Freeze-drying consists of three major process stages: freezing, primary drying (sublimation), and secondary drying. Primary drying is the longest stage of the freeze-drying process. Most of the effort for process improvement has focused on measuring and controlling the product temperature as close to its critical point as possible to shorten the cycle. However, to produce a better product in a shorter period of time the focus needs to be on developing a sufficient pore size and uniformity in the frozen product. Producing a better ice crystal structure, using an optimized freezing protocol, can result in both higher yields due to more uniform cake structures and shorter primary drying cycles due to reduced cake resistance.
Freezing Process
Freezing of solutions occurs in three major stages; (a) nucleation, (b) crystallization of the equilibrium freeze concentrate, and (c) solidification of the maximal freeze concentrate. The first two stages are crystal growth events. Each of these stages has its own unique challenges since the heat transfer from shelf to product changes dramatically and is not truly controlled.
Nucleation is the initial process of formation of a crystal in a super-cooled solution in which a small number of molecules become arranged in a stable structure upon which additional molecules are more easily deposited.
Once nucleation occurs, a portion of the water in the pre-lyophilized solution crystalizes. The amount of water that initially crystalizes depends on the degree of super-cooling and is typically between 3% and 19% (Figure 1). The initial ice propagation is limited to the capacity of solution and vial to absorb the latent heat of fusion of ice generated by the crystallization of water. As the ice grows from the nucleation sites, heat is released raising the temperature of the vial contents to approximately -0.5⁰C and crystal growth significantly slows.
Post-nucleation, the remaining unfrozen water, up to 97%, begins to crystalize as heat is further removed from the vial. Ice crystalizes from the equilibrium freeze concentrate as the shelf temperature is reduced and further energy is removed. The rate of crystal growth during this freezing stage is not well-controlled and the ice forms at different rates creating a heterogeneous ice structure inside the vial. The rate of ice crystal growth varies due to changes in heat flow from the vial.
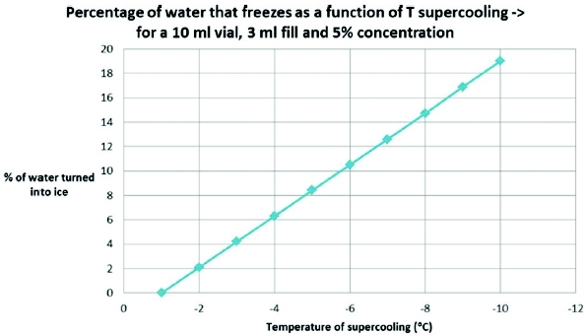 Figure 1 - % water that freezes based on super-cooling temperature
Figure 1 - % water that freezes based on super-cooling temperatureThe maximal freeze concentrate is formed when all the freezable water is converted to ice. The point where the maximal freeze concentrate is formed can be identified by the end of latent heat production. The maximal freeze concentrate either goes through freeze separation if it is a eutectic material or solidification if it is an amorphous material. Once the temperature of an amorphous product has been reduced below its glass transition temperature and the heat flow between the shelf and vial has reduced to a steady state condition, the product can be considered frozen and stable. The end of freezing can be identified when the heat flow approaches zero, indicating there is no longer a phase change or product temperature change.
Efficient freeze-drying requires larger crystals and therefore larger pores in the frozen matrix. Larger pores reduce product resistance and reduce primary drying times. The uniformity of the pores throughout the product further reduces drying times.
In the pharmaceutical freeze-drying world, vials are placed on a liquid-filled shelf where the fluid is temperature-controlled. The shelf temperature is reduced at 0.5⁰C/min down to a predetermined hold temperature, such as -40⁰C. Once the shelf has reached the hold temperature, the shelf is maintained for a period of time, such as 90 minutes, to allow the product in the vials to all reach the same temperature.
