What is the Desired State?
Going forward, the regulatory agencies would like pharmaceutical and biopharmaceutical manufacturers to have a complete understanding of the drug substance and drug product manufacturing process. This will enable the release of drug substance and drug product as long as the manufacturing process stays within the design space throughout the manufacturing process. To accomplish this it will be necessary to use automated in-process testing, either in-line, on-line, at-line or in the lab to accomplish this task. Ultimately, the goal is to perform less testing at the end of the manufacturing process, as is currently the case. Will the microbiology community be able to step-up to reach this goal?
Issues
As detailed by Michael Miller (1), there are many issues that impact a Microbiologist’s ability to purchase, validate and put into use a rapid microbiology method (RMM). It will be necessary to conduct a risk analysis on each new proposed RMM to answer the following questions: 1) Is the rapid method compatible with the current microbiology process and the knowledge of the manufacturing process? A risk analysis should be used to answer the following regarding this question: where in the process is the best point to take samples that will provide meaningful data in regard to the design space; the resources required to take the additional sample; what samples may be eliminated due to the implementation of the RMM; 2) What Vendor support will be available after the purchase? It is imperative that the vendor be able to supply IOQ documentation for the instrument and its applications. Hopefully, the vendor has been in direct contact with an individual company, industry group, consultant or a combination of all three to help them develop the appropriate documentation. Continuing vendor support and upgrades for the software that controls the instrument is also a key to the implementation of a RMM. It should be noted that a good resource for the validation of a RMM is PDA TR 33 (2). This document is currently under revision and will be released once the enhanced version has been approved by the PDA. Finally, it will be necessary that the vendor’s service program allows a 99% uptime for the instrument. Service will need to be able to fix a broken instrument within 24 hours of the initiation of the service call. 3) How to deal with the perception that a sophisticated RMM instrument requires a highly trained operator? This is definitely an issue that needs to be addressed prior to the implementation of a RMM. The vendor will need to be able to supply training and certification or have an external resource that can supply this training. Each Microbiologist will also need to determine the time required, following training, to allow the Analyst(s) to gain consistency and reproducibility in the operation of the RMM instrument. Finally, for instruments based upon flow cytometry and mass spectroscopy, there will be a need for interpretation of the data when the algorithm used by the instrument is unable to analyze the data correctly. The Microbiologist will need to determine who will provide this additional expertise. 4) How often will it be necessary to run the instrument? RMM instruments based upon flow cytometry and mass spectroscopy will need to be operated on a regular basis. The Microbiologist will need to determine the schedule for running samples of control microorganisms in between running samples for analysis. 5) What is the Return on Investment (ROI) for the implementation of the RMM? For all in the biopharmaceutical arena, this has been and will continue to be a key to the implementation of new technology. Each Microbiologist is encouraged to work closely with colleagues in finance to obtain data that can be used to develop a successful ROI based upon each company’s template for this process. 6) Will there be an effect on the cost of goods sold (COGS) with the implementation of an RMM? This can be a key consideration in developing the project to implement an RMM. If the implementation of the RMM results in a reduction in the component allocated for the laboratory testing in the calculation of the COGS for the drug product(s) manufactured at the site, this makes a solid case for the purchase and implementation of the RMM. 7) What are the costs associated with implementation of a RMM? The Microbiologist will need to consider the following: the time required to implement and validate a RMM, the training costs associated with a RMM. and the ongoing costs of maintaining the RMM instrument. 8) What if the RMM is more sensitive than the current technique? The FDA is clearly aware that a RMM may be more sensitive than the current method. Brenda Uratani, Ph.D., Consumer Safety Officer, CDER, made the following statement at the 2007 PDA Global Pharmaceutical Microbiology meeting: “The FDA expects that higher counts will be recovered when using the new RMM technologies, especially if the methods are more sensitive than the conventional methods. GMP evaluation of the new method and the results (i.e., higher counts) must be driven by data and good science.” Clearly, it is up to the Microbiologist to design a validation protocol that provides the data that shows that the new method is equivalent to or better than the current method. Based upon this data and discussions with the FDA, new limits may be required upon the introduction of an RMM. 9) What is the Regulatory Environment for RMM? It is clear that the Agency is pushing for the implementation of RMM by industry. In the guidance on sterile drug products produced by Aseptic processing (3) it states, “other suitable microbiological test methods (e.g. rapid test methods) can be considered for EM, inprocess control testing and finished product release testing after it is demonstrated that the methods are equivalent or better than the traditional methods (e.g. USP)”.
