Introduction
Pharmaceutical manufacturing technology has been depicted as outdated and inadequate for optimal quality and control. While the industry remains highly reliant on batch processing, there has been a focused effort to apply six sigma and lean principles to manufacturing operations. Currently, Quality by Design principles are broadly used across the pharmaceutical industry in product development. Product quality and compliance are key pillars to successful business, and when there are lapses in keen attention to one or both, serious consequences follow, not only to the business, but more importantly, these occurrences present a most serious failure to the patients the industry is meant to serve. With presence of smart equipment across the end-to-end process for manufacture, extensive amounts of data are generated, some of it effectively used and some of it inaccessible resulting in a waste of potential value. The next frontier for pharmaceutical processing from development through commercialization is effective use of data.
Pharmaceutical supply chains are notably long and complex with thousands of stock keeping units (SKU’s), extensive regulations including complex labeling requirements across numerous languages, regions and country-specific markets. Supply chain transparency and efficiency are areas of challenge and rapid technology advances, for example, serialization or track and trace technologies. Manufacturing supply chain efficiency is critical to business success as competitive pressures and increasing product portfolio complexity continually compress margins. Efficiency provides not only a means towards business success, but is important to the pharmaceutical industry’s quest to be responsible corporate citizens and considerate members of the communities where the industry operates. Advanced technology enables reduction in usage of raw materials, energy and other resources. Reduced footprint and enhanced environmental sustainability are important drivers not only to the company’s bottom line, but also to top line performance. Furthermore, environmental sustainability today can be a significant factor in success in securing bids and tenders for certain business opportunities.1,2
Approach
 Figure 1. Roadmap to implement Intelligence-based Manufacturing. Compliments of Mojgan Moshgbar, Ph.D., October, 9, 2011.
Figure 1. Roadmap to implement Intelligence-based Manufacturing. Compliments of Mojgan Moshgbar, Ph.D., October, 9, 2011.The golden opportunity for pharmaceutical development and commercial operations is effective use of data, by transforming data into information, knowledge and intelligence, moving from reactive actions to proactive and preventative strategies, and shifting from stand-alone and isolated unit operations towards an integrated infrastructure at the process, plant and enterprise levels.3-5 This new horizon is referred to as Intelligence based Manufacturing. A roadmap to transform operations from current state to intelligence based is provided in Figure 1.
The first stage on this roadmap is to collect the key data and perform analytics to generate process understanding. Process understanding, analytics and data can then be modeled to enable improved predictive and adaptive capabilities. Once these capabilities have been established, knowledge engineering, the next tier of sophistication, can be pursued to achieve intelligent processes and optimal performance at each step of the process or supply chain. True transformation of operations emerges when stand-alone, intelligent operations are integrated horizontally to create end-to-end intelligent operations. Vertical integration of these horizontally integrated processes enables transparency across the entire enterprise and true optimization of overall operations. This fully integrated enterprise then enables a highly flexible, adaptive and responsive supply chain resulting in excellent customer service performance.
The roadmap for Intelligence based Manufacturing appears compelling, but is it realistic for a company with established infrastructure? Can this capability be built at a cost which the business can justify and ensure a substantial return on investment? For new capital investment, the answer is relatively straightforward. The benefits in operational efficiency, reduced process variability, enhancements to quality, reliability, and supply assurance, easily justify such investment. But how can this be accomplished across highly capitalized existing infrastructure, especially one with excess capacity? As one looks closely at the building blocks required to achieve Intelligence based Manufacturing, for the most part, the key enabling components provide substantial return on investment on their own, and if built with open architecture which enables future connectivity across the enterprise, additional return can be achieved by connecting these critical enabling components at the process, plant and enterprise levels. A key requirement is an Enterprise Resource Planning (ERP) system with full integration across the network, or possibly multiple ERP systems with bridging technology. Of course, one could build an ERP system and design the system to contain every capability needed at the process, plant and enterprise level. This singularly top-down approach may be undertaken. Such an approach would be expensive and take a long time to implement, especially for a mature enterprise with highly capitalized infrastructure and excess capacity. Furthermore, locking in design detail across the enterprise, plant and process levels stifles flexibility and likely would preclude incorporation of technology advances. Technology changes rapidly and such a comprehensive, topdown only approach would present significant barriers to innovation and continuous improvement of the system’s components. Integration of new acquisitions could be prohibitively expensive due to high costs to write-off and decommission capital assets. The pragmatic approach is to build the components as justified by the business needs with the capability to connect across process, plant and enterprise levels at a later time. This approach, if pursued with a sound master plan, could achieve an enterprise system which is greater in value and capability than the sum of the parts. At our company, current development and manufacturing operations represent a composite of more than 25 corporations. Based on the diversity of technologies across the enterprise, it was decided the fiscally responsible approach would be to build out capabilities at the process, plant and enterprise levels and connect across the enterprise as capabilities are created and business opportunities permit.
