Introduction
Cell-based therapies continue to gain more and more importance within the multibillion-dollar market of biopharmaceutical products and continue to exemplify above-average growth possibilities [1-5]. Stem cells in particular are intensively investigated for cell therapy purposes in order to regenerate lost biological functionalities. Currently, cell therapy is taking increasingly bigger steps towards commercialization. New companies are arising, which support latestage clinical trials, and stem cell based products should soon appear on the market. In a few years, cell therapy will have developed its own distinct sector in healthcare.

Among stem cells, human mesenchymal stromal/stem cells (hMSCs) have emerged as an ideal candidate for cell therapy. Within the last few years, executions of both early- and late-stage clinical trials have increased (Figure 1) and have supported the safety of using allogenic and autologous hMSCs in clinical treatments [6,7]. ClinicalTrails.gov lists 64 active ongoing studies specifically involving hMSCs (accessed 03/24/2014). In 2012, the first stem cell drug was approved for market authorization in Canada [8]. The advantages of using hMSCs are their unproblematic isolation and in vitro cultivation [9-11]. Special characteristics of hMSCs are: their high differentiation potential, their ability to migrate to sides of injured tissue after implantation or intravenous injection in order to control the inflammation process, their use among cell death and tissue regeneration due to the release of cytokines, and also their specific growth factors, antioxidants, and other bioactive molecules that are present in an effective therapeutic dose [12-14].
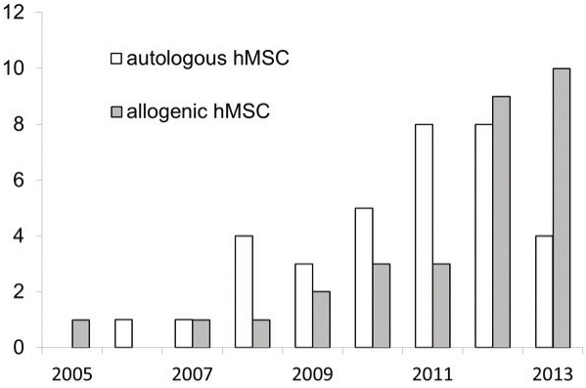 Figure 1. Number of clinical trials with hMSCs per year (2005-2013). Only the fi rst registration date of each clinical study was listed. Dates were found on ClinicalTrials.gov (accessed 03/28/2014).
Figure 1. Number of clinical trials with hMSCs per year (2005-2013). Only the fi rst registration date of each clinical study was listed. Dates were found on ClinicalTrials.gov (accessed 03/28/2014).The release of these trophic factors as mediators and receptors is the basis for immune modulation and suppression. Under specific stimuli, the hMSC can differentiate in vivo and in vitro into various lineages, including osteocytes, chondrocytes, adipocytes, tenocytes, muscle cells, stroma cells, and neurons [9-12, 15-17]. All of these properties open hMSCs to a broad field of application, such as, but not limited to, bone and cartilage diseases, cancer, heart and kidney diseases, gastrointestinal diseases, diabetes, graft-versus-host diseases, and autoimmunity and neurodegenerative diseases [10,11]. Many clinical trials showed a hMSC cell-dose dependent efficacy with an estimated minimal therapeutic dose of 1-2×106 per kg, depending on the type of indication. This highlights the need for the large production of hMSCs. A fundamental prerequisite, therefore, is the transition from laboratory-scale processes, which are suitable for producing a few batches per year, to effective and robust current good manufacturing practice (cGMP) processes. cGMP ensures that the final product meets previously defined release criteria and regulatory requirements for safety, efficiency, and effectiveness [6,10,18,19]. The aim of cGMP is to design, monitor, and control the quality of both manufacturing and of the final product. This includes a quality management system for raw materials and the establishment of validated standard operating procedures (SOPs). If administered properly, cGMP helps to prevent product contamination, mix-ups, deviations, failures, and errors. Therefore, the commercial success of such products is linked to the development of robust, reproducible, cost-efficient, and scalable processes for ensuring cell supply at manageable costs [1,19,20].
