Introduction
In order to ensure the quality of a pharmaceutical drug that will be dosed orally as a tablet or capsule containing crystalline active pharmaceutical ingredient (API), it is critical that the crystal form and physical attributes (particle size, surface, area, bulk density, etc.) be well-controlled, since these may impact the drug’s bioavailability and stability as well as the ability to effectively formulate the API into a finished drug product. Control of crystal form can be best managed through rational process design guided by an understanding of the crystal form thermodynamic landscape, generally presented as a phase diagram. With few exceptions, the most thermodynamically stable form at ambient conditions is selected for development. Its consistent production is often facilitated by introducing seed crystals of the desired form into the process, with the intent of templating the desired form while mitigating the risk of less stable crystal forms spontaneously nucleating. Supersaturation is the driving force for both crystal growth and nucleation, and its control is generally a key to ensuring proper crystal form isolation. The degree of supersaturation prevailing during crystallization will also impact the physical attributes of the resulting drug substance, for example the breadth of the particle size distribution (PSD) or morphology of the crystals. Since the rate of supersaturation relief via crystal growth of the desired form is directly proportional to the available seed surface area, it may be advantageous to provide a large amount of seed to maximize the probability of successfully growing the desired crystal form while avoiding the deleterious effects of nucleation. With its application of large surface area seed, the crystallization methodology described in this communication is highly effective in providing control over the crystal form produced even for very challenging systems, particularly when coupled with appropriate control strategies such as the feedback control crystallization approach described in a prior communication [1]. The present article will focus on the ability of this methodology to provide predictable, highly reproducible physical property control, most notably control over particle size distribution.
The control of API physical properties may be managed via either a top-down or bottom-up approach. Historically, the pharmaceutical industry has relied heavily on top-down techniques in which relatively large crystals are grown and then milled—either as a slurry (wetmilling) or in a dry state (air attrition milling, pin milling, etc.)—in order to reduce the particle size to target. Dry milling technologies have generally proven to be quite robust in terms of their ability to consistently deliver a target particle size, but there are a number of costs associated with these technologies which compromise their appeal as a commercial solution: expensive capital and operation; the need for extensive environmental controls to manage dusting; high risk of operator exposure; and perhaps most important, yield loss of high value product. They also are not universally applicable because some APIs are prone to crystal form conversion (dehydration, amorphization, etc.) during dry milling operations; and due to the exposure issues associated with dry milling, these technologies are generally not applied to potent compounds that have very low exposure thresholds. Because wetmilling technologies such as rotor/stator mills, high shear/high pressure homogenizers, and slurry media (ball) mills largely mitigate these liabilities, they have gained increasing interest in the industry. Rotor/stator wetmills are particularly popular and have found widespread application, but not all APIs rotor/stator wetmill effectively, as many will break via attrition mechanisms rather than massive fracture [2] such that broad or bimodal particle size distributions are produced. This can lead to poor downstream processing (e.g., slow filtration rate or flow/sticking issues in the formulation) that may need to be mitigated by additional downstream operations such as heat/cool cycling prior to filtration in order to achieve fines dissolution. Even for those crystals that do rotor/stator wetmill effectively, most APIs will reach a terminal average particle size of no smaller than 20 microns which may not meet the bioavailability needs of low solubility compounds.
Bottom-up techniques are particularly appealing from an elegance perspective in that they are built on the concept of growing the crystals directly to the target size without an add-on milling step. The quality of the resulting crystals may also be higher in terms of avoiding the introduction of crystal disorder (surface defects, amorphous regions, and crystal lattice strain) which may be brought about by milling [3]. These bottom-up approaches generally require much tighter process control because they do not involve the corrective normalization step inherent in terminal milling approaches. They may be based on strategies for controlled growth on seed or on spontaneous nucleation, often driven by high supersaturation and/or large energy input into the system, for example as introduced via sonication [4] or high fluid velocity and associated energy dissipation [5]. One such bottom-up technique developed at Merck and referred to as “media mill and crystallize” (MMC) [6] is the subject of this communication. This approach, the selection of the associated equipment across scales, and the knowledge build around its application across these scales have been the subject of a significant development effort at Merck where the tools and techniques have been applied to drug candidates spanning the portfolio.