Status
 Figure 2. Impact and Business Benefits of Intelligence based Manufacturing. Compliments of Mojgan Moshgbar, February 13, 2015.
Figure 2. Impact and Business Benefits of Intelligence based Manufacturing. Compliments of Mojgan Moshgbar, February 13, 2015.In October 2011, principals across development and manufacturing gathered together for a series of presentations and workshops to establish a vision for Intelligence based Manufacturing and to chart and agree the company’s course along this roadmap. A standard ERP system had recently been selected with a roll-out plan in place. This business critical decision provided clear guidance on where all subsystems and components would ultimately connect into supply chain management. At this point, the vision and direction for Supply Model Transformation had been established as well. Focus on excellence in quality was the cornerstone of company culture and this quality focus was consistently and continually refreshed. At the process level, initial platforms demonstrating modeling and knowledge engineering were in place for selected batch operations at selected sites. Knowledge Management systems were well established with the new product portfolio with a vision towards implementation for commercial manufacture. In research and development, extensive plans had been laid out in the areas of intelligent data framework, computational product and process design, advanced analytics, and an industry-leading focus on Quality by Design was well established. The value of improved predictive and adaptive capability as well as intelligent and optimized processes had been demonstrated on a pilot basis within some development and commercial operations in terms of broad based business, quality and community benefits including environmental sustainability. Our challenge was to build key capabilities based on these pilot projects, replicate these successes, to establish true intelligence across the process, plant and enterprise levels, and to deliver the compelling benefits of Intelligence based Manufacturing. These benefits, depicted in Figure 2, are key motivators for implementation of Intelligence based Manufacturing.
Next, we diagrammed enterprise data framework components: data framework and analytics, the models and knowledge framework, and the product/process/plant/enterprise knowledge management framework as a guide to connecting up the components for future state, as shown in Figure 3. Laying out the connectivity from source data all the way to product knowledge management enabled colleagues across numerous functional areas to understand how the projects and systems they were building connect into the overall master plan. The framework prompts dialog and interaction in advance of designing and implementing projects and systems to ensure selection of appropriate open architecture which enables connection of component parts in future as an inherent part of the infrastructure.
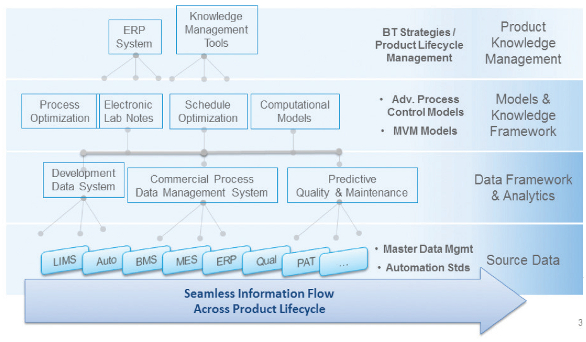 Figure 3. Diagram of information flow and connectivity across component systems of data framework.
Figure 3. Diagram of information flow and connectivity across component systems of data framework.Today, three years into the journey to achieve the vision for Intelligence based Manufacturing, significant progress has been made.
- ERP system has been rolled out to all global supply points, with “ERP-light” at smaller local supply locations, including demand monitoring and production planning based on market demand.
- A scheduling optimization system was selected for two-way communication with the ERP master scheduling system to optimize manufacture in real time for highly volatile significant manufacturing volumes. The scheduling optimizer is on target to save an additional $24 million per year beyond what can be accomplished using less capable off-line schedule optimization tools.
- An inventory management system has been put in place in coordination with marketing and manufacturing sites. Target inventories have been established, are monitored, and adjusted according to actual supply performance.
- A system for data collection, transformation, analysis and visualization has been implemented across the entire supply chain for one product. Based on successful pilot program, plans are being developed to replicate the system across the enterprise to cover additional products and technologies.
- Extensive collaboration across R&D and manufacturing systems are being explored and connected with goals of common taxonomy, data/knowledge sharing, and business technology.
- Systems for smart facilities and maintenance have been implemented resulting in more effective asset management, deployment and maintenance.
- Quality data analysis and modeling for predictive quality performance was demonstrated, achieving a goal of enabling proactive intervention. Further leverage of data and knowledge from quality systems are in development.
- Approximately 20 platforms for advanced process control (APC) at the process level have been developed and implemented across major technologies including biological cell culture, solid oral dosage, and active pharmaceutical ingredient (API) manufacture resulting in improved productivity, energy savings, reduced process variability, reduced downtime, improved yields, expanded supply and related revenues, reduced bottlenecks, and cycle time reduction. Further value is being achieved by integrating APC across multiple unit operations with feed forward and feedback control to optimize performance across an entire composite of manufacturing steps.