The manufacture of hMSC products in the form of advanced therapy medicinal products (ATMPs) is managed by a well-defined regulatory framework in both the United States (US) and the European Union (EU). In the US, the regulatory authority for ATMPs is the Food and Drug Administration (FDA). Cell therapy products are regulated within the following sections: Investigational New Drug Applications (INDs) regulations (21 CFR 312), biological regulations (21 CFR 600), and cGMP (21 CFR 211). Further, CFR, Part 1271, provides US regulations on Cells, Tissues, and Cellular and Tissue-Based Products (HCT/Ps). In the EU, the EMA (European Medicines Agency) is the authority responsible for the regulation of ATMP production. The EMA outlined requirements for cellular ATMPs are detailed in several guidelines and directives (e.g., Guideline on human cell-based medicinal products [EMA/CHMP/410869/2006], Directive 2004/23/EC, Commission Directives 2006/17/EC, and 2006/86/EC). Moreover, the EMA reflection paper on stem cell-based medicinal products (EMA/CAT/571134/2009) covers specific aspects important for marketing the authorization of ATMP application such as the quality and manufacturing standards.
Manufacturing Requirements for hMsC-based ATMPs
hMSCs are living cells and provide a complex, viable product. This is particularly important for the manufacture of hMSCs. Generally, it must first be identified, if autologous or allogenic hMSCs should be produced. Both of these cell types differ slightly in the manufacturing requirements (Table 1). Autologous hMSCs are mostly used as a personalized product. This therapy includes cell isolation from the patient, the expansion of the hMSCs, and the immediate use of the final ATMP for the same patient. Therefore, manufacturing is only conducted with low inoculation densities in small scales and in individual batches for each patient. However, the expansion process cannot be highly standardized, due to the prevalence of donor polymorphisms. Cells from different donors also differ in their expansion behavior, which must also be taken into account during manufacturing. Here, the manufacturing process must be flexible enough to accommodate bespoke autologous hMSC products. Storage requirements for autologous hMSCs are reduced, due to the in-time production that is determined based on prevalent demand. Allogenic hMSCs form an off-the-shelf product used for broad applications to a large number of patients. Here, the cell source is consistent and descends from one donor or one donor pool. This allows higher inoculation densities and, ideally, the manufacturing possibility of one big batch (100 therapeutic doses or more). This process can be very rigorous in order to ensure standardization and reproducible manufacturing. For allogenic hMSC-ATMPs, the proper storage of these products must be taken into consideration. Storage often consists of freezing the cells, which can, in itself, be challenging. Other requirements, like a valid cGMP process, online process monitoring, simple process handling with minimal manual steps, and a high level of process safety, are applied to both types of hMSC expansion. Furthermore, cell quality of the final ATMP must be of a specific high level and fulfill custom-specific release criteria. In addition to these requirements, the International Society for Cellular Therapy (ISCT) has also defined its own minimal criteria for hMSCs [21].
Table 1. Requirements for the hMSC manufacturing process

Bioreactor Systems for Stem Cell Production
Commercialization of cell therapy and its broad application to clinical use is dependent on bioreactor-based manufacturing systems. Thus, the manufacturing system has to be specifically designed to ensure cultivation of highly viable cells and enable smooth harvest conditions [6]. Therefore, implementation of process analytical tools (PAT) and quality by design (QbD) with defined critical quality attributes (CQAs) is a challenging issue [3,18]. These specific requirements could be achieved with disposable bioreactor systems. Some of the advantages to these kinds of systems include the flexible and time-efficient processing along with an increase in process safety due to elimination of cross-contaminations. Furthermore, personal demand will be reduced, and process admission will be simplified, since the validation of cleaning in place (CIP) and sterilization in place (SIP) is rendered redundant [10].
Disposable bioreactor systems can both satisfy cell demand and provide single core elements for automated, standardized, traceable, cost-effective, safe, and regulatory-compliant manufacturing of hMSC-ATMPs. In general, both static and dynamic disposable systems for hMSC expansion are available. In short, hMSC expansion needs a suitable growth surface, as hMSCs grow strictly adherent to a surface. In static systems, these growth surfaces are primarily provided by cell culture plastic (e.g., polystyrene). Nonetheless, the possibility of online monitoring is restricted in static cultivation systems such as flask or cell factories. pH, dissolved oxygen (DO), or metabolic measurement in the flasks is rare, and often not profitable. The small space-time yield and the limited scale-up potential of static systems emphasize the need for dynamic reactor systems, which can facilitate the expansion of hMSCs being used as ATMPs.