The result of simply placing vials on a shelf and reducing the shelf temperature is heterogeneous nucleation across the batch. The randomness of nucleation is caused by different degrees of supercooling both in the vial across the batch, as well as temperature differences across the shelf. Some vials may nucleate at -10⁰C, while others at -15⁰C. In cleaner processing environments, the product in the vial achieves lower super-cooled temperatures due to the lack of nucleation sites. The lower the nucleation temperature the smaller the pores, which results in higher product cake resistance and longer drying times.
Uncontrolled nucleation starts at the bottom of the vial and proceeds toward the top, as the ice crystal structure forms, the rate of crystal growth slows resulting in smaller crystals at the bottom and larger crystals at the top. The result of non-uniform crystal structures is non-uniform drying and the potential for melt-back or collapse. In studies performed with sucrose, this is evident by excessive shrinkage at the bottom of the cake toward the end of primary drying.
Adding to the complexity of the process, the same shelf inlet temperature does not translate to a uniform shelf surface temperature or uniform heat flow from the shelf to the vial. During freezing, the inlet shelf temperature will be much cooler than the outlet temperature. The temperature differential across the shelf varies by equipment design, fluid flow, type of fluid inside the shelf and the load on the shelf. The heat flow varies depending on shelf finish, fluid flow, vial type, and other variables. During temperature transition on a fully loaded shelf, the temperature difference across the shelf can be significant, for example greater than 10⁰C.
During a -0.5⁰C/min shelf cool-down, the heat flow between the shelf and the vial changes significantly as shelf the temperature drops (Figure 2). Observing the heat flux line on the graph in Figure 2, the random nucleation events and the massive change in heat flow are evident. The magnitude of heat flow increases from 0.5 hours to 1.25 hours and then decreases. The result is non-uniform crystal growth rate. The random nucleation results in different initial ice structures across the batch while the changing heat flow results in an inconsistent ice structure inside the vial.
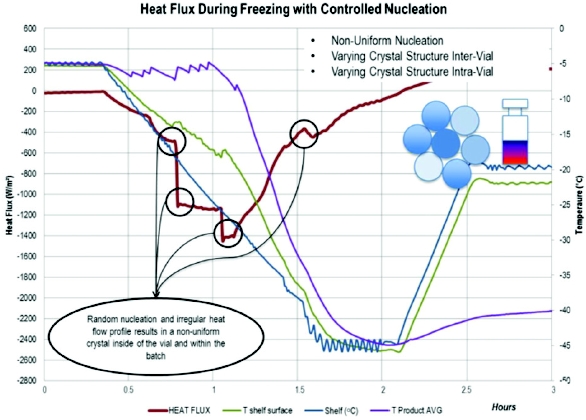 Figure 2 - The graph shows the randomness of heat flux during uncontrolled nucleation and a ramp rate of -0.5° C/minute for the freezing process. The heat flux line shows differing nucleation events and major changes in heat flux. The result is a non-uniform ice crystal structure across the batch and in the vial.
Figure 2 - The graph shows the randomness of heat flux during uncontrolled nucleation and a ramp rate of -0.5° C/minute for the freezing process. The heat flux line shows differing nucleation events and major changes in heat flux. The result is a non-uniform ice crystal structure across the batch and in the vial.To overcome heterogeneous crystal structures created, both between vials and intra-vial, an annealing step is often added. Annealing is a process where the frozen product temperature is raised to allow the crystals and the interstitial pores to increase in size. Although this does help reduce the cake resistance, the crystal structure inside the vial is still inconsistent and the crystal structure throughout the batch is non-homogeneous, therefore only marginal improvement in product consistency is achieved. Annealing can also potentially lead to changes in the protein structure.
Controlled Nucleation
The goal for controlled nucleation is to have the solution in all of the vials nucleate at the same time, same temperature, and at the same rate to produce a uniform initial crystal structure.
