Department of Applied Science and Technology
Introduction
Freeze-drying is a fill finish operation that is commonly used to enhance the shelf life and stability of drug products. Thus far, pharmaceutical companies have paid relatively little attention to its manufacturing cost, as it was justified by the high value of the end-to-use product. Recently, however, many drugs came off patent protection, allowing the introduction of generics into the market. As a consequence, branded companies have been faced with a more competitive market, which is based on the minimum price policy. In this scenario, many pharmaceutical companies strive to enhance their production by reducing the manufacturing cost. This result is closely connected with process intensification, which aims to optimize capital, energy, and safety benefits by the development of smaller, cleaner, and energyefficient technologies. In freeze-drying this can be achieved, e.g., through the reduction in the cycle time. In fact, freeze-drying cycles are usually longer than would be necessary.
In this paper, the use of mathematical modeling for an accurate design of the process is discussed, with emphasis on the strengths and weaknesses of both in-line and off-line methods. The development of hybrid operations, where energy is transferred more efficiently through alternative sources, is also discussed. Further optimization of the process is also possible by modification of the product structure, e.g., through precise control of the nucleation temperature or using organic solvents.
Optimal Design of a Freeze-drying Cycle
Freezing
During cycle development, little attention has been given to freezing until now. However, freezing has a dramatic impact on both product characteristics and process performance [1,2]. Therefore, if lyophilization professionals aim to design the optimal cycle, freezing cannot be excluded in the investigation.
A number of factors influence the freezing of a solution, e.g., the container and filling volume [3], the rate of freezing [4,5], and the temperature of ice nucleation [6]. In particular, control of the last parameter is of the upmost importance to obtain uniform drying behavior, and to produce samples with a specific structure as well.
 Figure 1. Scanning Electron Microscope image of lyophilized mannitol produced using (left-side) spontaneous and (right-side) forced nucleation.
Figure 1. Scanning Electron Microscope image of lyophilized mannitol produced using (left-side) spontaneous and (right-side) forced nucleation.The control of nucleation temperature can be used to influence the size and shape of ice crystals. For example, as shown in Figure 1, the internal structure of lyophilized samples produced through spontaneous nucleation and vacuum-induced surface freezing is completely different. As can be seen, forced nucleation produces large and needle-shaped pores, resulting in low resistance to vapor transfer (the resistance to mass transfer of the latter structure was about half of the spontaneously nucleated one). Overall, the rate of ice removal is higher and thus the subsequent drying stage is shorter. For example, for the cycles used to produce the above samples, we found that the drying time could be reduced from 30 h to 16 h.
Various methods have been proposed for the control of ice nucleation [2], e.g., ultrasonic vibrations [7], the “ice fog” technique [8], vacuum-induced surface freezing [9], and the depressurization method [10,11]. The last two methods are very promising because they are simple and can be retrofitted to current freeze-dryers. However, it must be said that despite the fact that vacuum-induced freezing is promising, thus far only the depressurization method has been proven to work in industrial apparatus.
Primary Drying
The design of the primary and secondary drying stages entails the definition of three process variables: temperature of the heat transfer fluid, chamber pressure, and time. During cycle development, lyophilization professionals aim to find a combination of these variables that satisfies specific product quality attributes, consistent with the intended therapeutic performance and safety profile of the active pharmaceutical ingredient. In industrial practice, this combination is typically found through an extended experimental campaign that is based on trial and error. In order to reduce the use of resources, sequential analysis can be used, where the design of each experiment depends on the results of previous ones. One of the major issues with this approach is that lyophilization scientists do not generally understand the relationship between the cause and effect of their actions. The Design of Experiments method was proposed to solve this lack; this method in fact defines the experimental plan, allowing the researcher to establish whether a change in a single factor results in improvement to the process as a whole. Although this method maximizes the learning with respect to randomized experiments, it is still very time consuming.
In recent years various authors demonstrated that mathematical modeling can support lyophilization professionals during freeze-drying cycle development, helping them to make better decisions during experimentation. Mathematical models can in fact enhance scientific understanding and predict the behavior of a process under a set of conditions. This information can be used to obtain product quality by design, and also to reduce processing costs.
In the literature, a number of models have been proposed to describe the freeze-drying in vials of parenteral preparations. As general guidelines, we cannot choose the best model, because there is not one, but we can choose the most useful model for the application of interest. The level of detail therefore depends on the final use and knowledge of the process. For example, bi- and tri-dimensional models enhance the understanding of transport phenomena but are not suitable for routine applications, e.g., cycle development, since they require knowledge of a large number of parameters that can hardly be found in the literature or measured experimentally. By contrast, in cycle design models should help lyophilization professionals to better understand the relationship between processing conditions and product dynamics. In addition, these models need to be as simple as possible, involving few parameters that can easily be found in the literature or measured experimentally.
