Introduction
Roller compaction is the densification of dry powders into a solid mass (compact). This densification process is achieved by controlled feeding of powder through a set of directly opposed, counter-rotating rollers with a controllable aperture (roller gap) between the rollers. The feed powder is passed through the rolls with the flow being induced by the friction acting at the surfaces of the rolls. In the narrow region of the gap between the rolls, the powder is subjected to high pressure, leading to the formation of a compact or briquette that is reduced in size by milling or screening to achieve the desired granule size. Roller compaction is designed to increase the bulk density and uniformity of particulate formulations, for example, to prevent the segregation of pharmaceutical drugs. It offers advantages compared with wet granulation for processing physically or chemically moisture-sensitive materials since the use of a liquid binder is not required. Another advantage is that it does not require a drying stage and therefore it is suitable for compounds that either have a low melting point or degrade rapidly upon heating [2,3,4,5].
The key factor in roller compaction is that the binding of particles results from the compression forces alone. The choice of powder to be compacted is therefore critical. Some active ingredients can be compressed directly. Others may be processed in combination with another material, which is selected for its favorable compaction properties. The bulk of the material to be compacted often therefore consists of a mixture of excipients, to aid in the tabletting process. Commonly used excipients for this process are microcrystalline cellulose, dicalcium phosphate, lactose monohydrate, mannitol and magnesium stearate.
Roller compaction may be unsuitable if the material is strongly adhesive to metal surfaces or non-compressible. The robustness of roller compaction is also dependent on the variability of the API mechanical properties, though less so than direct compression. The drug load can vary, depending on the dose and API bulk properties. All of these factors may be considered during the process type selection process.
Despite being superficially a simple process, a quantitative analysis of the process requires the understanding of the complex behavior of particulate materials. Sub-optimal design and operation of the equipment can lead to unsatisfactory products. Johanson [1] developed a theoretical model that enables the surface pressure, torque and separating force of the rolls to be predicted from the physical characteristics of the powder and the dimensions of the rollers. Zinchuk et al [6] developed a method for assessment of the roller compaction process based on simulating the roll compression using a compaction simulator. This method utilizes a batch process to understand a continuous one. The displacements of the upper and lower punch in the simulator were related to the roll speed as a sine function. The solid fraction and tensile strength were taken as the key parameters of the compact quality and were used in the evaluation of the simulation. It was found that real and simulated compacts of the same solid fraction produced using microcrystalline cellulose exhibited equivalent mechanical properties (tensile strengths) and are thus expected to result in equivalent granulations. The simulation and key compact property approach was proposed in this work for scale up studies. Loginov et al [7] reported the development of a new roll briquetting simulator for understanding the densification and performance of the roll compaction process. They also developed a mathematical model to relate the results obtained with the laboratory scale to industrial scale. Gereg andCappola [8] developed a method to determine the suitability of a drug candidate for roll compaction. Optimum process parameters were determined for lab-scale equipment and these values were then used in the industrial scale. A hydraulic press with a flat faced punch and die was used as the lab-scale equipment. Both methods for densifying lactose resulted in a product with similar density, compactability and suitable powder flow. The density and hardness of the tablets produced using the granules produced by both the methods were comparable indicating a possible method for determining the suitability of powders for roll compaction.
All the approaches highlighted in the literature discuss the applicability of using uni-axial compaction to predict the performance of the roller compaction process. Very limited work has been reported on comparing the performance of the roller compaction process at two different scales. In this work, an attempt was made to use Johanson theory [1] to predict the process settings for the pilot scale roller compactor based on the data generated using laboratory scale roller compactor.
Methods and Materials:
 Two roller compactor systems were used to represent the laboratory scale and pilot scale investigations. The Micro scale roller compactor consists of a single compacting roll with a manual feeding system (as shown in Figure 1).
Two roller compactor systems were used to represent the laboratory scale and pilot scale investigations. The Micro scale roller compactor consists of a single compacting roll with a manual feeding system (as shown in Figure 1).
The mini scale roller compactor consists of three main units: feeding system, compaction (two compacting rolls - master and slave roll) and granulating units (as shown in Figure 2). Feeding and tamping augers transport the powder to the compacting area. It is possible to interchange the smooth and knurled rolls, in order to achieve the desired level of powder densification. In addition, the system has an integrated oscillating milling system with a rotor and different screen sizes. The sizing unit is attached to the machine and consists of two prebreakers, a rotor with an interchangeable roll, and a sieve basket. The system has an interface capability to collect data for process documentation.
 Table 1 highlights the differences between the micro scale and mini scale roller compactor. The roller diameter is the same, 250mm, for both roller compactors. A typical placebo formulation, as shown in Table 2, was blended for use in this investigation.
Table 1 highlights the differences between the micro scale and mini scale roller compactor. The roller diameter is the same, 250mm, for both roller compactors. A typical placebo formulation, as shown in Table 2, was blended for use in this investigation.
