclonal antibodies and continuous/perfusion capacity for enzymes.
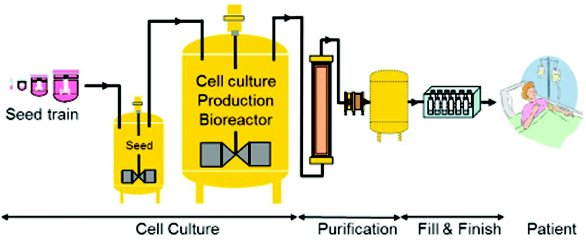 Figure 1. Schematic overview of manufacturing process for therapeutic proteins.
Figure 1. Schematic overview of manufacturing process for therapeutic proteins.The main product is recombinant alpha-glucosidase, the enzyme replacement therapy for Pompe disease, a rare genetic, often fatal, disease of the muscle. Regulatory approval for commercial production of this enzyme at the site was received in 2009-2010 for the EU, Japan, Canada, US and Brazil. Genzyme in Geel is currently constructing extra production capacity as an autonomous facility for the production of the treatment for Pompe disease.
Microbial contamination is a potentially high risk that may impact biologic product quality and safety. The recent cases of bacterial contamination of biologic products suggest that thorough understanding of microbial control at certain process steps is required. In general, adequate contamination control focuses on the microbial entry points, risks to the process and product. The cost of inadequate microbial control can be enormous, possibly resulting in facility shut down, and therefore, thorough investigations must be conducted, the root cause identified and reoccurrence prevented. This manuscript will, through the case study, present a Genzyme microbial control strategy, evaluate findings and actions taken in order to identify cause and identify future actions. Microbiological control is a regulatory requirement and one that can be defined as the continued interaction of science and applied technology with products, processes, materials, equipment, and personnel entering the manufacturing areas. The principle of risk assessment as a tool to improve pharmaceutical processes was introduced by the FDA in August 2002 with the announcement of an initiative called Pharmaceutical cGMPs for the 21st Century—A Risk-Based Approach. This initiative was designed to enhance and modernize the regulation of pharmaceutical manufacturing and product quality through the implementation of process understanding principles, risk management in manufacturing, regulatory inspections, and the practice of decision making based on sound scientific principles. Some considerations during impact assessment should include the possibility of survival/proliferation of organisms in the product and the potential for contaminants to produce toxins/toxic products. For this reason a comparison of endotoxins and exotoxins is included in the first section, and Genzyme’s strategy for organisms of concern is discussed thereafter. Finally, an example of a thorough microbial impact assessment on a particular process step of Genzyme’s microbial control strategy is provided.
Endotoxins and Exotoxins
Endotoxins are cell-associated substances that are structural components of the outer membrane of Gram-negative bacteria, i.e. lipopolysaccharides in the of cell membrane envelopes. They are released from growing bacterial cells, released from cells which are lysed from effective host defense (e.g. lysozyme), or released from activities of certain antibiotics (e.g. penicillins). E. coli, Salmonella, Shigella, Pseudomonas, Neisseria, Haemophilus, and others can release endotoxins as they decay. The release of endotoxins is required for the toxicity of gram-negative bacteria as occurs in septicemia, toxic shock syndrome, and sometimes in food poisoning. Furthermore, endotoxins are pyrogens that cause a wide spectrum of non-specific pathophysiological reactions such as fever, changes in white blood cell counts, disseminated intravascular coagulation, hypotension, shock and death. Endotoxins are toxic to most mammals. Regardless of the bacterial source, all endotoxins produce the same range of biological effects in the animal host. Injection of fairly small doses of endotoxin results in death in most mammals. Compared to the classic exotoxins of bacteria, endotoxins are less potent and less specific in their action, since they do not act enzymatically. Exotoxins are protein toxins, usually secreted by bacteria but in some cases they are released by lysis of the bacterial cell. Bacterial protein toxins are powerful human poisons and retain high activity at very high dilutions. Certain protein toxins have very specific cytotoxic activity and attack only specific types of cells e.g. tetanus or botulinum toxins attack only neurons. Some toxins produced by Staphylococci, streptococci, clostridia, have fairly broad cytotoxic activities and cause nonspecific death of all sorts of cells and tissues, eventually resulting in necrosis.