Another important factor to consider is the model contribution in assuring the final quality of the product. In this direction, the use of medium- or high-impact models, whose predictions are a significant indicator of product quality, is strongly encouraged by the ICH Quality Implementation Working Group [12]. The reduced models proposed by Velardi and Barresi [13], particularly model I, are suitable for this purpose and, in fact, were widely used to design model-based tools for the development of freeze-drying cycles [14].
The model-based methods, which address the problem of freeze-drying cycle design, can be distinguished between in-line and off-line strategies [14]. Off-line methods use mathematical modeling to know in advance which conditions fail to achieve the target. An example of an off-line method used in freeze-drying is that based on the design space, which is a multidimensional map showing the combination of processing conditions (temperature of the heat transfer fluid, pressure, and drying progress) and process parameters which provide assurance of quality (critical temperature of the product to be dried). In contrast, in-line methods rely on closed-loop controllers that adjust processing conditions on the basis of incoming product characteristics [15-19]. Table 1 and Table 2 show general and technical information about some of the model-based methods used for the development offreeze-drying cycles.
Table 1. Technical Features of Off -line Methods used for Design of Primary Drying

Table 2. Technical Features of In-line Methods used for Design of Primary Drying

In recent years, the use of design space for the process development has been strongly encouraged by consumer protection agencies, as it gives a complete vision of the interactions between processing conditions and product quality attributes [20-23]. Figure 2 (left-side graph) shows an example of design space for the primary drying stage of an aqueous solution of sucrose (5% w/w). For the primary drying, the variable to be controlled is the temperature of the product, while the variables that can be manipulated are the temperature of the heat transfer fluid and the pressure inside the drying chamber. The design space allows the identification of the set of combinations of fluid temperature and chamber pressure that maintain the product temperature below the critical value (green-shaded area). Of course, this area varies as the drying proceeds, because of a variation in the thickness of the dried plug and thus of the resistance to mass transfer.
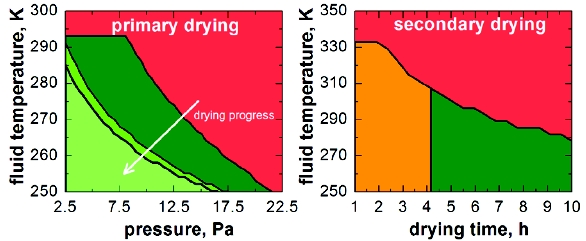 Figure 2. Example of design space for (left-side graph) the primary drying and (right-side graph) the secondary drying of a 5% (w/w) solution of sucrose.
Figure 2. Example of design space for (left-side graph) the primary drying and (right-side graph) the secondary drying of a 5% (w/w) solution of sucrose.Pisano et al. [24] also showed that the design space can be used to carry out freeze-drying cycles safely and efficiently both in lab- and industrial-scale equipment. However, the optimization of the cycle is less effective than what is achieved by the most recent in-line strategies [14]. These methods can in fact track the progress of the process and adapt the control strategy on the basis of incoming product attributes, allowing a prompt adjustment of the cycle as soon as the effect of undesired and unexpected disturbances on the controlled variable is shown. These methods can, in theory, be used to control in-line manufacturing cycles, but de facto, regulatory hurdles limited their use to laboratory equipment for cycle development activities. The in-line methods require regular, up-to-date estimations of the product state, and this information is currently given by monitoring systems that are either invasive or incompatible with the Good Manufacturing Practice procedures of the pharmaceutical industry.
Both in- and off-lines methods can use a margin of safety during the cycle development [25], leading to robust cycles [26] that can withstand variability of the plug structure and changes of process and/or equipment without negative impact on the final quality of the product. In addition, the most advanced control techniques can evaluate the impact of uncertainty in model predictions and set operational boundaries to meet the target [27-29].
Secondary Drying
Processing conditions for the secondary drying are still determined by trial and error. However, Pisano et al. [30] have recently shown how the design space principle can also be used to design this stage. The design space is still calculated using an unsteady-state model, parameterized with experimentally determined heat and mass transfer coefficients [31]. In this case, the variable to be controlled is the residual moisture within the product, while the manipulated variables are the temperature of the heat transfer fluid and the duration of the drying. The design space is still a bi-dimensional map (as can be seen in Figure 2, right-side graph), which identifies the values of fluid temperature (green and orangeshaded area) that make it possible to reach the desired residual moisture within a specific time (x-axis). However, some of these conditions can bring the product temperature above a critical value, beyond which the product undergoes undesired phenomena; therefore, these conditions have to be excluded by the design space (orange-shaded area). The use of this map allows professionals to better understand the effect of variations in processing conditions on the final quality of the product.