Among dynamic cultivation systems, stirred tank reactors and perfusion systems, such as fixed-bed systems, are commonly utilized and well process engineered. In most dynamic systems, growth surface for hMSC expansion is achieved with non-porous carriers. The choice for the optimal carrier for each cell type must be determined empirically. For example, glass carriers were found to be the best choice for hMSC-TERT (immortalized hMSC line) expansion balancing cell growth and cell harvest efficiency [22]. These carriers were used in a fixed-bed system for hMSC-TERT expansion presented by Weber et al. [23-25]. A disposable reactor consisting of a singleuse syringe was identified as a small scale (20ml) tool for cultivation and cryopreservation of hMSC-TERT [26]. This system may serve as a basis to produce hMSC-TERT for cell therapy trials for stroke treatment (ClinicalTrials.gov Identifier: NCT01298830). Advantages of fixed-bed solutions are the low shear environment and the possibility of process automation. However, fixed-bed systems show heterogeneity resulting in concentration gradients throughout the reactor, which makes online monitoring and cell harvesting challenging [27]. Furthermore, direct determination of the cell concentration is not feasible, and it is currently limited to indirect determination via correlations to oxygen and glucose consumption.
To overcome these limitations for hMSC expansion, stirred tank reactors offer a homogeneous alternative. A low mixing time and a sufficient mass transfer can be achieved through mechanical agitation and aeration devices. Standard online process monitoring (pH, DO) is applicable, and various PAT tools such as dielectric spectroscopy for online biomass determination are available with promising results [28,29].
Several single-use stirred tank reactors are commercially available [30,31]. Most reactors are comparable with conventional glass systems and compatible with common process control units. Online process monitoring can also be achieved as these reactors already include single-use probes for pH and DO or the option to insert conventional reusable probes (via probe ports).
In combination with microcarriers (diameter 125–212 μm) a growth surface of up to 14,500 cm² would be available in a 3 l disposable bioreactor. This growth surface is suitable for 10 minimal-amount therapeutic doses according to the minimum number of cells per dose mentioned above. Studies with hMSC-TERT growing on glass coated carriers achieved 4×108 cells/l after 6 days [10]. Primary hMSC could be harvested with a concentration of 2.5–2.9×108 cells/l after 14 days of expansion [11,32].
Allogenic hMSC production processes should yield at least 100 doses per batch, which correspondingly increases the demand for growth surface up to 120,000 cm². The first larger scale stem cell production in a single-use reactor was performed with adipose tissue-derived MSC in a 50 l bioreactor [33]. Cells were cultivated on protein-coated microcarrier under low-serum conditions (5%) in a 35 l culture volume and harvested after 9 days with 3.1×108 cells/l.

Currently, there are new innovative large-scale systems which are available on the market. For example, a single-use multiplate bioreactor is offered, which provides 110,000 cm² growth surface in an incubator-fit design [2]. The expansion surface material is comparable with common tissue flasks, which allow even autologous hMSC to grow without adaption to new materials. Single-use probes for pH and DO are included, in order to comply with PAT requirements. The manufacturer especially advertises the space reduction and cost savings of this system in comparison with cell factories. This system has already been used for hMSC production for clinical trials (ClinicalTrials. gov Identifier: NCT00810238).
Challenges in hMSC Harvest
During hMSC manufacturing, the cell harvest step is of great importance. In contrast to manufacturing of other biologicals (e.g., antibodies), the hMSCs must stay viable and unaffected. As hMSCs grow strictly adherent to a surface, cell harvest is ultimately required. In consideration of cGMP and PAT guidelines, cell harvest is a challenging assignment. As required by the authorities, detachment enzymes of non-animal origin are needed. Promising candidates, like recombinant trypsin, are available on the market, and can be successfully utilized for hMSC harvest. However, conventional trypsin shows disadvantages for hMSC harvest from dynamic bioreactor systems [27]. New enzyme candidates of non-animal origin, like a cell detachment solution (from invertebrates) or the prolyl-specific peptidase (PsP) which is purified from the fungus Wolfiporia cocos, show comparable or even better results in detachment time and efficiency to standard porcine trypsin [34].