- A pod-based portable, continuous, modular and miniaturized manufacturing facility for solid oral dosage manufacture has been developed and deployed for new product development and commercial manufacture which includes real-time condition monitoring as well as feedforward & feedback APC. A rapid deployment module has been developed and implemented for fill-finish of select bioprocessing, enabling highly flexible and cost-effective in-market manufacture. A highly flexible, intelligence based disposable system for biologicals manufacture is in advanced stages of development.
- Knowledge Management tools have been deployed to capture and retrieve information on these advances, to connect people to people, people to content, as well as capturing and sharing lessons learned. Standard systems have been implemented to build standard process flow diagrams, functional relationship tables, cause & effect matrices, to conduct risk assessments, and to capture knowledge on an ongoing basis throughout the life cycle of biopharmaceutical products. Use of electronic laboratory notebooks has been expanded from R&D into manufacturing. In addition, a standard platform for storing and retrieval of all product knowledge is in design phase to ensure ease of capture and retrieval of all technical information across the enterprise.
Visually, the program can be depicted as a house with key structural components as portrayed in Figure 4. The functions of Business Technology (sometimes called IT) and Quality Systems form the critical foundational basis upon which to build Intelligence based Manufacturing. The pillars enabling success are intelligent processes, facilities and assets, and highly orchestrated supply chain capabilities. At the top of the entire structure, the people and cultural elements of the organization create and realize the vision for Intelligence based Manufacturing. Highly engaged colleagues with vision for success and commitment to high performance are essential elements of the culture to achieve this transformational journey. In summary, the overall program is focused on summation of these key architectural components: People & Culture, Manufacturing Processes, Facilities & Assets, Supply Chain, Quality Systems and Business Technology Infrastructure. As business needs were identified, a core team ensured visibility and connectivity of each individual project to the overall architecture, highlighting the need to connect in the near term, or identifying future need to connect as defined by the roadmap. An Executive Committee provides strategic direction and sponsorship. A Steering Committee provides guidance on priorities and clears obstacles for the program of key projects, and a Core Team ensures connectivity, knowledge sharing and communication across the organization.
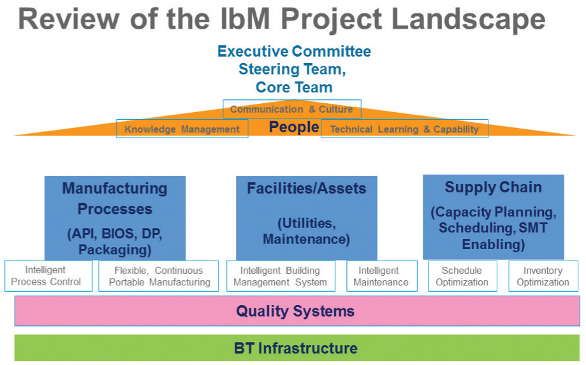 Figure 4. The architectural plans for the IbM house with some key systems overlaid as example components of systems contributing to the overall structure.
Figure 4. The architectural plans for the IbM house with some key systems overlaid as example components of systems contributing to the overall structure.Conclusion
Just over three years ago, our company embarked on an audacious plan to transform our development and manufacturing programs and systems into Intelligence based Manufacture. Over this time, we have demonstrated the capability to apply intelligent manufacturing systems across product lifecycle and throughout the enterprise in a modular approach. Some intelligent systems are beginning to be connected to achieve advantages above and beyond the “sum of the parts”. Next steps will be to replicate successful systems across processes, plants and enterprise, to provide greater connectivity between components of the infrastructure to fully leverage the benefits of these intelligent systems which will ultimately enable a highly effective and efficient end-to-end supply network. While tremendous progress has been accomplished, much work remains. This is a journey which requires persistent focus. With sustained commitment of the entire organization top-down and bottom-up and enabled by a culture committed to excellence, we continue to make substantial progress towards our vision of Intelligence based Manufacturing.
References
- Martinez CA, Hu S, Dumond Y, Tao J, Kelleher P, Tully L. Development of a Chemoenzyomatic Manufacturing Process for Pregabalin. Organic Process Research & Development. 2008; 12: 392-398.
- Bauhoff F et al, Roadmap on Sustainable Manufacturing, Energy Efficient Manufacturing and Key Technologies, IMS2020 (www.ims2020.net) 15 February 2010.
- Choi SW, Martin, EB. Adaptive Statistical Process Control for Monitoring Time-Varying Processes. Ind Eng Chem.2006;45: 3108-3118.
- Findeisen R, Algöwer F. An Introduction to Nonlinear Model Predictive Control. Institute for Systems Theory in Engineering. University of Stuttgart, Germay, {findeise,algower}@ ist.uni-stuttgart.de.
- Bonavita N, Formenton A, Pavan E. Inferential Modeling for Environmental Applications: the Predictive Emission Monitoring Approach. OptimizeIT Inferential Modeling Platform Version 2.0.