What is MedImmune’s proposed approach to the implementation of RMMs in a biopharmaceutical manufacturing facility?
MedImmune, LLC is implementing a number of RMM into the analysis of the manufacturing process for both antibody based drug products and vaccines. The type of RMM to be used and the type of sample for use is detailed in Table 1 below.
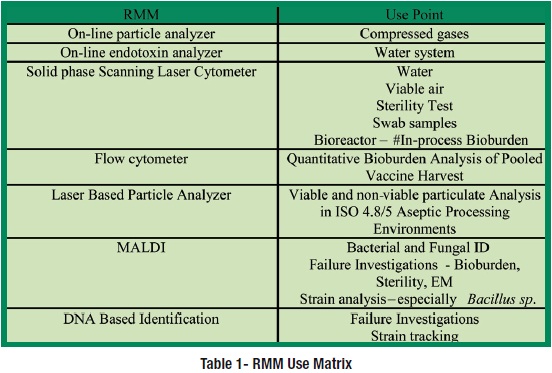
The approach is designed to integrate RMM into the manufacturing process to provide more real time data and speed to the data gathering process. The focus for bulk aseptic manufacturing plants has a heavy focus on both the utilities and the manufacturing environment. The use of both on-line particulate analyzers for compressed gases and online endotoxin analyzers for all water systems is consistent with this focus. By combining these two instrument types with the on-line TOC analyzers, a continuous picture of these two systems is possible to obtain. All of the instruments transmit the data directly into the LIMS system wirelessly. The flow cytometer has been used successfully in the clinical laboratory to diagnose cancer. This is achieved by looking at individual cells to analyze the associated cell surface markers. It would seem a natural application for use in quantization of microbial cells as well. Two approaches to flow cytometry have been chosen for this task, e.g., the use of a standard flow cytometry approach for a bacterial limit test for pooled allantoic fluid during vaccine production and a solid phase scanning cytometry approach for bioburden determination in a multitude of samples from various sources. The laser based particle analyzer chosen uses Mie scattering analysis to determine the presence of both viable and non-viable particles in the environment on a continuous basis. This will allow the manufacturing sites to have a continuous look at the particulate types present in the environment of the ISO 5 manufacturing environments both during production, as well as, at rest. This is a tremendous improvement over the current methodology that is used in the Aseptic Manufacturing environment. The last two instruments will be used in a similar manner at two different centers of excellence for microbial identification. This represents the understanding that there is a need for a polyphasic approach to bacterial identification, e.g., the need to use multiple methods based upon different scientific principles to determine the identification of a microorganism isolated from either the environment or during a failure investigation. One is based upon 16S rRNA and one is based upon cell surface protein patterns (MALDI). The two approaches are equivalent in their ability to determine the identity of a microorganism and yet, offer subtle differences that can be used in a polyphasic approach to microbial identification. The MALDI, by using it in proteomic mode, can be used to establish protein patterns for raw materials that can then be used in a multivariate analysis to insure that the raw materials being used in cell culture bioreactors are consistent in their protein make-up as part of PAT manufacturing process. This instrument was chosen because of this potential dual use in the manufacturing of aseptic bulk drug products.