In addition to the use of suitable enzymes, the harvest within a closed sterile system is also of great importance. While this is uncritical for fixed-bed systems, it is problematic in stirred tank reactors. Fortunately, stirred tank reactors can be modified to solve this problem. The modification of a 3 l disposable bioreactor allows carrierbased expansion and enzymatic detachment of hMSCs from carriers within the same closed system. An internal sieve with 100 μm mesh size allows the separation of carrier from detached cells [35].
Conclusion
Due to the fact that several cell therapy companies have been entering clinical trials, manufacturing authorization of the ATMPs has become more important. With increasing progression of the clinical phases, the cost-effectiveness and reliability of processes become increasingly essential. Lessons learned from other biologicals emphasize that, among other things, manufacturing is a major key for success. Therefore, it is crucial to pay special attention to manufacturing under cGMP and other guidelines set down by authorities. Several bioreactor systems for cell expansion are already available for stem-cell based ATMP manufacturing, and among these, also for hMSCs. All of these systems still have limitations, but a large number of companies are intensively working on optimizing production systems for clinical-grade hMSCs.
hMSC expansion is a multiplex problem with challenges in finding suitable growth surfaces and growth conditions. Furthermore, due to the complex nature and requirements of the product, new harvesting strategies have to be evaluated and optimized. During harvest and during hMSC expansion, shear forces need to be balanced, as they are the main trigger of undesired differentiation. All in all, commercial manufacturing, both adequate amounts and high-quality products of hMSCs, requires significant input from a variety of scientific disciplines (i.e., biology, medicine, and engineering). Cell therapy commercialization is still a relatively young discipline and therefore has a long way to go before such therapy will be used as routinely as therapeutics like antibodies are used today.
Author Biographies
Tobias Oppermann is a Ph.D. student at the Fraunhofer Institute IME project group “Bioresources” and studied Biotechnology/Biopharmaceutical Technology at the University of Applied Sciences Mittelhessen (THM). His work is focused on bioprocess optimization and development together with implementation of online analytic for process control and mathematical modelling.
Jasmin Leber studied life sciences and biotechnology and is doing her Ph.D. in the Institute of Bioprocess Engineering and Pharmaceutical Technology (IBPT) at the THM. She is currently working on stem cell cultivation in different reactor systems including single-use materials and serum-free conditions.
Christiane Elseberg is a Ph.D. student in the IBPT at the THM. She studied biotechnology with focus on bioprocess engineering at the University of Applied Sciences, Mannheim, Germany, and focused her Ph.D. work on the process development for human mesenchymal stem cell production fulfilling GMP and PAT requirements in dynamic cultivation systems.
Dr.-Ing Denise Salzig studied biochemistry followed by a Ph.D. in bioprocess technology. Currently, she leads the cell culture technology section of IBPT at the THM. The work is focused on bioprocesses involving animal cells, the implementation of online methods for cultivation control, the development of reactor concepts, and process strategies for the respective application.
Prof. Dr.-Ing Peter Czermak studied chemical engineering and received his Ph.D. in bioprocess engineering. He is the managing director of the IBPT at the THM. In addition he is adjunct professor in the Department of Chemical Engineering at the Kansas State University, USA, Professor h.c. in the Faculty of Biology and Chemistry at the JLU, Giessen, Germany, and Deputy Head of the Fraunhofer Project Group Bioresources, Giessen, Germany. He has more than 25 years of experience in bioprocess engineering and bioseparations. For 15 years his work group has also focused on bioprocesses with animal cells.
References
- M. Szczypka; D. Splan; H. Woolls; and H. Brandwein. Single-use bioreactors and microcarriers. BioProcess International 2014; 12: 54-65.
- M. Egloff and J. Castillo. Scaling up stem cells. BioProcess International 2012; 10: 62-64.