Organism of Concern
In pharmaceutical microbiology, there is a need and interest to screen for the presence of microorganisms that are a concern to the process and products manufactured. An organism of concern can produce bacterial characteristics (such as toxins) and/or can grow under certain conditions (such as reduced temperature) or may pass bacteria removal filters during production of a biologic product, etc. Several organisms e.g. Staphylococcus aureus, Escherichia coli, Pseudomonas aeruginosa, Salmonella spp., Clostridia, bile-tolerant Gram-negative bacteria, and Candida albicans are organisms of concern and are listed in the harmonized United States Pharmacopeia (USP). However, over the years it became evident that many pharmaceutical products were contaminated with microorganisms other than the species listed in the harmonized USP.
In biologics production process, contaminating bacteria are removed using 0.2 μm filters at several steps during production. However, some bacteria are able to pass these filters and are thus candidate organisms of concern. Further, possible endo- and exotoxins may pass these filters, and therefore toxin-production is a major concern. A variety of bacterial toxins has been described according to mode of action: damaging cell membranes, inhibiting protein synthesis, activating second messenger pathways, inhibiting the release of neurotransmitters, or activating the host immune response. Lethal toxins may exert effects on the producing cells or on humans or animal models when injected. The aim is to evaluate cytotoxicity of the toxin as cytotoxic toxins cause lethality while noncytotoxic enterotoxins, such as cholera toxin and the heatstable and heat-labile enterotoxins of E. coli, are not lethal.
To build on this, proteases are hydrolytic enzymes which catalyze the total hydrolysis of proteins to amino acids and therefore are a concern. Proteases from psychrotrophic bacteria are active at low temperature and stable under alkaline conditions, in the presence of oxidants and detergents [1]. Bacteria such as Microbacterium possibly may produce proteases. The culturable psychotropic bacterial communities in raw milk are described in the literature [2]. The genus Microbacterium showed proteolytic and lipolytic activity in raw milk samples while Acinetobacter and Rhodococcus were highly lipolytic. It is important to evaluate whether protease production is a concern for the production of a biologic product.
As psychrotrophic or cold-adapted bacteria can grow at 7 °C, the bacteria with this characteristic are a concern for the production of a biologic product. Their optimal growth temperature is much higher but at decreased temperature, the lag phase, the phase without growth of this microorganism is increased. For a temperature of 10°C, for psychrotrophic bacteria such as Bacillus licheniformis, the lag phase corresponds to 36 hours. It is important to evaluate whether bacteria can grow at conditions characteristically experienced during production of a biologic product.
Thorough microbial impact assessment on a Particular Process step
During production of the biologic product, investigations were initiated in response to several occasions, where samples collected from the post-storage and/or post-cleaning activities, exceeded the bioburden action limits for routine bioburden monitoring. All samples were tested for bioburden and microorganisms were identified based on their 16S RNA sequence. Subsequent attention was given to microorganisms identified in the samples with intermediate control action limit excursions. Moreover, dynamics in the microbial population, as a consequence of the investigative actions performed to reduce bioburden at this particular process step, was observed. For bioburden action limit excursions, mainly Comamonas testeroni, and Acinetobacter species, both Gram-negative bacteria were identified. Bacillus cereus/thuringiensis, a possible toxin producer was also identified. The data presented show that steaming was able to eliminate the majority of the initial population. Furthermore, additional corrective actions were introduced like recirculation. On next excursions, mainly, Microbacterium liquefaciens/ Microbacterium maritypicum/ Microbacterium oxydans, which is a Gram-positive protease producing bacterium, were identified with the Rhodococcus baikonurensis/Rhodococcus globerulus, another Grampositive bacterium and Stenotrophomonas species (Gram-negative bacterium) as part of the community. Moreover, the effectiveness of the implemented process changes were determined by comparing baseline to post change sampling results, accounting for potential variance in the method (Figure 2). We could demonstrate that some of the implemented process changes resulted in a different microbial population and a decrease in endotoxin in a process intermediate. However, the final corrective action and/or preventive action, a steaming, was able to eliminate the bacteria completely.
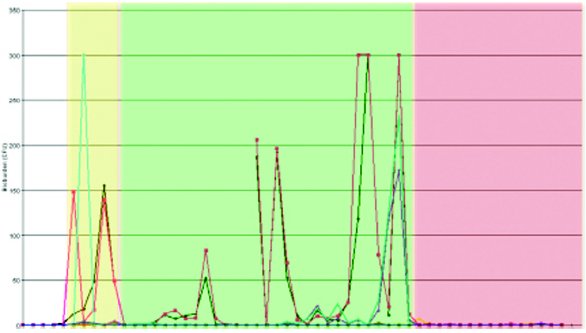 Figure 2. Presentation of bioburden data generated for selected samples. Yellow section indicates samples before recirculation, green section indicates samples during recirculation, and the red section is representative for steaming as investigative actions performed to reduce bioburden.