New and Old Technologies: Towards Further Process Intensification
The sole optimization of processing conditions is not enough to make a big jump in process efficiency. This objective cannot be achieved by revamping preexisting equipment; in fact, quite the opposite is true— the objective can be reached by abandoning preexisting equipment in favor of new technologies. Therefore, emphasis has recently been placed on the development of new technologies [32] that use alternative sources of energy to enhance the heat transfer between the product and heat source (e.g., microwave, radiofrequency, and infrared radiation) or intensify the dehydration rate without increasing the amount of heat supplied to the product (e.g., organic solvents, ultrasonic waves). Some of these technologies had already been developed and tested for the freeze-drying of foods, but their application to pharmaceutical manufacturing is still limited because of its more restrictive product-imposed boundaries. Microwave-assisted drying, for instance, is very promising because heat is supplied to the entire mass of wet product in a rapid and uniform way. Sharma and Prasad [33] found that the use of a microwave (as an alternative energy source to be combined with convective-drying) reduces the drying time by almost 80%, but we think that a further larger reduction can be obtained if compared to freeze-drying. Nonetheless, some technical problems still have to be solved before this technology is applied to the freeze-drying of pharmaceutical preparations, e.g., the energy supplied by microwaves has to be better controlled in order to avoid the formation of high energy zones into the product (due to the corona discharge effect), which can compromise the quality of the product.
In recent years, particular emphasis has been placed on the use of organic solvents, in addition to or in place of water. The use of organic solvent was proven to allow a dramatic increase in drying rate by modifying the structure of the product [34-36]. In fact, these solvents typically give crystals that are larger than ice crystals and thus produce a plug that offers low resistance to mass transfer. In addition, the solvents used in lyophilization are characterized by high values of vapor pressure, which give high driving force for the mass transfer. Both effects contribute to produce high rates of sublimation. The use of organic solvents was proven to be beneficial to freeze-drying of various drugs, but despite the fact that it is a further step towards process intensification, more accurate studies on its technical feasibility may be necessary to weigh the advantages and disadvantages.
Conclusions
Recent literature on freeze-drying of parenteral products focused on the intensification of the manufacturing process, i.e., to develop new technologies that allow a reduction in processing costs and enhance uniformity of the end-to-use product. As concerns the former objective, emphasis was placed on the development of model-assisted methods for the optimization of the two drying stages. These methods were demonstrated to be a valuable alternative (to traditional experimental approaches) for obtaining quality by design, but also a unique method to find the optimal cycle while satisfying equipment- and productimposed constraints. In addition to the control and/or optimization of the primary and secondary drying stages, the control of freezing is also beneficial to the intensification of the process; freezing in fact impacts on the shape and size of ice crystals; therefore the control of freezing allows lyophilization professionals to modify the product structure and, in turn, the resistance to mass transfer during the primary drying stage. Precise control of this phase was proven to give a further dramatic reduction in drying time. The use of organic solvents (in place of water) provides a similar effect, but safety constraints still limit their use in manufacturing equipment.
Besides cycle optimization, emphasis has been placed on the application of new technology to enhance heat and mass transfer in conventional freeze-dryers. These technologies were developed for the freeze-drying of foods, where equipment and product-imposed constraints are less severe, but can in theory be extended to the pharmaceutical environment.
As well as cycle optimization, the pharmaceutical industry still faces the recurrent problem of heterogeneity in the quality of the end-touse product within a batch. In industrial freeze-dryers, up to 100,000 vials can be loaded; therefore it is almost impossible to obtain uniform drying over the entire batch, despite the elaborate design proposed by equipment manufacturers. Finding a solution to this problem is one of the greatest challenges faced by lyophilization scientists today. A possible solution to this problem is to transform conventional batchbased freeze-dryers into semi-continuous and, finally, continuous systems, as the food industry has in the past five decades.
The use of a continuous freeze-dryer can greatly intensify the process in terms of energy consumption, throughput, and uniformity of the end-to-use product. In this direction, mathematical modeling can be very useful to analyze the impact of this improvement, since it gives a full description of the phenomena involved with minimum effort. Furthermore, the combination of continuous freeze-drying with some of the technologies developed to speed up the freeze-drying of foods (e.g., the use of ultrasound) can be used to dramatically increase the rate of drying.