- S.D. Jones; S. McKee; and H.L. Levine. emerging challenges in cell therapy manufacturing. BioProcess International 2012; 10: 4-7.
- N.L. Davie; D.A. Brindley; E.J.C. Seymour; and C. Mason. Streamlining cell therapy manufacture. BioProcess International 2012; 10: 24-28.
- J.-P. Prieels; P. Stragier; F. Lesage; D. Argentin; and A. Bollen. Mastering industrialization of cell therapy products. BioProcess International 2012; 10: 10-14.
- J.E. Hambor. Bioreactor design and bioprocess controls for industrialized cell processing. BioProcess International 2012; 10: 22-33.
- A. Keating. Mesenchymal stromal cells: new directions. Cell Stem Cell 2012; 10: 709-717.
- C.V. Reicin; E.M. McMahon; and C. Chung. Stem cell therapy regulation in Canada: implications of the prochymal approval. Westlaw Journal—Pharmaceutical 2012; 28: 1-4.
- R. Scott. Growth of Mesenchymal Stromal Cells in Automated Microwell Cultures: Influence of the Engineering Environment on Cell Growth Kinetics and Non-Directed Differentiation, in: Department of Biochemical Engineering, University College London, The Advanced Centre for Biochemical Engineering, 2008, p 202.
- K. Cierpka; C.L. Elseberg; K. Niss; M. Kassem; D. Salzig; and P. Czermak. hMSC production in disposable bioreactors with regards to GMP and PAT. Chemie Ingenieur Technik 2013; 85: 67-75.
- D. Jing; S. Punreddy; N. Sunil; M. Aysola; J. Murrel; and K. Niss. Characterization of human mesenchymal stem cells. BioProcess International 2013; 11: 30-36.
- S. Wang; X. Qu; and R.C. Zhao. Clinical applications of mesenchymal stem cells. Journal of Hematology & Oncology 2012; 5: 1-9.
- K. English; A. French; and K.J. Wood. Mesenchymal stromal cells: facilitators of successful transplantation? Cell Stem Cell 2010; 7: 431-442.
- D. Seong Kim; M. Woo Lee; K. Hee Yoo; T.-H. Lee; H. Jin Kim; I. Keun Jang; Y. Hoon Chun; H. Joon Kim; S. Jo Park; S. Hyun Lee; M. Hi Son; H. Lim Jung; K. Woong Sung; and H. Hoe Koo. Gene expression profiles of human adipose tissue-derived mesenchymal stem cells are modified by cell culture density. PLOS ONE 2014; 9: 1-10.
- C. Nazarov; J. Lo Surdo; S.R. Bauer; and C.-H. Wei. Assessment of immunosuppressive activity of human mesenchymal stem cells using murine antigen specific CD4 and CD8 T cells in vitro. Stem Cell Research & Therapy 2013; 4: 1-15.
- A.N. Patel and J. Genovese. Potential clinical applications of adult human mesenchymal stem cell (Prochymal®) therapy. Stem Cells and Cloning: Advances and Applications 2011; 4: 61-72.
- A. Tocci and L. Forte. Mesenchymal stem cell: use and perspectives. The Hematology Journal 2003; 4: 92-96.
- W.A. Moore and J. Bermel. Cell therapy manufacturing: addressing regulatory and CGMP challenges for late-stage products. BioProcess International 2014; 12: 22-25.
- W.G. Whitford; J.C. Hardy; and J.J.S. Cadwell. Single-use, continuous processing of primary stem cells. BioProcess International 2014; 12: 26-33.
- D. James. Small–batch-size production. BioProcess International 2012; 10: 30-35.
- M. Dominici; K. Le Blanc; I. Mueller; I. Slaper-Cortenbach; F.C. Marini; D.S. Krause; R.J. Deans; A. Keating; D.J. Prockop; and E.M. Horwitz. Minimal criteria for defining multipotent mesenchymal stromal cells. The International Society for Cellular Therapy position statement, Cytotherapy 2006; 8: 315-317.
- C. Weber; S. Pohl; R. Portner; C. Wallrapp; M. Kassem; P. Geigle; and P. Czermak. Expansion and harvesting of hMSC-TERT. The Open Biomedical Engineering Journal 2007; 1: 38-46.