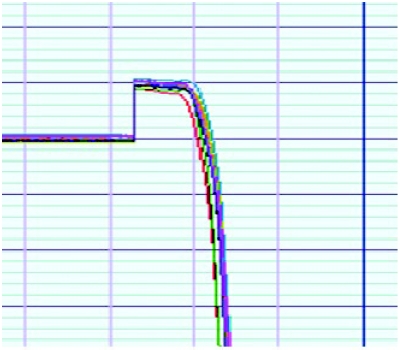 Figure 3 - Uniformity of product temperature during nucleation when using FreezeBooster Controlled Nucleation technology. All the measured vials nucleate at the same temperature, time, and rate.
Figure 3 - Uniformity of product temperature during nucleation when using FreezeBooster Controlled Nucleation technology. All the measured vials nucleate at the same temperature, time, and rate.To produce a controlled nucleation event, the material in the vials is supercooled and allowed to soak at a predetermined temperature. A ‘catalyst’ is then introduced to synchronize the nucleation event. The catalyst for controlled nucleation often is introduced at the top surface of the material in the vial; therefore, the ice crystal growth starts at the top surface versus the bottom of the vial during an uncontrolled nucleation event.
The first step of controlled nucleation requires that the vials be cooled to -5⁰C and held for a soak period to ensure that all of the vials have stabilized at about the same temperature. In the case of Millrock Technology’s FreezeBooster™ technique, seeding ice crystals are then introduced into the product chamber to induce nucleation. The nucleation event occurs across the batch at the same temperature, the same time, and at the same rate (Figure 3). The result is a uniform vial-to-vial initial ice structure. The advantages of the FreezeBooster approach include simplicity of implementation, ability to nucleate almost any type of freeze-drying container, and at a low cost.
Controlled nucleation produces reductions in primary drying times due to lower cake resistances, however, proper super-cooling and control of postnucleation crystal growth are required to produce a significant reduction in primary drying time. For example, sucrose super-cooled to -10°C, nucleated, and then cooled rapidly results in a small crystal structure and minimal improvement in primary drying times. Therefore, post-nucleation thermal treatment is critical to a uniform and freeze-drying friendly ice structure throughout the product.
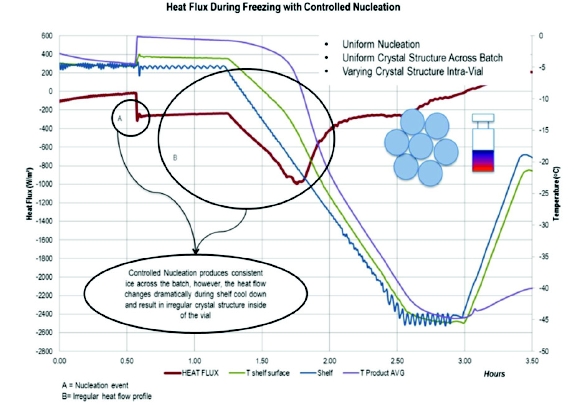 Figure 4 - Once the product is nucleated, crystal growth begins in the equilibrium freeze concentrate. The graph below shows the radical changes in heat flux as the shelf temperature is lowered at 0.5°C/min. Although FreezeBooster controlled nucleation created a common starting point for the entire batch, the crystal structure inside the vial is heterogeneous due to the changes in heat flux as the shelf temperature decreases.
Figure 4 - Once the product is nucleated, crystal growth begins in the equilibrium freeze concentrate. The graph below shows the radical changes in heat flux as the shelf temperature is lowered at 0.5°C/min. Although FreezeBooster controlled nucleation created a common starting point for the entire batch, the crystal structure inside the vial is heterogeneous due to the changes in heat flux as the shelf temperature decreases.Measurement and Control of Heat Flow into the Vial
The challenge to monitoring for a proper crystal structure post-nucleation still exists due to minimal product temperature change as the water changes phase from liquid to solid. Measuring product temperature provides no significant information about crystal growth. Measurement of the heat leaving the vials (heat flux) provides the information needed to monitor and control the ice crystal growth rate. Millrock Technology’s AccuFlux™ technology provides a method to measure the heat flow between the shelf and the vial. Measuring the heat flux provides a new level of information previously unavailable to the freeze-drying community about both the freezing and drying processes.