Author Biographies
Antonello Barresi received a Ph.D. in 1990 from the Politecnico di Torino. Currently he is full professor at Politecnico di Torino, teaching Process Design and Development. Recently, his research has focused on process transfer, scale-up, cycle development, and quality control in freezedrying of pharmaceutical products and prodution of nanoparticles for pharmaceutical applications. Dr. Barresi has authored more than 140 papers in international journals and book chapters, and has presented at more than 100 conferences.
Roberto Pisano, Ph.D., is a certified chemical engineer; currently, he is an assistant professor in the Department of Applied Science and Technology at Politecnico di Torino, teaching Instrumentation and Control for Chemical Processes. His research activity focuses on modeling, control, and optimization of chemical processes, with an emphasis on freezedrying of pharmaceutical products. He has published more than 20 papers in reputed journals, 4 book chapters, and 3 patents.
References
- T.W. Patapoff and D.E. Overcashier. The importance of freezing on lyophilization cycle development. BioPharm. Int. 2002; 15: 16-21.
- J.C. Kasper and W. Friess. The freezing step in lyophilization: physico-chemical fundamentals, freezing methods and consequences on process performance and quality attributes of biopharmaceuticals. Eur. J. Pharm. Biopharm. 2011; 78; 248-263.
- A. Hottot; S. Vessot; and J. Andrieu. Freeze drying of pharmaceuticals in vials: influence of freezing protocol and sample configuration on ice morphology and freeze-dried cake texture. Chem. Eng. Process. 2007; 46; 666-674.
- L.R. Rey and M.C. Bastien. Biophysical aspects of freeze-drying. Importance of the preliminary freezing and sublimation periods. In F.R. Fisher (Editor); Freeze-drying of Foods, National Academy of Sciences, Washington DC, 1961, pp 25-42.
- J.A. Searles; J.F. Carpenter; and T.W. Randolph. Annealing to optimize the primary drying rate, reduce freezing-induced drying rate heterogeneity, and determine Tg in pharmaceutical lyophilization. J. Pharm. Sci. 2001; 90: 872-887.
- J.A. Searles; J.F. Carpenter; and T.W. Randolph. The ice nucleation temperature determines the primary drying rate of lyophilization for samples frozen on a temperature-controlled shelf. J. Pharm. Sci. 2001; 90: 860–871.
- M. Saclier; R. Peczalski; and J. Andrieu. Effect of ultrasonically induced nucleation on ice crystals’ size and shape during freezing in vials. Chem. Eng. Sci. 2010; 65: 3064-3071.
- S. Rambhatla; R. Ramot; C. Bhugra; and M.J. Pikal. Heat and mass transfer scale-up issues during freeze drying: II. Control and characterization of the degree of supercooling. AAPS PharmSciTech. 2004; 5(4), article No. 58.
- M. Kramer; B. Sennhenn; and G. Lee. Freeze-drying using vacuum-induced surface freezing. J. Pharm. Sci. 2002; 91: 433-443.
- R. Bursac; R. Sever; and B. Hunek. A practical method for resolving the nucleation problem in lyophilization. Bioproc. Int. 2009; 7: 66-72.
- A.K. Konstantinidis; W. Kuu; L. Otten; S.L. Nail; and R.R. Sever. Controlled nucleation in freezedrying: effects on pore size in the dried product layer, mass transfer resistance, and primary drying rate. J. Pharm. Sci. 2011; 100: 3453-3470.
- ICH Quality Implementation Working Group. ICH-Endorsed Guide for CH Q8/Q9/Q10 Implementation, Geneva, Switzerland, 2011.
- S.A. Velardi and A.A. Barresi. Development of simplified models for the freeze-drying process and investigation of the optimal operating conditions. Chem. Eng. Res. Des. 2008; 86: 9-22.
- R. Pisano; D. Fissore; and A.A. Barresi. In-line and off-line optimization of freeze-drying cycles for pharmaceutical products. Drying Technol. 2013; 31: 905-919.
- X.C. Tang; S.L. Nail; and M.J. Pikal. Freeze-drying process design by manometric temperature measurement: design of a smart freeze-dryer. Pharmaceut. Res. 2005; 22: 685-700.
- H. Gieseler; T. Kramer; and M.J. Pikal. Use of manometric temperature measurement (MTM) and SMART™ freeze dryer technology for development of an optimized freeze-drying cycle. J. Pharm. Sci. 2007; 96: 3402-3418.