The Media Mill and Crystallize Methodology
MMC processing is based on several foundational components depicted in Figure 1 and listed below:

Figure 1 - Schematic of media mill and crystallize (MMC) design principles

Figure 2 - Simple depiction of MMC crystallizer with associated recycle loop
- Generate very small (< 5 microns), uniform, consistent seed through slurry media milling in order to provide a large amount of surface area (typically > 5 m2/g) to support crystal growth. One concern with the application of media milling is the potential for media shedding, so the use of a biologically benign/inert media with a low shedding propensity, such as stabilized ZrO2, is advised. As applied, the media mill (ball mill) is loaded with small (0.5-1.5 mm) spherical beads which are rotated in a chamber while a slurry of the API is passed through the bed [7] and recirculated around the seed tank, as depicted in Figure 2. The small media milled seed is not isolated as a dry powder but rather is charged directly to the crystallizer as a slurry. This eliminates challenges associated with filtering and drying these small particles, and wet seed handling facilitates introduction of the seed to the crystallizer with very limited risk of operator exposure.
- Control the crystallization in order to maintain sufficiently low supersaturation so as to promote growth on the seed while minimizing nucleation. An important consideration is local supersaturation effects which can prevail at the point of batch solution, anti-solvent, or reagent (e.g., acid or base) introduction into the crystallizing system. Scale-up challenges associated with mixing are largely mitigated by taking the micromixing duty out of the crystallizer and into a recycle loop around the vessel. Rather than delivering controlled charges directly to the crystallizer, these charges are delivered via mixing tees, static mixers, or comparable devices integral to the local recycle loop as depicted in Figure 2. This provides very rapid, scalable mixing. The vessel agitator is, therefore, responsible primarily for solids suspension and bulk blending and can be designed accordingly.
- Keep the crystals dispersed in order to minimize particle agglomeration. The small media milled seed generally has some propensity to aggregate; and if these aggregates are not actively dispersed as the crystals grow, they may become fused together via solid bridge formation, resulting in agglomerates that will skew the product PSD from target. Therefore, it may be necessary to put energy into the system in order to actively disperse the aggregates or break weakly bound agglomerates before they become strongly fused. Power ultrasound, applied via a flowcell in the recycle loop depicted in Figure 2, has proven to be particularly effective at dispersing particles. Scalable sonication equipment solutions are now available across scales from multiple vendors. In some cases, this additional energy input will not be required. Tuning this energy input to achieve particle dispersion without driving excessive secondary nucleation or breakage is one of the primary challenges of successful MMC application and must be managed on a case-by-case basis.
- Protect what you grow. In some cases, the growing particles can be relatively shear sensitive, so the application of low shear pumps (rotary lobe, disk flow, etc.) to drive flow around the recycle loop may be warranted in order to preserve particle properties. As one can anticipate, a crystal that is highly prone to agglomeration (and therefore requires energy input to disperse) but also highly friable (and therefore must be protected from shear) can be particularly challenging. In some cases, the fine-tuning of energy input to disperse particles without breaking them is not tenable; and in these cases, MMC is not the most appropriate technology. In addition, preservation of the particles during filtration and drying operations can be an important consideration. Many crystals are susceptible to shear-induced attrition during agitated drying [8], so it is important for particle resiliency to be assessed and drying strategies (equipment selection, agitation protocols, etc.) developed accordingly.
Whereas top-down techniques depend on a normalization step at the back-end of the process, the success of the MMC methodology is contingent on effective normalization of seed particle size from one batch to the next. Media milling has been shown to be a remarkably effective tool for consistent particle size reduction, particularly when operated with the seed slurry recycled through the mill for a sufficient number of passes to ensure that the pseudo-steady state size has been reached. All compounds tested at Merck have been effectively reduced in particle size, with uniform, monomodal seed produced in all cases. One such example will be presented in the subsequent case study.
When all of the pieces outlined above are brought together, a growth-dominated, bottom-up approach in which the final product particle size can be dialed in via selection of appropriate seed loading and process parameters is an achievable goal. In addition to the case study to follow, a previous publication also provides an example of how the MMC technology can be applied to consistently and predictably grow crystals to a target size without the need for costly dry milling [1].
MMC Application Case Study

Figure 3 - Liquid filled capsule with neutral API crystallized out of solution
Merck was developing a potassium salt ethanol solvate of a drug candidate, formulated as a liquid filled capsule (LFC) in which the crystalline API was fully dissolved in the vehicle. However, during stressed stability testing of the formulation, crystals were observed in experimental LFC samples, as pictured in Figure 3.
An investigation revealed that a previously unknown polymorph of the neutral form of the drug candidate had crystallized from the capsule fill solution, and the root cause was determined to be neutralization of the salt by surfactants present in the formulation. This was a problem because crystals of this drug form had very poor bioavailability, such that bioperformance would be appreciably impacted were this to occur under typical storage conditions. Further examination revealed that the kinetics of this neutralization and subsequent precipitation would not support commercialization of this formulation, and efforts to slow/prevent the neutralization were not successful. Therefore efforts were redirected to reformulating the product into a solid dosage form, utilizing the crystalline potassium salt ethanolate. Whereas the LFC formulation involved fully dissolving the API such that its physical properties had no impact on drug performance, the new tablet formulation created a need to control API physical properties, both to ensure consistent bioperformance and to support robust formulation processing.