Prior to nucleation, the product temperature is lowered to a predetermined super-cooled level and held for a period of time to achieve thermal equilibrium. When the measured heat flow to the vials stabilizes, the product is ready to be nucleated. Measuring the heat flow eliminates the guesswork of the time required to reach thermal equilibrium and reduces processing time.
Post-controlled nucleation, the shelf is typically cooled at a controlled rate of 0.5⁰C/min. As the shelf is cooled, the heat flow out of the vial changes dramatically. Although controlled nucleation produces a uniform initial ice crystal structure across the batch, the crystal growth inside the vial is not uniform resulting in a non-uniform ice crystal structure inside the vial.
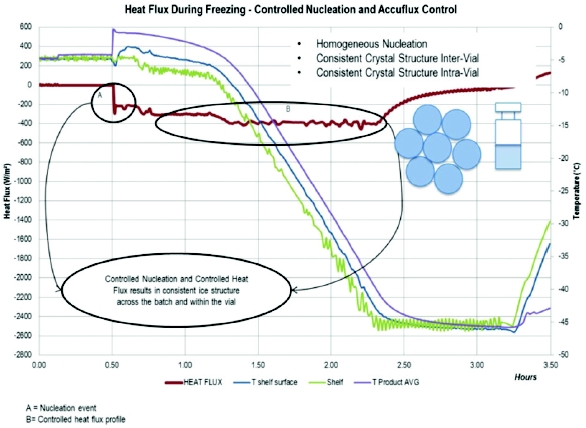 Figure 5 - The combination of FreezeBooster providing a common nucleation event across the batch and using AccuFlux to control the heat flow during freezing results in a homogeneous ice structure inter-vial and intra-vial. A consistent and repeatable ice structure improves yields and reduces overall freeze-drying process times. Monitoring and controlling the heat flux, using AccuFlux technology, in each of these stages produces a consistent and repeatable crystal structure both inter-vial and intra-vial.
Figure 5 - The combination of FreezeBooster providing a common nucleation event across the batch and using AccuFlux to control the heat flow during freezing results in a homogeneous ice structure inter-vial and intra-vial. A consistent and repeatable ice structure improves yields and reduces overall freeze-drying process times. Monitoring and controlling the heat flux, using AccuFlux technology, in each of these stages produces a consistent and repeatable crystal structure both inter-vial and intra-vial.Table 1. Cake Resistance Versus Freezing Process.
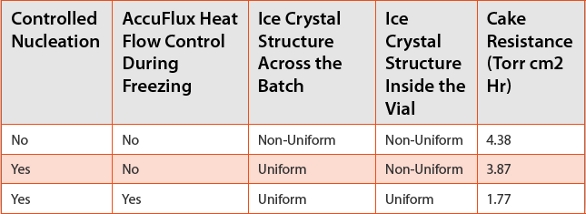
Controlling the heat flow between the shelf and the vial post-nucleation is necessary to create a uniform and porous structure intra-vial. Using AccuFlux, the shelf temperature can be adjusted to produce a consistent level of heat flow to/from the vials. Controlling the heat flow throughout the entire freezing process, including super-cooling soak, crystallization of the freeze concentrate and solidification of the maximal freeze concentrate, the ice crystal structure can be controlled and a uniform structure intra-vial is achieved. Controlling the freezing process in this fashion eliminates the effects of random nucleation in adjacent vials and allows re-modeling of the ice crystals. The result is significantly better ice crystal structures and better product uniformity, which lowers cake resistance and promotes more efficient primary drying.
The Effect of Freezing and Heat Flow Control on Primary Drying
Controlled Nucleation has been promoted as a method to reduce primary drying times. However, to have a dramatic improvement in drying times, a method to control the ice crystal growth post-nucleation is necessary.
To determine the effect of proper freezing on primary drying time, a series of experiments were performed. The concept of uncontrolled versus controlled nucleation and post-nucleation heat flow control were tested.