A Case History
As with all instruments, the manufacturer presents a very simple path to their use and validation. However, the Microbiologist will need to take a scientific based approach to bringing these RMM into commercial use. At the bulk vaccine manufacturing facility, an ATP bioluminescence method was being used to determine the bioburden in pooled harvest bottles of allantoic fluid containing virus prior to purification. The problem that we were having with the method was two-fold as follows: 1) The reagents were expensive and required extensive qualification between different reagent lots, and 2) there was a significant difference between the Relative Light Units for identical concentrations of Gram negative versus Gram positive microorganisms. The Gram negative microorganisms gave a much lower RLU value causing problems with setting a limit threshold value. It was decided that a method based upon flow cytometry would provide a more reproducible count upon which to set a limit threshold. The initial work focused on the need to reduce the background presented by the allantoic fluid that contained large concentrations of protein aggregates and particles. Through a combination of filter clarification, the use of detergents, and heat treatment, the sample was rendered suitable for analysis. Refinement of the area definition and the counting algorithm allowed for the accurate and reproducible determination of the bioburden within pooled allantoic harvest pools. The diagram below illustrates this in diagrammatic form.
With this optimized flow cytometry method, a parallel study was initiated to look at the new method in conjunction with the current ATP bioluminescence method. The data looked good and then suddenly that was a significant increase in the background noise. An investigation was initiated to determine the cause of the increased background. It was determined that the cause of the background was due to the presence of chicken RBCs in the analytical preparation. As detailed in Figure 2, it was necessary to add a final filtration step through a 5 micron filter in order to create a sample that had a low background to achieve a successful analysis by the flow cytometry.
The parallel testing is still on-going to determine the method parameters that will be used to validate this method for use in the Microbiology Laboratory.
Conclusion
There are many RMM available for use in the Microbiology Laboratory. The key is a scientific based evaluation of the type of RMM that will best fit with the company’s approach to manufacturing and the type of data required for managing the manufacturing and release process. Once the approach has been determined, then a concerted effort to render the method suitable for validation and use in the Microbiology Laboratory is required to bring these methods into regular use in the commercial drug manufacturing environment.
References
1. Encyclopedia of Rapid Microbiological Methods, Volumes 1-3, Michael J. Miller, editor. PDA, Bethesda, MD and DHI Publishing, LLC, River Grove, IL, 2005.
2. PDA. 2000. PDA Technical Report 33, “Evaluation, validation and implementation of new microbiological test methods”, PDA Journal of Science and Technology, Vol. 55(3) Supplement, May-June 2000.
3. FDA, 2004. “Guidance for Industry Sterile Drug Products Produced by Aseptic Processing – Current Good Manufacturing Practices”, September 2004.
William H. Fleming, III, Ph.D., is a microbiologist/protein chemist with over thirty five years of experience in the healthcare industry in the areas of Quality Control, Quality Assurance, Validation, Analytical Method Development and Validation, Analytical Instrument Development, and Process Development. He has extensive experience in pharmaceuticals, medical devices and clinical laboratory sciences and pharmaceutical experience in aseptic processing, anti-neoplastic drug products, terminal sterilization of ampoules and vials, establishment of environmental monitoring programs for both sterile and non sterile drug products, OOS/ CAPA investigations, cGMP and technical training, equipment and process validations including isolators, analytical instruments, ovens, depyrogenation tunnels, lyophilizers, etc. His Medical device experience includes contract sterilization, contract laboratory services, packaging, biological indicators, medical device manufacturing, environmental control and microbiologically related quality control, coordination of regulatory submissions and the coordination of regulatory inspections. Currently, Fleming is employed by MedImmune, LLC in the position of Senior Director for Corporate Microbiology. He has over twenty years experience in clinical Microbiology directing Clinical Microbiology, Immunology and Flow Cytometry Laboratories. He is serving as a member of the PDA Task Force that is re-writing Technical Report 33 that deals with Rapid Methods in Microbiology.
To correspond with the author, please email him at: [email protected]
To read more on Microbiology, please visit our website (americanpharmaceuticalreview.com) and type “Microbiology” in the advanced search box.