The solid fraction as a function of applied roll force was used to characterize the performance of the roller compactor. Solid fraction is calculated using the ribbon density and true density of the powder blend using the formula:
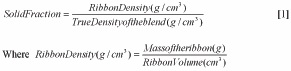
Table 3 lists the different characterisation techniques used for comparing the granule properties.

Results and Discussion
Comparison of process performance
Roll separating force Rsf is used to measure the performance of a roll compaction process and is calculated as:

Where Rf is the average of the forces generated from the front and the back roll, and l is the roll width.
Figure 3 compares the solid fraction as a function of the roll separation force for experiments carried out by varying roll force at fixed roll gap for both the scales. For the mini scale roller compactor experiments, roll speed was kept constant at 1 rpm and two roll gap conditions (2mm and 4mm) were investigated. For the micro scale roller compactor experiments, the roller speed was kept constant at 1 rpm and the die fill depth was fixed at 4 mm and 8 mm to produce ribbons with identical ribbon thickness to the mini scale roller compactor settings. To understand the suitability of using compact formation by ‘slugging’, the formulation was compressed using a die-punch system with 16 mm punch diameter.
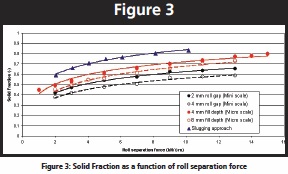 Since roll separation force depends on the roll width and the geometry of the rollers, scaling up of this process based on the roll separation force can be a challenge as it is apparent from Fig. 3 that different relationships of Solid fraction with Roll force are obtained for micro scale and mini scale roller compactor and slugging.
Since roll separation force depends on the roll width and the geometry of the rollers, scaling up of this process based on the roll separation force can be a challenge as it is apparent from Fig. 3 that different relationships of Solid fraction with Roll force are obtained for micro scale and mini scale roller compactor and slugging.
Johanson [1] developed an approach to calculate the roll surface pressure based on the geometry of the roller and roll separation force based on a first order model using the equation:

Where Pb is the maximum horizontal pressure (MPa), l is the roll width (cm), Dr is the roll diameter (cm) and Fr is the force factor that can be obtained from Johanson [1] as a function of Rg/Dr at different compressibility factor K, Where Rg is the roll gap (mm).
 Using equation 3, roll separation force data was converted into roll pressure using the powder compressibility properties generated using a compaction simulator. Figure 4 shows the solid fraction as a function of the roll surface pressure. The slugging force data was converted to pressure by dividing the force value by die cross-sectional area. It can be seen from the plot that the slugging approach tends to produce denser compacts (0.6-0.8 g/cm3) compared to micro scale and mini scale ribbon data (0.55-0.7 g/cm3). The results reveal that the micro and mini scale roller compactors yield similar processing data, thus enabling accurate prediction of ribbon properties to be made using very much smaller quantities of material than previously required.
Using equation 3, roll separation force data was converted into roll pressure using the powder compressibility properties generated using a compaction simulator. Figure 4 shows the solid fraction as a function of the roll surface pressure. The slugging force data was converted to pressure by dividing the force value by die cross-sectional area. It can be seen from the plot that the slugging approach tends to produce denser compacts (0.6-0.8 g/cm3) compared to micro scale and mini scale ribbon data (0.55-0.7 g/cm3). The results reveal that the micro and mini scale roller compactors yield similar processing data, thus enabling accurate prediction of ribbon properties to be made using very much smaller quantities of material than previously required.
 To validate the pressure data calculations, experiments were carried out to determine the roll pressure directly on the roller using a pressure transducer. The custom-built roller compactor [5] used at the University of Birmingham, (Birmingham, U.K.) is instrumented to measure the roll surface pressure using pressure sensors mounted on the surface of the roller. The data generated using this instrumented system (Fig.4) confirms the pressure data calculated using the Johanson theory. By using the approach proposed in this work, it is possible to relate the performance of different roller compactor systems using the roll geometry, material properties and roll separation force which can be measured on the roller compactor.
To validate the pressure data calculations, experiments were carried out to determine the roll pressure directly on the roller using a pressure transducer. The custom-built roller compactor [5] used at the University of Birmingham, (Birmingham, U.K.) is instrumented to measure the roll surface pressure using pressure sensors mounted on the surface of the roller. The data generated using this instrumented system (Fig.4) confirms the pressure data calculated using the Johanson theory. By using the approach proposed in this work, it is possible to relate the performance of different roller compactor systems using the roll geometry, material properties and roll separation force which can be measured on the roller compactor.