In support of the new formulation, a redesign of the crystallization process of the API was performed. The original crystallization process which was applied to supply API for the LFC formulation involved a reactive crystallization whereby solid potassium tert butoxide was charged to a solution of the free acid. This poorly controlled process yielded poor batch-to-batch reproducibility and large particles with broad particle size distributions that formulated poorly due to unfavorable compaction properties.
For the reformulated tablet, a smaller particle size was desired so several standard technologies were explored. A probe jet milling study was conducted which resulted in a crystal form change (partial conversion of ethanolate to a hydrate form which was known to readily convert to amorphous) so this technology was deemed non-viable. Rotor/stator wetmilling of the final crystallized slurry was also attempted, but the resulting particle size distribution was very broad and bimodal, resulting in slow filtration rates and poor formulation performance.
The unfavorable outcomes of these tests compelled the team to explore the “bottom up” MMC processing option. Several variations of the MMC approach were considered, but the most reliable results were obtained using a semi-continuous crystallization in which a stream of the free acid in ethanol and a potassium tert butoxide solution were simultaneously slowly metered in at appropriate stoichiometry to a media milled seed bed in ethanol. In general this technique provided excellent control of supersaturation which promoted a growth-dominated process with minimal nucleation. The technique was demonstrated across scales to be able to consistently meet the formulation requirements by delivering a product having a unimodal PSD with a mean particle size of 20-30 um.
During initial small-scale (10 g or less) proof-of-concept studies, the batch streams were delivered directly to the crystallizer via syringe pumps and a sonicator probe was simply inserted directly into the crystallizer to explore the effectiveness of sonication in keeping the growing particles dispersed. At larger scales (pilot plant and manufacturing) in-line mixers were applied to ensure rapid mixing of the incoming streams, and both the sonicator and in-line mixer were set up in a recycle loop around the crystallizer as depicted in Figure 2. Early on in development, it became apparent that the use of power ultrasound was necessary to mitigate agglomeration, so it was adopted as a long-term part of the process. Figure 4 presents a comparison of performance with and without sonication. Scale up of sonication from gram to kilogram to hundreds of kilogram scale was based on matching the power per unit of batch volume.

Figure 4 - Example of sonication used to disperse particles
Seven pilot plant batches were run using this crystallization technology to support clinical trials. The average particle size ranged from 20 – 30 microns over the batches. Consistent with Quality-by-Design process development approaches, prior to execution of the validation batches, a risk assessment was performed followed by several laboratory-scale range finding experiments and a sequential design of experiments in order to identify important processing variables. As anticipated, the results of the range finding and DOE indicated that sonication power, crystallization temperature, seed amount and seed age had the largest impact on particle size, and these factors were integrated into a model to predict particle size. Low sonication power, or none at all, would result in agglomerated particles with a large average size whereas higher sonication power would result in smaller particles, presumably due to sonication-induced particle breakage and/or secondary nucleation. It was also found that the particle size of the media milled seed can increase over the course of several days, due to Ostwald ripening. The result is an increase in the particle size of the final product grown from that seed. For instance, a seed bed that had been aged for 10 days produced an average particle size of the final crystallized slurry that was approximately 15% larger than the product from a freshly made seed bed. The crystallizaton process was successfully run at factory scale (five batches totaling two metric tons) with excellent reproducibility. A focused beam reflectance measurement of the slurry after crystallization showed remarkable process control over the five batches, with the chord length distributions overlaying almost identically (see Figure 5d) at the anticipated size.
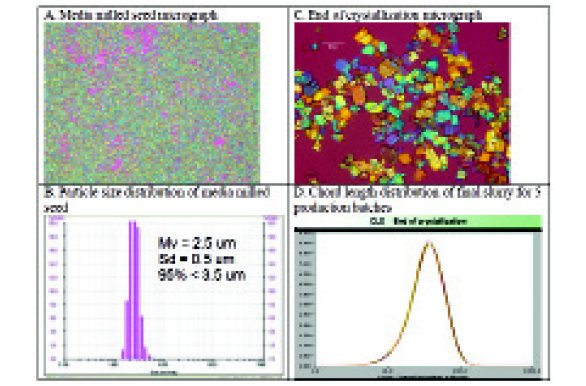
Figure 5 - Micrographs and particle size distribution of media milled seed and final MMC product
This “bottom up” approach to crystallization allowed for successful transition of the market formulation from a liquid filled capsule to a tablet of crystalline API. The ability to grow particles directly to the desired size was a robust solution which mitigated the liabilities of the terminal milling techniques (wet and dry). The MMC approach offered the additional benefit of significant cost savings relative to the dry milling option due to the avoidance of yield loss associated with dry milling.