Figure 2. Presentation of bioburden data generated for selected samples. Yellow section indicates samples before recirculation, green section indicates samples during recirculation, and the red section is representative for steaming as investigative actions performed to reduce bioburden.A number of parameters from bacterial origin (discussed in detail in this section) relevant for the production process and their potential ability to affect product quality were evaluated by a multidisciplinary team (quality control, quality assurance and technology department) and captured in a risk assessment document. Potential bacterial exotoxin and/or other proteins and their mode of action were evaluated. Also, presence of relevant bacteria removing filters is confirmed as well as dimension of the bacteria or spores in order to evaluate if they can be removed in further process steps. Additionally, the specific growth characteristics of the microorganism that are relevant to the process (e.g. cold-adapted bacteria) were evaluated in order to assess impact of concern microorganisms (at a given temperature and contact time). The microbial load itself (number of colony forming bacteria) is a parameter taken into account, as well as the possibility to grow as prerequisite to produce toxins. Finally, each assessment also discusses if the toxins (that might be hypothetically produced) may be removed in downstream purification steps. At the end, all parameters may help to decide whether an organism of concern is objectionable and its possible impact to the biologic product.
Microbial Control Strategy
A good microbiological control program starts with understanding the risks for microbial contamination of the manufacturing process and identification of possible types of contaminants. The results obtained from such risk assessment can be used during facility and equipment designs as well as when establishing equipment and personnel flow patterns. Once possible sources of contamination have been identified, control and preventative measures can be implemented and qualified/validated. Because microbial contamination can be introduced into the process through raw materials and excipients, clean utilities, equipment (design and flow), facilities (design, materials of construction, ventilation/air filtration systems, temperature, and humidity), and personnel, these medium-to-high-risk areas should be thoroughly evaluated and, whenever applicable, appropriate controls put into place. A microbial control strategy should be developed after a comprehensive risk assessment is performed for all possible microbial entry points into the manufacturing process and the result is a good understanding of the manufacturing process and associated product quality attributes. Additionally, a contamination remediation plan for each facility should be established in order to reduce manufacturing facility downtime and improve control.
Author Biographies
Ruth Daniels, Ph.D., studied Bioscience Engineering at University of Leuven, Belgium in 1998 and obtained her doctoral degree in Applied Biological Sciences in 2002 at University of Leuven, Belgium. Ruth has 9 years’ experience as a postdoctoral fellow in the field of microbiology (University of Leuven, Belgium) focusing on bacterial quorum sensing, biofilm formation and swarming and in the field of proteomics (University of Hasselt, Belgium). Her professional career in the pharmaceutical industry started In 2011, as she joined Genzyme where she is currently providing Microbiology Operational technical support and Manufacturing Science, focusing on process development and validation, regulatory submissions and providing support towards commercial manufacturing.
Dr. Lada Laenen, Ph.D. studied Biotechnology Sciences at University of Zagreb, Croatia in 1998 and obtained her doctoral degree in Natural Sciences in 2001 at University of Kaiserslautern, Germany. Lada has more than 10 years’ experience in the biopharmaceutical industry. Her professional career started at PLIVA Inc. Zagreb Croatia, continuing at MIXIS Genetics; Paris, France, in different development roles focusing her work on antibiotic production. Her career in Belgium started at Flen Pharma, where she established research department with focus on tissue cultures before moving to Johnson & Johnson for its Tibotec/Virco branch where she worked in the HIV field. In 2007, she joined Genzyme where she is currently heading Cell Culture and Microbiology departments, focusing on process development and validation, regulatory submissions and providing support towards commercial manufacturing.
References
- Kasana 2010. Proteases from Psychotrophs: An Overview. Critical review in Microbiology, 36(2): 134-145
- Hantsis-Zacharov, E., and Halpern, M., 2007 Culturable phychotrophic bacterial communities in raw milk and their proteolytic and lypolytic traits. AEM doi:10.1128/AEM.00866-07
- C.K. Schmitt, K.C. Meysick, and A.D. O’Brien. Bacterial toxins: friends or foes? 1999 Emerging Infectious diseases p 224-234
- Microbial limit and bioburden tests Validation approaches and global requirements Second Edition L. Clontz CRC Press