The experiments were performed using a 3 ml fill of 5% sucrose in a 10 ml vial. When controlled nucleation was used, the product was supercooled to -5⁰C. This level of super-cooling induced approximately 8% of the available water to nucleate.
Summary of Experiments
Controlled nucleation has a positive impact on primary drying. It produces a uniform starting point across the batch. However, only 8% of the water nucleates and the majority (92%) of ice crystal formation takes place post-nucleation.
Table 2. Table of Experiments
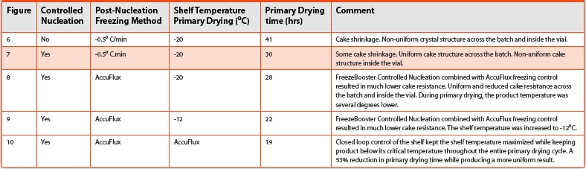
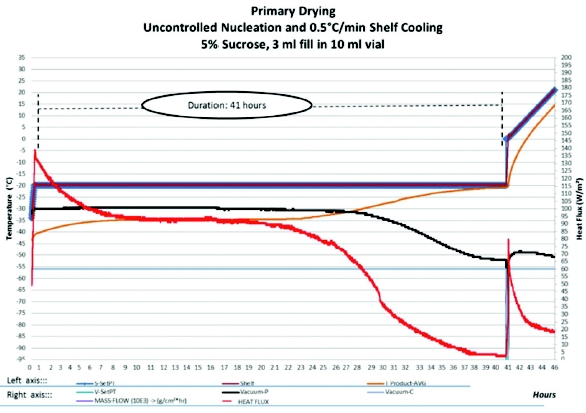 Figure 6 - The primary drying portion of vials that were frozen without controlled nucleation and the shelf temperature was reduced at 0.5°C/min to -45°C. The result was a 41+ hour primary drying cycle.
Figure 6 - The primary drying portion of vials that were frozen without controlled nucleation and the shelf temperature was reduced at 0.5°C/min to -45°C. The result was a 41+ hour primary drying cycle.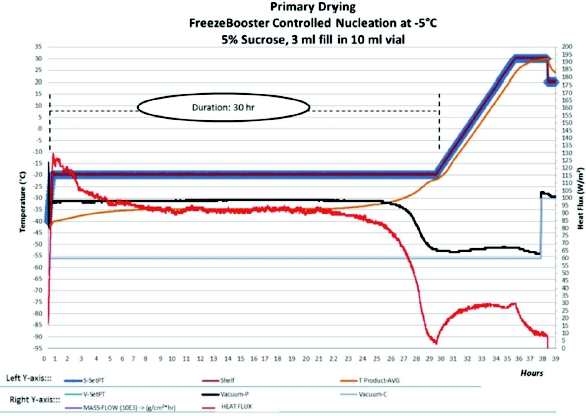 Figure 7 - Cycle after controlled nucleation using FreezeBooster technology. The primary drying time was reduced to 30 hours.
Figure 7 - Cycle after controlled nucleation using FreezeBooster technology. The primary drying time was reduced to 30 hours.Controlled nucleation without controlled post-nucleation freezing resulted in a reduction in primary drying from 41 hours to 30 hours. To further improve the process, AccuFlux Heat Flow Control was used post-nucleation. The result of AccuFlux Heat Flow control during freezing is greatly improved ice crystal structure and reduced cake resistance. AccuFlux reduced primary drying to 28 hours. When reviewing the graphic information (Figure 8) we can see that the product temperature was dramatically reduced due to the improved cake resistance, therefore the shelf temperature could be increased to -12⁰C to produce a shorter primary drying cycle of 22 hours (Figure 9).