Conclusion
A new crystallization methodology has been developed and applied at Merck which provides a novel “bottom up” approach to particle size control. Central to the approach is the application of media milling to produce small, uniform seed onto which crystals are carefully grown to target size. The media milled seed provides a large amount of surface area which facilitates a growth-dominated process, further supported by the application of sonication to mitigate particle aggregation. A case study demonstrating application of this technology to a process that was scaled up to commercial scale has been provided. The process generates narrow particle size distributions with remarkable scalability and reproducibility.
Acknowledgements
The development of this technology and implementation across scales was the result of a multi-year effort at Merck, and we wish to acknowledge the efforts of all of those involved, notably Brian Johnson who led the overall effort, Dan Kumke who drove much of the equipment development and implementation, and Cindy Starbuck and Hsien-Hsin Tung who provided sponsorship and technical input throughout. Thanks also to Jim Corry and Ralph Calabria who supported the large scale MMC work presented in the case study.
References
- Cote A., Zhou G., Stanik M., “A Novel Crystallization Methodology to Ensure Isolation of the Most Stable Crystal Form,” Org. Process Res.Dev. 13(6), 1276-1283.
- Lee I, Variankaval N, Lindemann C, Starbuck C, “Rotor-stator Milling of APIs - Empirical Scale-up Parameters and Theoretical Relationships Between the Morphology and Breakage of Crystals”, Amer. Pharm. Rev. 7(5), 120-123 and 128.
- Chamarthy SP, Pinal R, “The nature of crystal disorder in milled pharmaceutical materials,” Colloids and Surfaces A-Physicochemical and Engineering Aspects 331(1-2), 68-75.
- Guo Z, Jones A, Li N, “The effect of ultrasound on the homogeneous nucleation of BaSO4 during reactive crystallization”, Chem. Eng. Sci. 61(5), 1617–1626.
- Panagiotou T, Mesite SV, Fisher RJ, “Production of Norfloxacin Nanosuspensions Using Microfluidics Reaction Technology through Solvent/Antisolvent Crystallization,” Ind. Eng. Chem. Res. 48(4), 1761–1771.
- Johnson BK, Tung, H-H, Lee I., Cote AS, Starbuck, C, Midler M., “Processes and Apparatuses for the Production of Crystalline Organic Microparticle Compositions by Micro-Milling and Crystallization on Micro-Seed and Their Use”, U.S. Patent Application 20090087492, 2009.
- Mende S, Stenger F, Peukert W, Schwedes J, “Mechanical production and stabilization of submicron particles in stirred media mills,” Powder Technology 132, 64-73.
- Lekhal A, Girard KP, Brown MA, Kiang S, Khinast JG, Glasser BJ, “The effect of agitated drying of the morphology of L-threonine (needle-like) crystals,” International Journal of Pharmaceutics 270(1-2), 263-277.
Author Biographies
Dr. Aaron Cote is an Engineering Director at Merck where he serves as the head of the Merck Crystallization Lab, a group within the Chemical Process Development and Commercialization department which focuses on crystallization process development, cross-functional collaborations with the drug formulation development groups, and new technology development. Aaron is also the head of the department’s Technology Oversight Committee. Aaron joined Merck in 2000, after graduating with his PhD in Chemical Engineering from Purdue University.
Dr. Aaron Moment currently works as a Principal Chemical Engineer with Merck and has 10 years of experience in active pharmaceutical ingredient process scale-up, process development, commercialization, and technology development. He holds a B.S. in Chemical Engineering from Rensselaer Polytechnic Institute, and M.S. and Ph.D. degrees from Massachusetts Institute of Technology.
Eric Sirota is a Project Chemical Engineer in the Chemical Process Development and Commercialization department at Merck. Eric has supported lab development, pilot scale manufacture, and/or commercial validation on thirty drug candidates. Eric has been with Merck since graduating from the University of Michigan in 2003 with a Bachelors degree in Chemical Engineering.
This article was printed in the November/December 2010 issue of American Pharmaceutical Review - Volume 13, Issue 7. Copyright rests with the publisher. For more information about American Pharmaceutical Review and to read similar articles, visit www.americanpharmaceuticalreview.com and subscribe for free.