Comparison of Granule properties
The ribbon produced by micro scale and mini scale roller compactor was milled using a small-scale laboratory impact mill and the compression properties of the granules was analyzed using compaction simulator. Table 4 shows the granule size distribution and flow property data of granules produced from ribbons with solid fraction of 0.6 produced using 2 mm roll gap in mini scale roller compactor and 4 mm fill depth in micro scale roller compactor. The properties of the granules produced using ribbons with different solid fraction level were quite comparable for both the scales.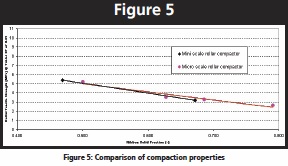
Figure 5 shows the radial tensile strength as a function of the ribbon solid fraction for both micro and mini scale roller compactor. The tablets were produced using 10mm standard flat circular die using compaction simulator. The radial tensile strength was measured for the tablets produced with solid fraction of 0.85. It is clear from the data that both micro and mini scale roller compactor produce tablets with similar mechanical properties. Further testing will be carried out to understand the impact of the scale up on the tablet dissolution and content uniformity.
Conclusions
Micro and mini scale roller compactor yield similar processing data, thus enabling accurate prediction of the process settings using smaller quantities of material. Johanson rolling theory was used successfully to convert the roll separation force data to roll pressure applied for understanding the process at different scale. The use of uniaxial compaction approach for predicting the performance of roller compaction process was found to overestimate the ribbon density.
The granules produced at both, micro and mini scale, had similar granule size distribution, flow properties and compaction properties highlighting the suitability of this approach. Further work will be carried out to validate the approach using production scale roller compactor and by using different active formulations.
References
Johanson, J.R., 1965, A rolling theory for granular solids, ASME, J. Applied Mechanics (ser. E, No. 4), 32, 842– 848.
2. Pietsch, W., 1991, Size enlargement by agglomeration, John Wiley & Sons Ltd., New York.
3. Miller, R., 1997, Roller compaction technology, in D.M. Parikh (ed), Handbook of Pharmaceutical Granulation Technology, Marcel Dekker, New York, 99– 150.
4. Guigon, P., Simon, O., Saleh, K., Bindhumadhavan, G., and Seville, J.P.K., 2006, “Chapter on Roll Pressing”, Granulation and Coating of Fine Powders (Handbook of Powder Technology S.), Elsevier publication, Amsterdam.
5. Bindhumadhavan, G., Seville, J.P.K., Adams, M.J., Greenwood, R.W., and Fitzpatrick, S., 2005, “Roll compaction of a pharmaceutical excipient - Experimental validation of rolling theory of granular solids”, Chemical Engineering Science, Volume 60, Issue 14, Pages 3891-3897.
6. Zinchuk, A.V., Mullarney, M.P. and Hancock, B.C., 2004, Simulation of roller compaction using a laboratory scale compaction simulator, Int. J. Pharm., 263, 403-415.
7. Loginov, Y.; Bourkine, S. P. and Babailov, N. A., 2001, Cinematics and Volume Deformations During Roll-Press Briquetting. J. Materials Processing Technol., 118, 151-157.
8. Gereg, G.W. and Cappola, M.L., 2002, Roller compaction feasibility for new drug candidates - laboratory to production scale, Pharm. Technol., 26, 14–23.
9. Mansa, R., 2006, Using intelligent software to predict the effects of formulation and processing parameters on roller compactor, PhD thesis, University of Birmingham.
Dr Bindhumadhavan Gururajan did his Master degree in Chemical Engineering from Indian Institute of Technology Delhi, and his PhD in Formulation and Process Engineering from University of Birmingham, U.K. In his PhD research he worked on modeling roller compaction process. Later he pursued Post-Doctoral research at Pfizer Research Centre, U.K. on scaling up roller compaction process. Currently working in AstraZeneca, U.K. as Senior Scientist (Process Engineering) and involved in formulation and process development, Scale up and Technology Transfer. He is an active committee member of Particle Technology Subject Group, Institute of Chemical Engineers (IChemE), U.K. and Associate Member of Academy of Pharmaceutical Sciences (APS), U.K. Pascal Côté formerly worked as Senior Formulation Scientist, Pfizer (U.K.) and he was involved on tablet product development, roller compaction and particle size reduction.
Pascal Côté has general experience in characterisation and processing of particulate materials. He has a research master degree in Chemical Engineering from University of Sherbrooke (Canada) on blending of pharmaceutical solids carried out in collaboration with Merck-Frosst Canada Inc. He is an Associate Member of Academy of Pharmaceutical Sciences (APS), U.K, American Association of Pharmaceutical Scientists (AAPS) and Canadian Society of Pharmaceutical Sciences (CSPS).
Matthieu Bouty did a Master degree in Chemistry and Chemical Engineering from CPE Lyon and a Specialised Mastère in Innovation Marketing from EM Lyon business school, France. Part of his Chemistry Master, he worked on modelling roller compaction process at Pfizer Research Centre, U.K.
Elena Razzano completed her Pharmacy MSc at the University of Turin, Italy and after starting her career as a Community Pharmacist, Elena joined Pfizer PGRD (U.K.). Elena’s areas of main interest extend from material property characterization to formulation and process design of solid dosage forms. Elena’s recent scientific focus has been on understanding the link between material properties and process robustness, as a key element to ensure a successful, streamlined product development. Elena is currently working as a Principal Scientist in Material Science and Oral Product Centre of Emphasis department, where she leads the formulation and process design for several projects in the development pipeline.