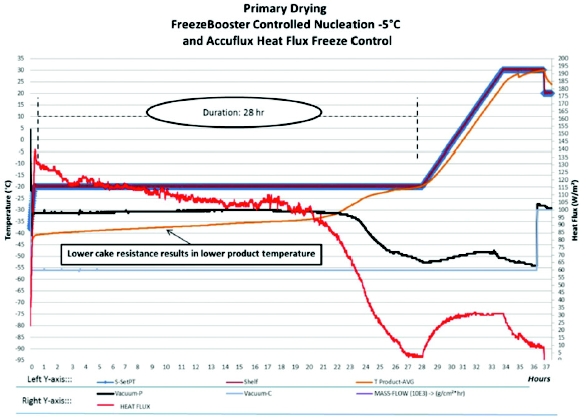 Figure 8 - Cycle with controlled nucleation using FreezeBooster and then AccuFlux was used to control the crystal growth at an arbitrary level. The primary drying time was reduced to 28 hours. It is very important to note that the product temperature ran at 4° to 5°C lower. AccuFlux produced an ice crystal structure that had a far lower cake resistance.
Figure 8 - Cycle with controlled nucleation using FreezeBooster and then AccuFlux was used to control the crystal growth at an arbitrary level. The primary drying time was reduced to 28 hours. It is very important to note that the product temperature ran at 4° to 5°C lower. AccuFlux produced an ice crystal structure that had a far lower cake resistance.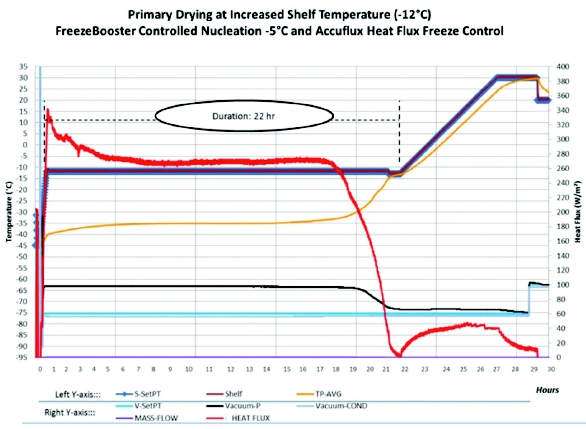 Figure 9 - Primary drying post-controlled nucleation and AccuFlux ice crystal growth control, shelf temperature was raised to -12°C. A 46.3% reduction in primary drying time.
Figure 9 - Primary drying post-controlled nucleation and AccuFlux ice crystal growth control, shelf temperature was raised to -12°C. A 46.3% reduction in primary drying time.The ability to monitor and control the freezing process enables the operator to develop a fully controllable and repeatable ice and cake structure. Further testing and field results will provide more information on the best heat flow control levels and profiles during freezing to produce the best pore structure and lowest cake resistance for a specific product. If desired, controlling the heat flow can also be used to produce a consistent collapsed structure as well.
The combination of controlled nucleation with controlled heat flow during freezing resulted in lower product temperatures during primary drying due to lower cake resistance, thus allowing the shelf temperature to be increased and shorter primary drying times achieved.
Another powerful feature of measuring the heat flow is that the End of Primary Drying can be detected. As can be seen in Figures 9 and 10, the heat flux measurement was in direct agreement with the pressure differential measurement between the pirani and capacitance manometer vacuum sensors. This makes sense, since the sublimation process is no longer absorbing the energy generated by the shelf.
AccuFlux enables the Kv to be measured for a specific vial type, fill, and vacuum level. With the known vial conductivity (Kv), AccuFlux provides the heat flow information allowing the product temperature to be determined during the primary drying cycle, without the use of a thermocouple. The product temperature allows the shelf temperature to be controlled to maintain the product close to, but not exceeding its critical temperature. For example, in Figure 10, the shelf temperature was maximized while keeping the product temperature at Tproduct critical – 2⁰C. In this case, the Tproduct critical temperature used was -32⁰C, so the product was held at or below -34⁰C. The result was a further reduction in primary time, down to 19.3 hours. (Figure 10)
 Figure 10 - Further reduction in primary drying time using AccuFlux to control the shelf temperature based on the product temperature, which was calculated using the heat fl ux data. The result is a 53% reduction in overall primary drying time.