- C. Weber; D. Freimark; R. Pörtner; P. Pino Grace; S. Pohl; C. Wallrapp; P. Geigle; and P. Czermak. Expansion of human mesenchymal stem cells in a fixed-bed bioreactor system based on non-porous glass carrier—part A: inoculation, cultivation, and cell harvest procedures. International Journal of Artificial Organs 2011; 33: 512-525.
- C. Weber; D. Freimark; R. Pörtner; P. Pino Grace; S. Pohl; C. Wallrapp; P. Geigle; and P. Czermak. Expansion of human mesenchymal stem cells in a fixed-bed bioreactor system based on nonporous glass carrier—part B: modeling and scale-up of the system. International Journal of Artificial Organs 2011; 33: 782-795.
- C. Weber; S. Pohl; R. Pörtner; C. Wallrapp; M. Kassem; P. Geigle; and P. Czermak. Expansion and harvesting of hMSC-TERT. The Open Biomedical Engineering Journal 2007; 1: 38-46.
- C. Weber; S. Pohl; R. Pörtner; C. Wallrapp; M. Kassem; P. Geigle; and P. Czermak. Cultivation and differentiation of encapsulated hMSC-TERT in a disposable small-scale syringe-like fixed bed reactor. The Open Biomedical Engineering Journal 2007; 1: 64-70.
- D. Salzig; A. Schmiermund; P. Pino Grace; C. Elseberg; C. Weber; and P. Czermak. Enzymatic detachment of therapeutic mesenchymal stromal cells grown on glass carriers in a bioreactor. The Open Biomedical Engineering Journal 2013; 7: 147.
- D. Druzinec; K. Weiss; C. Elseberg; D. Salzig; M. Kraume; R. Pörtner; and P. Czermak. Process Analytical Technology (PAT) in Insect and Mammalian Cell Culture Processes: Dielectric Spectroscopy and Focused Beam Reflectance Measurement (FBRM), in: R. Pörtner (Editor); Animal Cell Biotechnology, Humana Press, 2014, pp 313-341.
- C. Justice; A. Brix; D. Freimark; M. Kraume; P. Pfromm; B. Eichenmueller; and P. Czermak. Process control in cell culture technology using dielectric spectroscopy. Biotechnology Advances 2011; 29: 391-401.
- M. McGlothlen; D. Jing; C. Martin; M. Phillips; and R. Shaw. Use of microcarriers in Mobius® CellReady bioreactors to support growth of adherent cells, in: BMC Proceedings, Springer, 2013, pp 1-3.
- C. Schirmaier; S.C. Kaiser; V. Jossen; S. Brill; F. Jüngerkes;, C. van den Bos; D. Eibl; and R. Eibl. Expansion of mesenchymal adipose-tissue derived stem cells in a stirred single-use bioreactor under low-serum conditions, in: BMC Proceedings, BioMed Central Ltd, 2013, pp P2.
- D. Jing; N. Sunil; S. Punreddy; M. Aysola; D. Kehoe; J. Murrel; M. Rook; and K. Niss. Growth kinetics of human mesenchymal stem cells in a 3-L single-use, stirred-tank bioreactor. BioPharm International 2013; 26: 28-38.
- C. Schirmaier; V. Jossen; S.C. Kaiser; F. Jüngerkes; S. Brill; A. Safavi‐Nab; A. Siehoff; C. Bos; D. Eibl; and R. Eibl. Scale‐up of adipose tissue‐derived mesenchymal stem cell production in stirred single‐use bioreactors under low‐serum conditions. Engineering in Life Sciences 2014.
- K. Cierpka; N. Mika; M.C. Lange; H. Zorn; P. Czermak; and D. Salzig. Cell detachment by prolyl-specific endopeptidase from Wolfiporia cocos. American Journal of Biochemistry and Biotechnology 2014; 10: 14-21.
- C. Justice; M. Ebrahimi; P. Pino Grace; and P. Czermak. Device and method for expanding and harvesting adherent cultures, in: European Patent EP2626410, 2012.