- D. Fissore; S.A. Velardi; and A.A. Barresi. In-line control of a freeze-drying process in vials. Drying Technol. 2008; 26: 685-694.
- G.-W. Oetjen and P. Haseley. Freeze-Drying, Wiley-VCH, Weinheim, 2004.
- R. Pisano; D. Fissore; S.A. Velardi; and A.A. Barresi. In-line optimization and control of an industrial freeze-drying process for pharmaceuticals. J. Pharm. Sci. 2010; 99: 4691-4709.
- B.S. Chang and N.L. Fischer. Development of an efficient single-step freeze-drying cycle for protein formulations. Pharmaceut. Res. 1995; 12: 831-837.
- A. Giordano; A.A. Barresi; and D. Fissore. On the use of mathematical models to build the design space for the primary drying phase of a pharmaceutical lyophilization process. J. Pharm. Sci. 2011; 100: 311-324.
- V. Koganti; E. Shalaev; M. Berry; T. Osterberg; M. Youssef; D. Hiebert; F. Kanka; M. Nolan; R. Barrett; G. Scalzo; G. Fitzpatrick; N. Fitzgibbon; S. Luthra; and L. Zhang. Investigation of design space for freeze-drying: use of modeling for primary drying segment of a freeze-drying cycle. AAPS PharmSciTech. 2011; 12: 854-861.
- D. Fissore; R. Pisano; and A.A. Barresi. Advanced approach to build the design space for the primary drying of a pharmaceutical freeze-drying process. J. Pharm. Sci. 2011; 100: 4922-4933.
- R. Pisano; D. Fissore; A.A. Barresi; P. Brayard; P. Chouvenc; and B. Woinet. Quality by design: optimization of a freeze-drying cycle via design space in case of heterogeneous drying behavior and influence of the freezing protocol. Pharm. Dev. Technol. 2013; 18: 280-295.
- D. Fissore; R. Pisano; and A.A. Barresi. A model-based framework to optimize pharmaceuticals freeze-drying. Drying Technol. 2012; 30: 946-958.
- International Conference on Harmonisation of Technical Requirements for Registration of Pharmaceuticals for Human Use. ICH Harmonised Tripartite Guideline. Pharmaceutical Development Q8 (R2), 2009.
- N. Daraoui; P. Dufour; H. Hammouri; and A. Hottot. Model predictive control during the primary drying stage of lyophilisation. Control Eng. Pract. 2010; 18: 483-494.
- Y.V. Todorov and M. Petrov. Model predictive control of a lyophilization plant: a simplified approach using Wiener and Hammerstein systems. Control Intell. Syst. 2011; 39: 23-31.
- R. Pisano; D. Fissore; and A.A. Barresi. Freeze-drying cycle optimization using model predictive control techniques. Ind. Eng. Chem. Res. 2011; 50: 7363-7379.
- R. Pisano; D. Fissore; and A.A. Barresi. Quality by design in the secondary drying step of a freeze-drying process. Drying Technol. 2012; 30: 1307-1316.
- D. Fissore; R. Pisano; and A.A. Barresi. Monitoring of the secondary drying in freeze-drying of pharmaceuticals. J. Pharm. Sci. 2011; 100: 732-742.
- R. Pisano; D. Fissore; and A.A. Barresi. Sustainable freeze drying in the pharmaceutical and food industry. In E. Tsotsas and A.S. Mujumdar (Editors); Modern Drying Technology, Volume 5: Process Intensification, Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, Germany, pp 131-161.
- G.P. Sharma and S. Prasad. Optimization of process parameters for microwave drying of garlic cloves. J. Food Eng. 2006; 75: 441-446.
- D.L. Teagarden and D.S. Baker. Practical aspects of lyophilization using non-aqueous cosolvent systems. Eur. J. Pharm. Sci. 2002; 15: 115-133.
- K. Kasraian and P.P. DeLuca. Thermal analysis of the tertiary butyl alcohol—water system and its implications on freeze-drying. Pharm. Res. 1995; 12: 484-490.
- K. Kasraian and P.P. DeLuca. The effect of tertiary butyl alcohol on the resistance of the dry product layer during primary drying. Pharm. Res. 1995; 12: 491-495.
- A.A. Barresi; S.A. Velardi; R. Pisano; V. Rasetto; A. Vallan; and M. Galan. In-line control of the lyophilization process. A gentle PAT approach using software sensors. Int. J. Refrig. 2009; 32: 1003-1014.