Figure 10 - Further reduction in primary drying time using AccuFlux to control the shelf temperature based on the product temperature, which was calculated using the heat fl ux data. The result is a 53% reduction in overall primary drying time.Since the process was monitored and controlled during both the freezing process and drying process, the entire process can be verified and repeated to ensure that a quality product is produced in each and every run.
FreezeBooster and AccuFlux in combination provide a true real-time Process Analytical Technology without the use of thermocouples and other invasive techniques. For the first time, the entire freezing and primary drying processes can be monitored and controlled. The technology combination is referred to as LyoPAT™. Implementing LyoPAT enables control of both the freezing and drying processes which results in a significant reduction in processing time, a more uniform end product, and a method to qualify that the product has been freeze-dried properly.
Another possible application for this methodology is the ability to monitor and control heat flow to enable a laboratory-sized system to simulate the heat flow pattern of a production freeze dryer or any other freeze dryer. Therefore, protocols could be developed and transferred to production from the lab consistently and confidently.
Please note: Features and processes described in this article are patent-pending.
Acknowledgements
The author wishes to thank and acknowledge Robin Bogner at the University of Connecticut for her technical assistance and consultation, Matthew Ling of Millrock Technology for his insights and support, and Ed La Borde of Millrock Technology for his diligent work in the lab.
References
- Editorial, “Controlling Ice Nucleation During the Freezing Step of Lyophilization”, Pharmaceutical Technology May 2013
- Roberto Pisano, Davide Fissore and Antonello A. Barresi (2011). Heat Transfer in Freeze-Drying Apparatus, Developments in Heat Transfer, Dr. Marco Aurelio Dos Santos Bernardes (Ed.), ISBN: 978-953-307-569-3, InTech, DOI: 10.5772/23799. Available from: http://www.intechopen.com/books/developments-in-heat-transfer/heat-transfer-in-freeze-drying-apparatus
- Piasno and Fissore and Barresi, Heat Transfer in Freeze-Drying Apparatus, Chapter 6, www. intechopen.com
- Thomas Patapoff and David Overcashier, The Importance of Freezing on Lyophilization Cycle Development, Biopharm, March 2012
- Tony Auffret, Collapse Temperatures, Tg, Tg’, and Tg’’; A Primer, TaPrime, www.ta-prime.co.uk, http://www.ta-prime.co.uk/assets/file/taPrime%20Tg%20Primer.pdf
- Tony Auffret, Freezing and Low Temperatures are quite different phenomena that have little in common, TaPrime, www.ta-prime.co.uk, http://www.ta-prime.co.uk/assets/file/Freezing.pdf
- Tony Auffret, Synchronized Freezing Controlling Nucleation, TaPrime, http://www.ta-prime.co.uk/assets/file/Synchronised_Freezing.pdf
- Tony Auffret, The Physics of Freezing or why water never freezes at its freezing point, TaPrime, http://www.ta-prime.co.uk/assets/file/Physics%20of%20freezing.pdf
- Satish K. Singh, Parag Kolhe, Wei Wang, and Sandeep Nema, Large-Scale Freezing of Biologics, Bioprocess International, October 2009
- Awotwe-Otoo, D., Agarabi, C., Read, E.K., Lute, S., Brorson, K.A., Khan, M.A., Shah, R.B., Impact of controlled ice nucleation on process performance and quality attributes of a lyophilized monoclonal antibody, International Journal of Pharmaceutics (2013)
- Wang Wei, Chen Mo and Chen Guohua, Issues in Freeze Drying of Aqueous Solutions, Chinese Journal of Chemical Engineering, 2012
Mr. Thompson is president of Millrock Technology, a manufacturer of high tech freeze dryers. Millrock Technology focuses on improving freeze-drying equipment and control systems and has developed several recent patents for new technologies. Mr. Thompson was previously the President of FTS Systems.